
一种钣金件热处理装置及方法.pdf

书錦****by


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钣金件热处理装置及方法.pdf
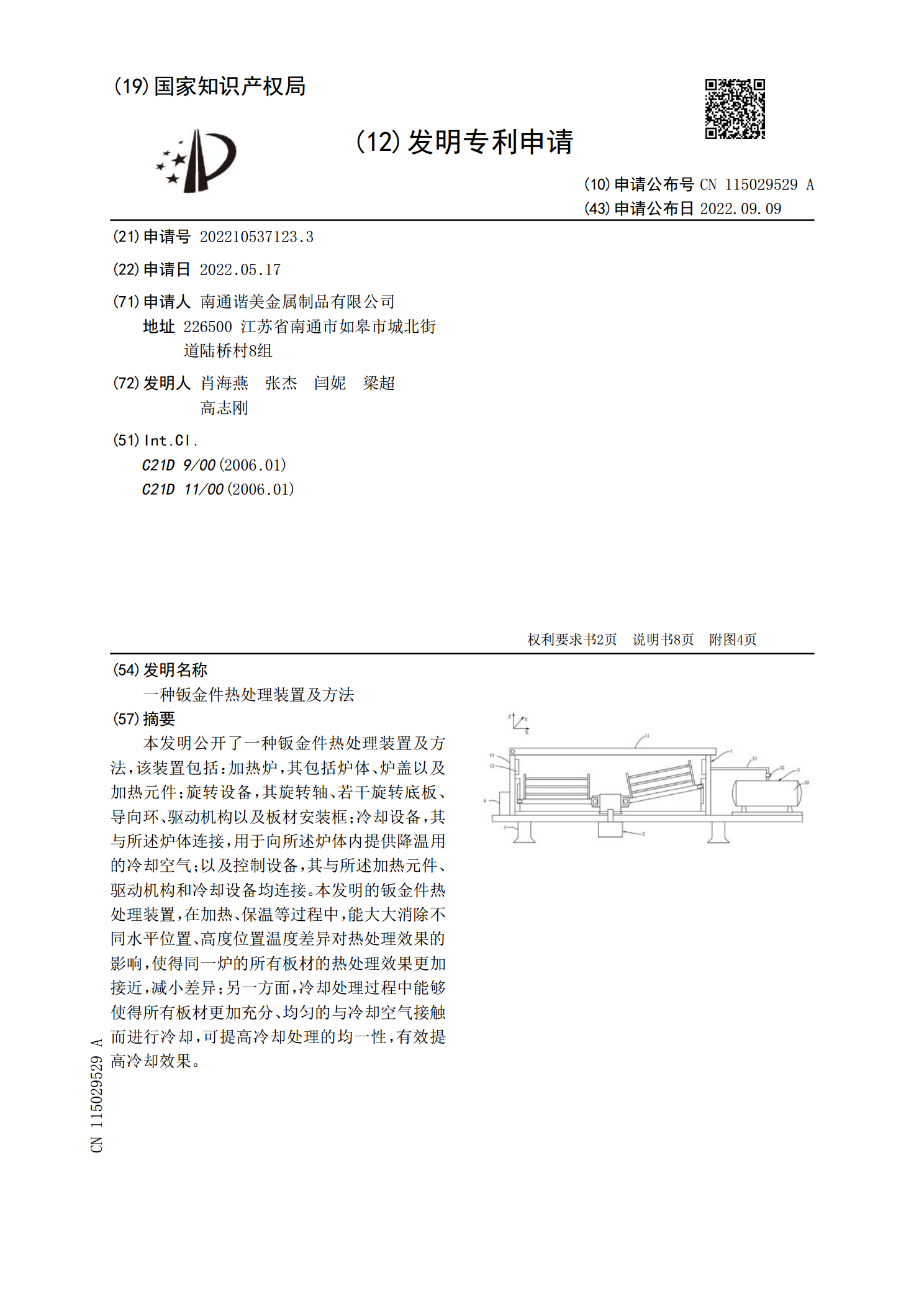
本发明公开了一种钣金件热处理装置及方法,该装置包括:加热炉,其包括炉体、炉盖以及加热元件;旋转设备,其旋转轴、若干旋转底板、导向环、驱动机构以及板材安装框;冷却设备,其与所述炉体连接,用于向所述炉体内提供降温用的冷却空气;以及控制设备,其与所述加热元件、驱动机构和冷却设备均连接。本发明的钣金件热处理装置,在加热、保温等过程中,能大大消除不同水平位置、高度位置温度差异对热处理效果的影响,使得同一炉的所有板材的热处理效果更加接近,减小差异;另一方面,冷却处理过程中能够使得所有板材更加充分、均匀的与冷却空气接触
一种钣金件热处理用限位装置、钣金件热处理炉.pdf
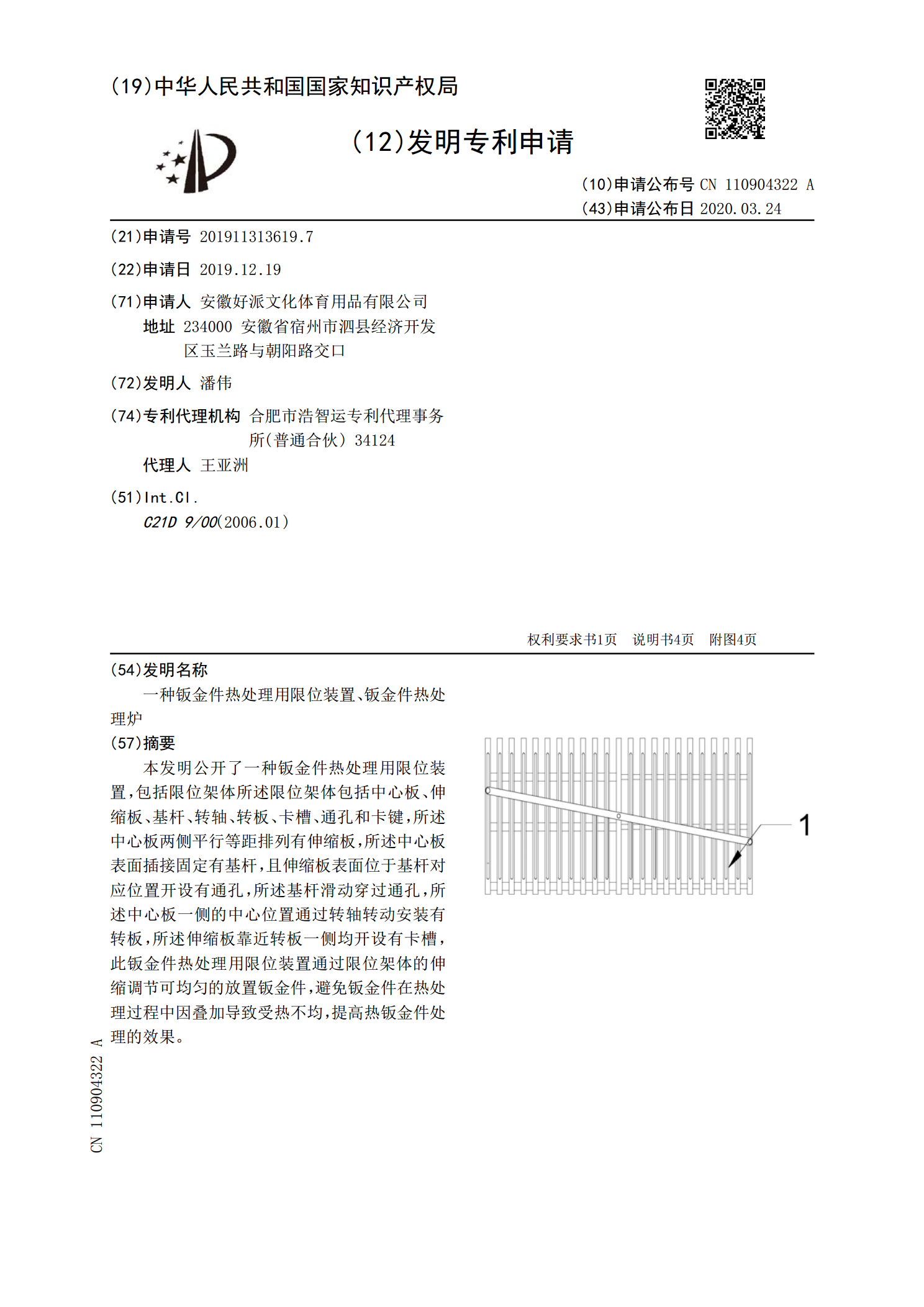
本发明公开了一种钣金件热处理用限位装置,包括限位架体所述限位架体包括中心板、伸缩板、基杆、转轴、转板、卡槽、通孔和卡键,所述中心板两侧平行等距排列有伸缩板,所述中心板表面插接固定有基杆,且伸缩板表面位于基杆对应位置开设有通孔,所述基杆滑动穿过通孔,所述中心板一侧的中心位置通过转轴转动安装有转板,所述伸缩板靠近转板一侧均开设有卡槽,此钣金件热处理用限位装置通过限位架体的伸缩调节可均匀的放置钣金件,避免钣金件在热处理过程中因叠加导致受热不均,提高热钣金件处理的效果。
一种钣金件折弯装置及折弯方法.pdf
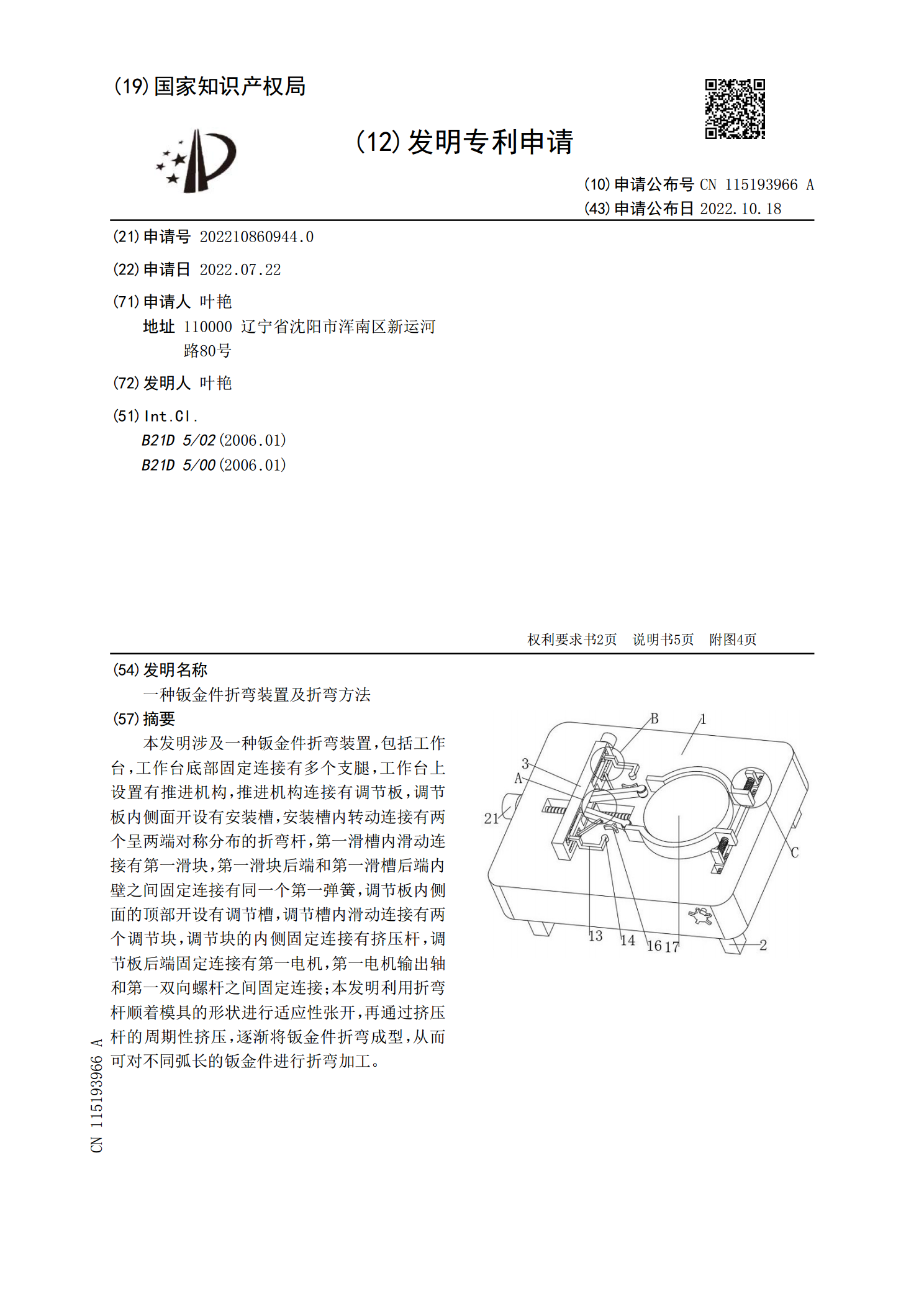
本发明涉及一种钣金件折弯装置,包括工作台,工作台底部固定连接有多个支腿,工作台上设置有推进机构,推进机构连接有调节板,调节板内侧面开设有安装槽,安装槽内转动连接有两个呈两端对称分布的折弯杆,第一滑槽内滑动连接有第一滑块,第一滑块后端和第一滑槽后端内壁之间固定连接有同一个第一弹簧,调节板内侧面的顶部开设有调节槽,调节槽内滑动连接有两个调节块,调节块的内侧固定连接有挤压杆,调节板后端固定连接有第一电机,第一电机输出轴和第一双向螺杆之间固定连接;本发明利用折弯杆顺着模具的形状进行适应性张开,再通过挤压杆的周期性
一种热处理装置及焊缝热处理方法.pdf
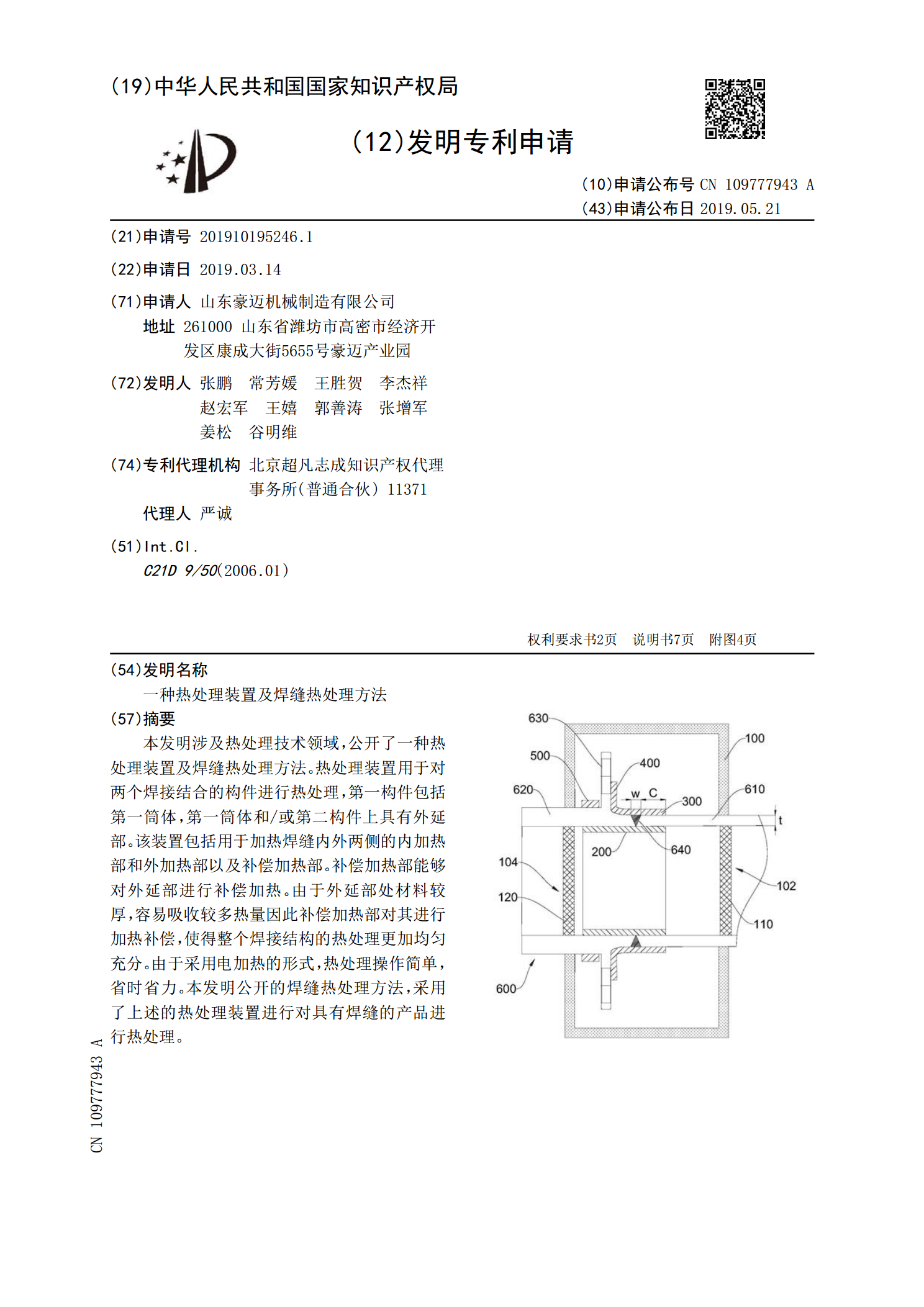
本发明涉及热处理技术领域,公开了一种热处理装置及焊缝热处理方法。热处理装置用于对两个焊接结合的构件进行热处理,第一构件包括第一筒体,第一筒体和/或第二构件上具有外延部。该装置包括用于加热焊缝内外两侧的内加热部和外加热部以及补偿加热部。补偿加热部能够对外延部进行补偿加热。由于外延部处材料较厚,容易吸收较多热量因此补偿加热部对其进行加热补偿,使得整个焊接结构的热处理更加均匀充分。由于采用电加热的形式,热处理操作简单,省时省力。本发明公开的焊缝热处理方法,采用了上述的热处理装置进行对具有焊缝的产品进行热处理。

一种热处理装置及方法.pdf
本发明公开了一种热处理装置及方法,包括,加热炉和反应釜;所述加热炉,具有与所述反应釜相匹配的第一腔体;所述反应釜,形状与所述腔体匹配,具有第一空间,所述第一空间内设置有汞源、支撑杆和样品支架;所述反应釜,设置有进气口和出气口,所述进气口和所述出气口上连接有管路,用于在进行热处理时,提供所需气体;所述汞源,与所述支撑杆连接,用于在进行热处理时,为样品提供汞蒸气;所述支撑杆,与所述汞源连接,并由所述第一空间内部向外延伸;所述样品支架,用于盛放所述样品,且位置与所述汞源相对应。本公开的热处理装置结构简单,并且不