
一种真空精密铸造炉自动定点铸造装置.pdf

玉军****la


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
真空精密铸造炉自动定点铸造装置.pdf
本发明公开了一种真空精密铸造炉自动定点铸造装置,包括:第一动力源通过第一传动件组件驱动转动空心轴转动;转动空心轴穿过倾翻固定空心轴后经过第一真空密封件进入真空精密铸造炉真空腔;倾翻固定空心轴穿过第二板上的水平移动限位结构固连熔炼线圈固定架;带动熔炼线圈固连转动空心轴位于真空精密铸造炉真空腔内的端面,熔炼线圈固定架和倾翻固定空心轴固定连接;第二动力源驱动第一板做直线往复运动;第一板与第二板相邻布置,其能相对第二板水做水平往复运动;传感器采集转动空心轴和第二动力源的动作数据;控制器根据所述动作数据拟合形成浇铸
一种真空精密铸造炉自动定点铸造装置.pdf
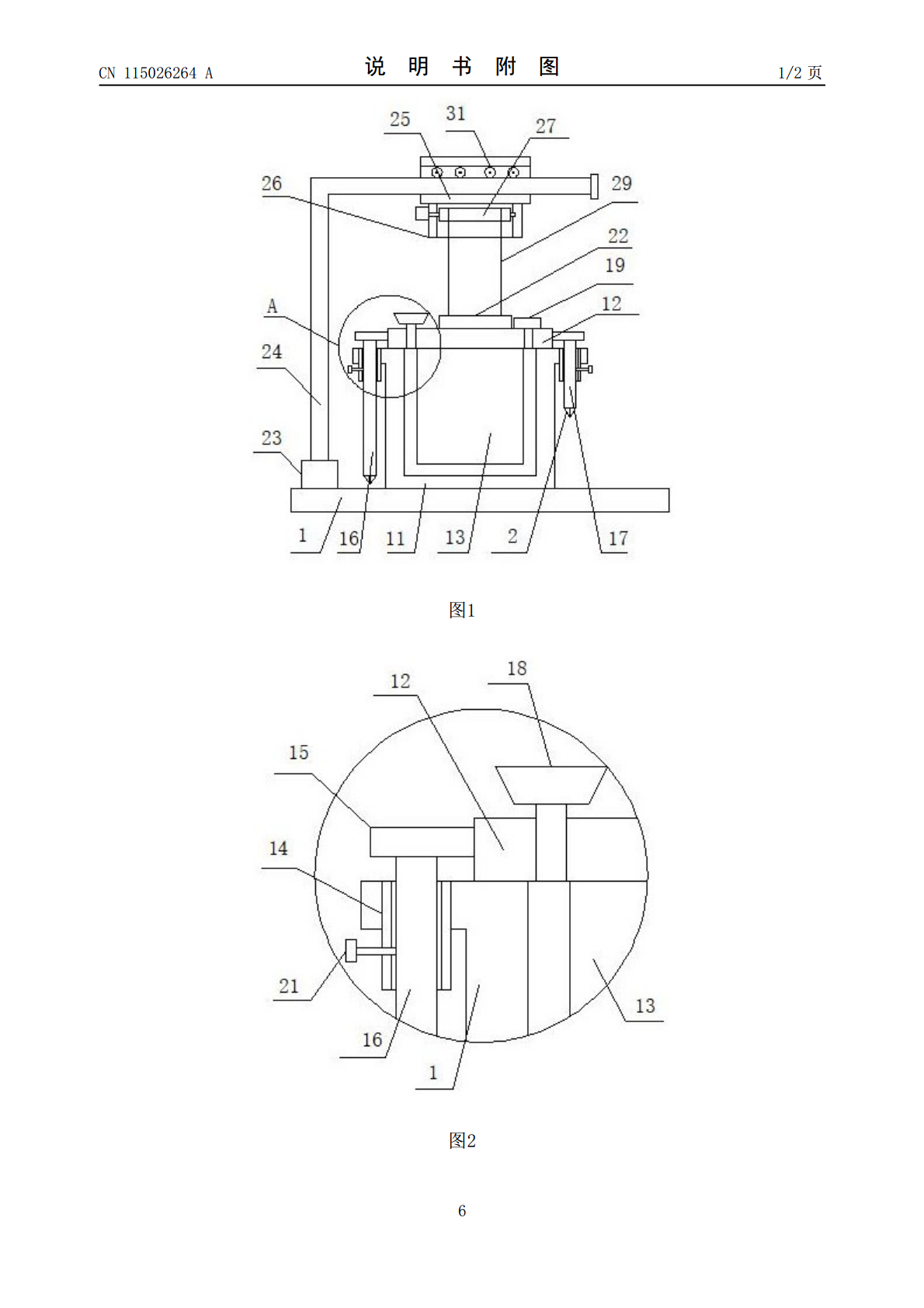
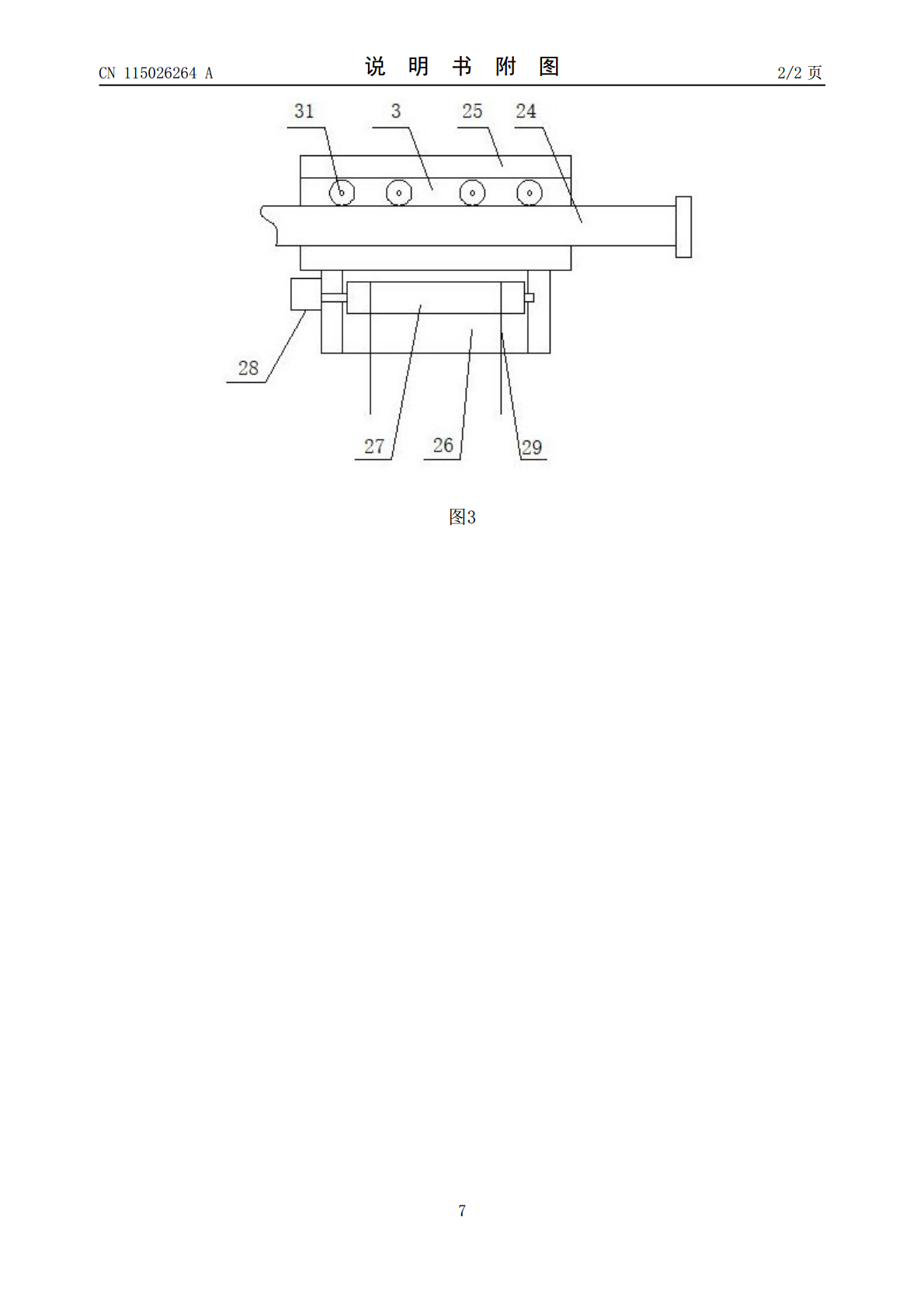
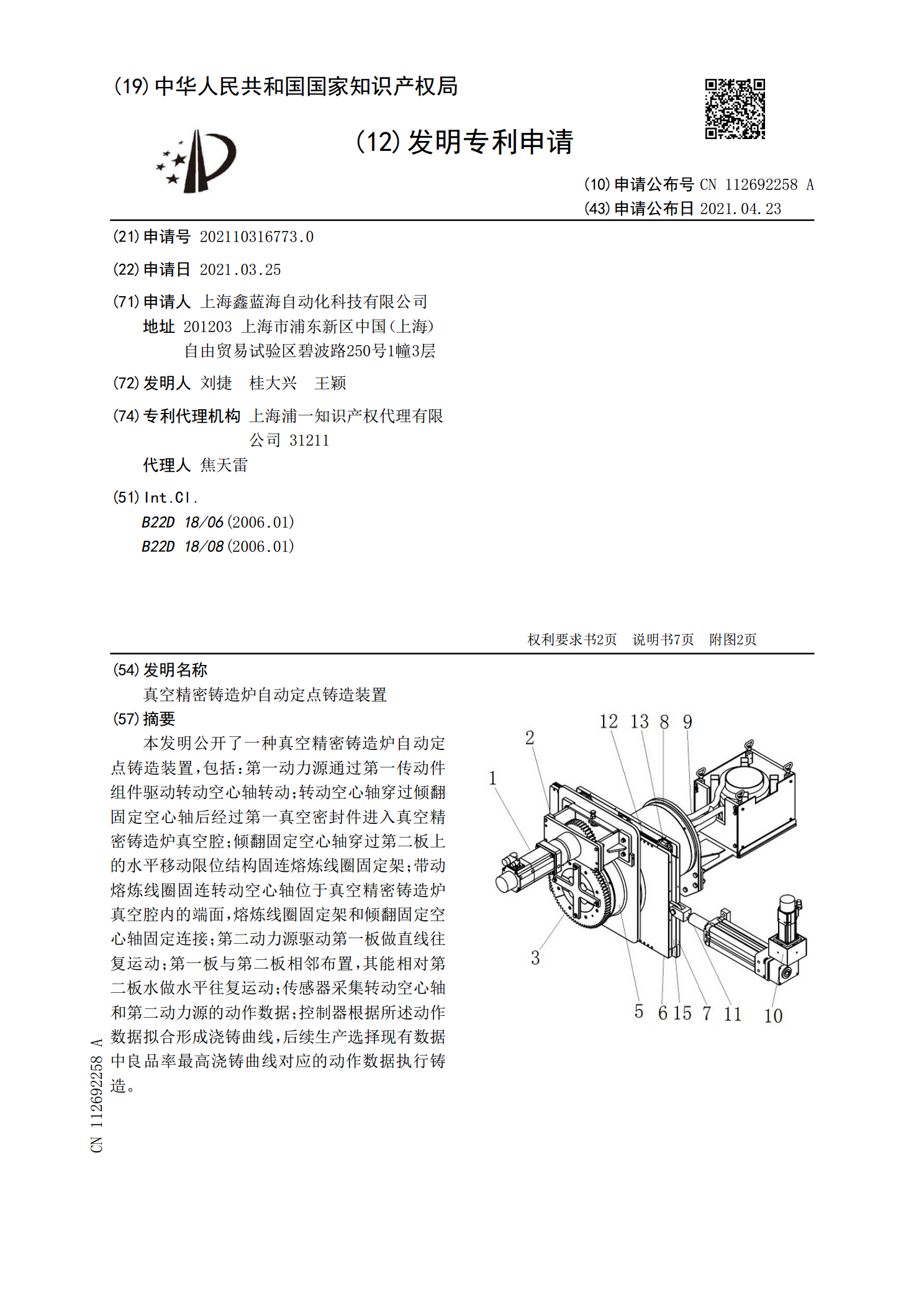
本发明公开了一种真空精密铸造炉自动定点铸造装置,包括底板,所述底板的一侧表面固定安装有下模具,所述下模具的一端开口滑动安装有连接板,所述连接板的一侧表面固定安装有上模具,所述上模具的表面插接于下模具的侧面,所述下模具的一端表面两侧均固定连接有定位筒,所述连接板的两端表面均固定连接有连接块,所述连接块的两端侧面分别连接有长杆和短杆,所述短杆的长度为长杆长的一半,所述长杆和短杆的表面均插接于定位筒的侧面,所述连接板的一端表面固定安装有浇筑管,所述连接板的另一端表面固定安装有真空管,这样能够大大提高使用的便利性
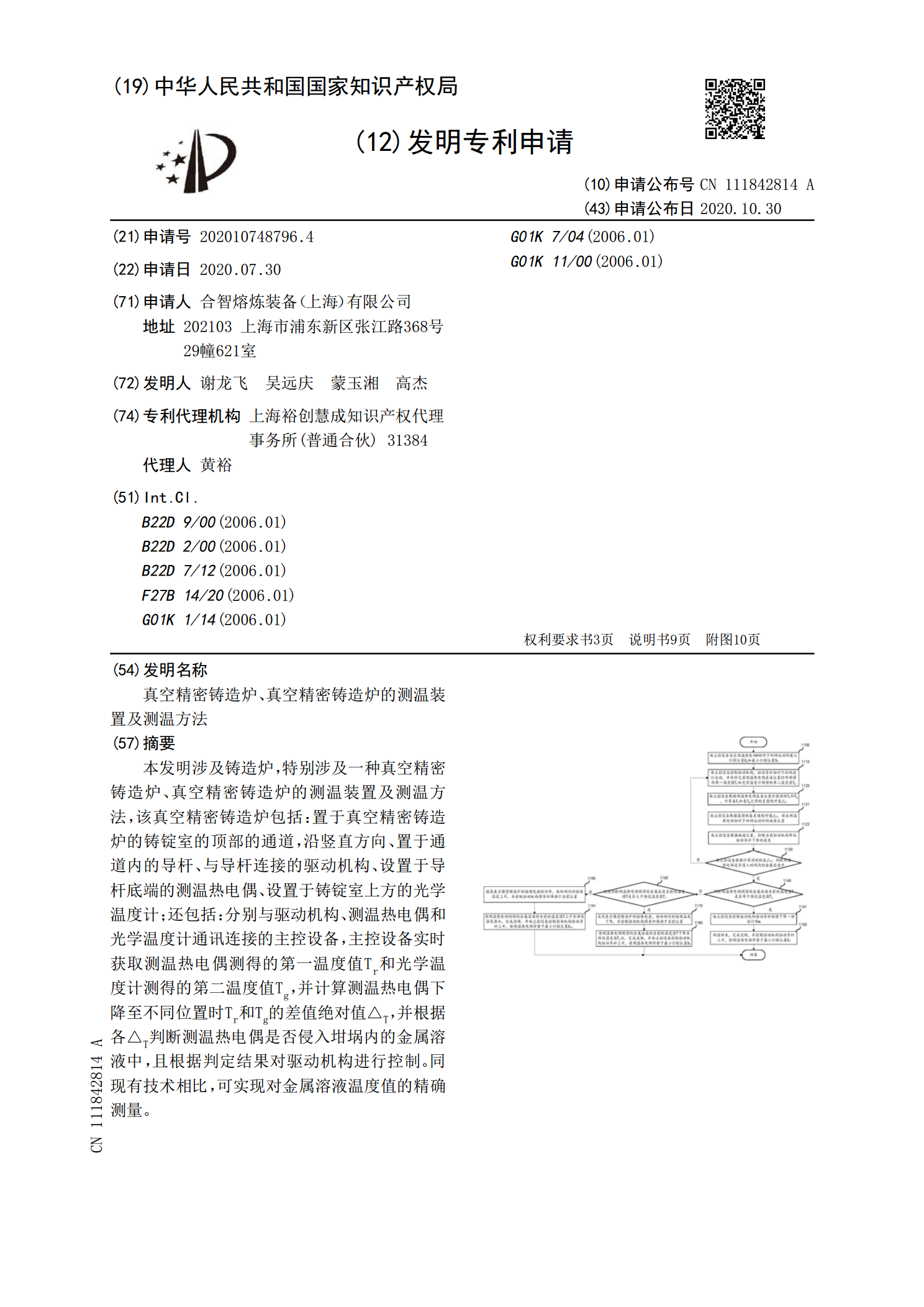
真空精密铸造炉、真空精密铸造炉的测温装置及测温方法.pdf
本发明涉及铸造炉,特别涉及一种真空精密铸造炉、真空精密铸造炉的测温装置及测温方法,该真空精密铸造炉包括:置于真空精密铸造炉的铸锭室的顶部的通道,沿竖直方向、置于通道内的导杆、与导杆连接的驱动机构、设置于导杆底端的测温热电偶、设置于铸锭室上方的光学温度计;还包括:分别与驱动机构、测温热电偶和光学温度计通讯连接的主控设备,主控设备实时获取测温热电偶测得的第一温度值T
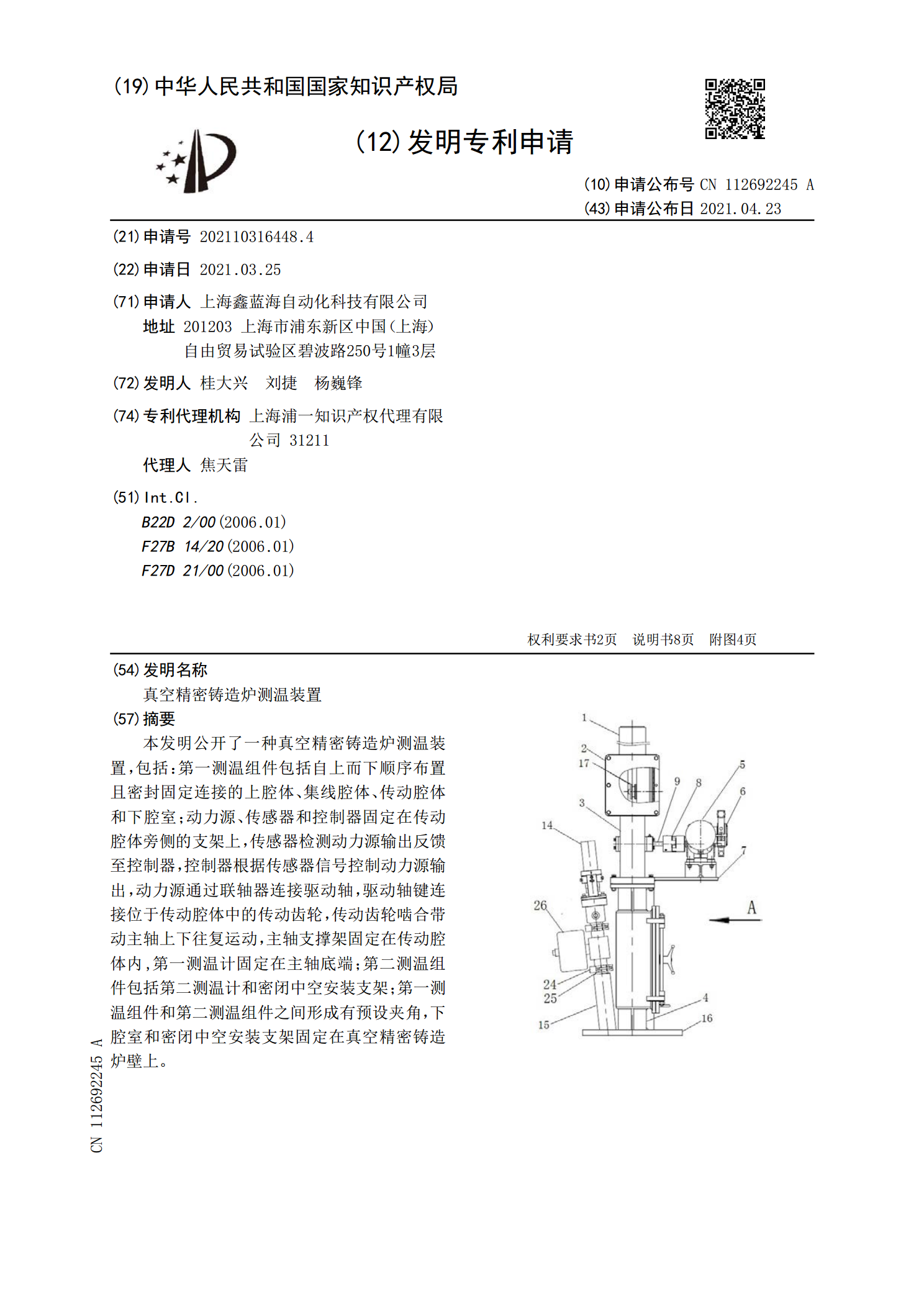
真空精密铸造炉测温装置.pdf
本发明公开了一种真空精密铸造炉测温装置,包括:第一测温组件包括自上而下顺序布置且密封固定连接的上腔体、集线腔体、传动腔体和下腔室;动力源、传感器和控制器固定在传动腔体旁侧的支架上,传感器检测动力源输出反馈至控制器,控制器根据传感器信号控制动力源输出,动力源通过联轴器连接驱动轴,驱动轴键连接位于传动腔体中的传动齿轮,传动齿轮啮合带动主轴上下往复运动,主轴支撑架固定在传动腔体内,第一测温计固定在主轴底端;第二测温组件包括第二测温计和密闭中空安装支架;第一测温组件和第二测温组件之间形成有预设夹角,下腔室和密闭中

真空精密铸造炉模壳提升装置.pdf
本发明公开了一种真空精密铸造炉模壳提升装置,包括:固定件穿固在铸锭腔底壁上,主轴能在固定件中竖直移动,第一密封组件设置在固定件和主轴之间,第二密封组件固定在固定件和耐高温伸缩保护罩之间,支撑架上部固定在固定件上,动力源固定在支撑架上部,第一固定支架固定在支撑架上用于连接主轴和直线运动机构,第二固定支架固定在支撑架上,上限位机构位于铸锭腔外且固定在固定件上,传感器位于铸锭腔外且固定在固定件上,伸缩防尘罩套装在固定件和第二固定支架之间的主轴上;耐高温伸缩保护罩套装在固定件位于铸锭腔内的部分,承载部固定连接主轴