
一种免等温退火低碳齿轮钢的生产方法.pdf

一条****彩妍

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种免等温退火低碳齿轮钢的生产方法.pdf
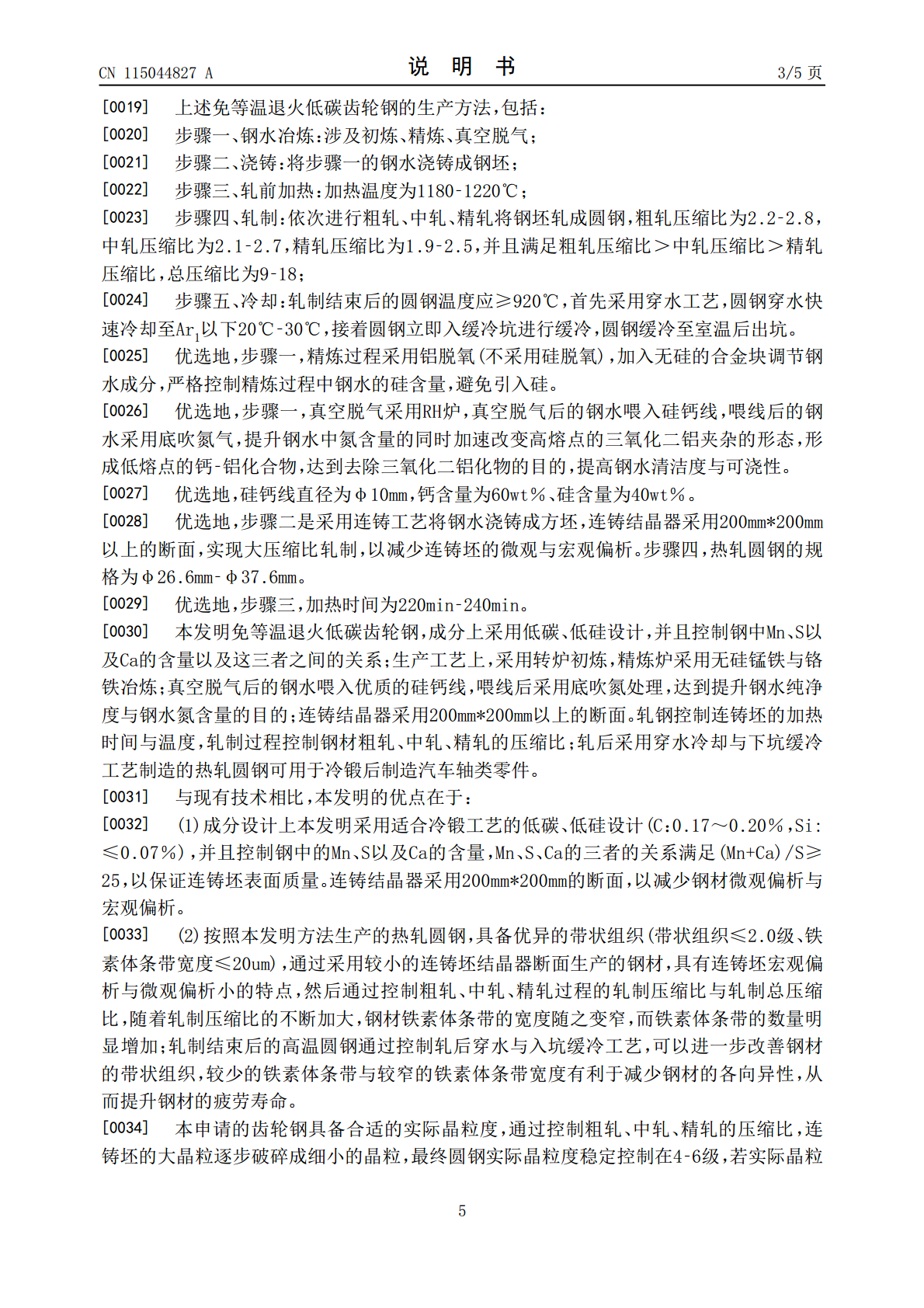
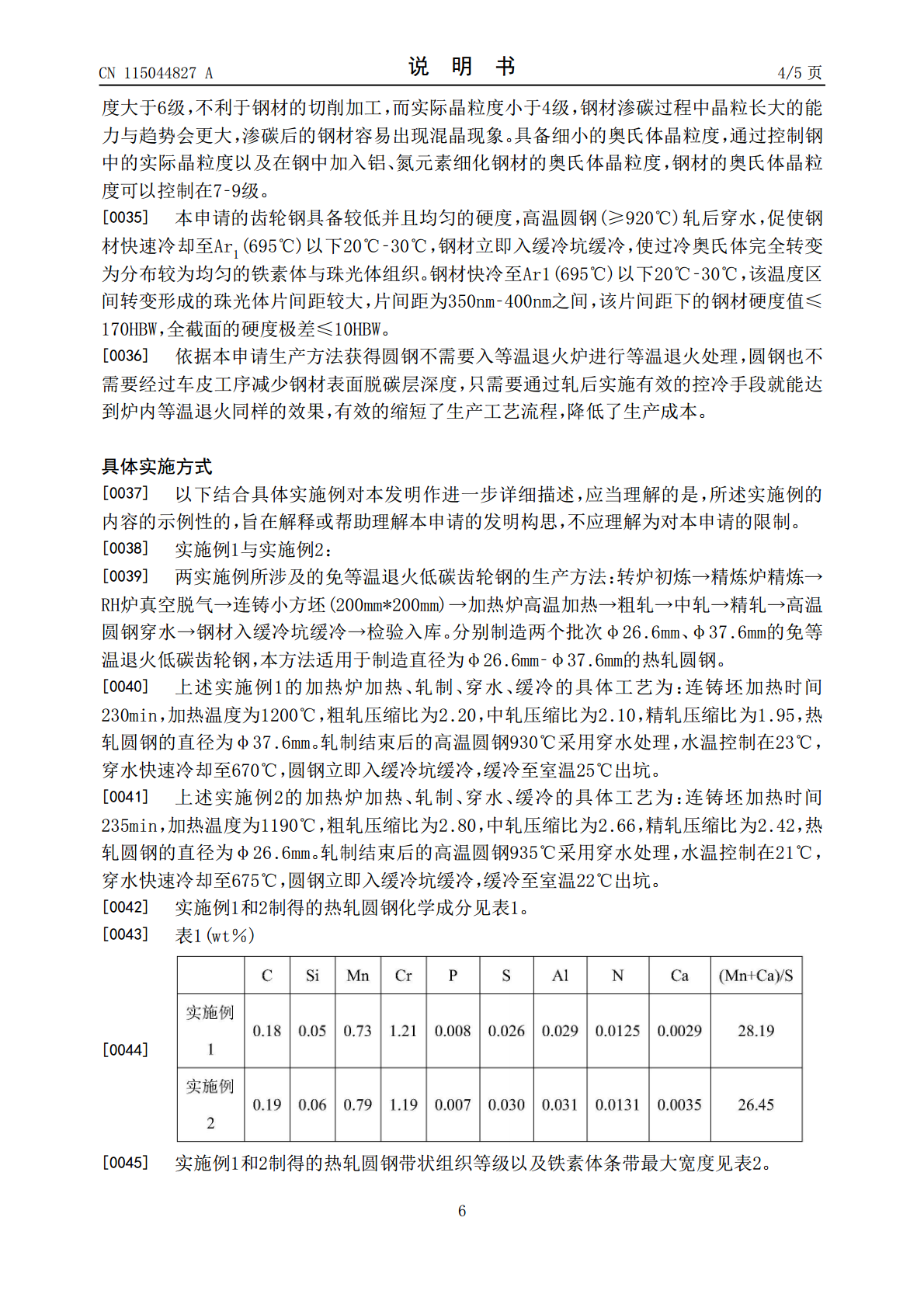
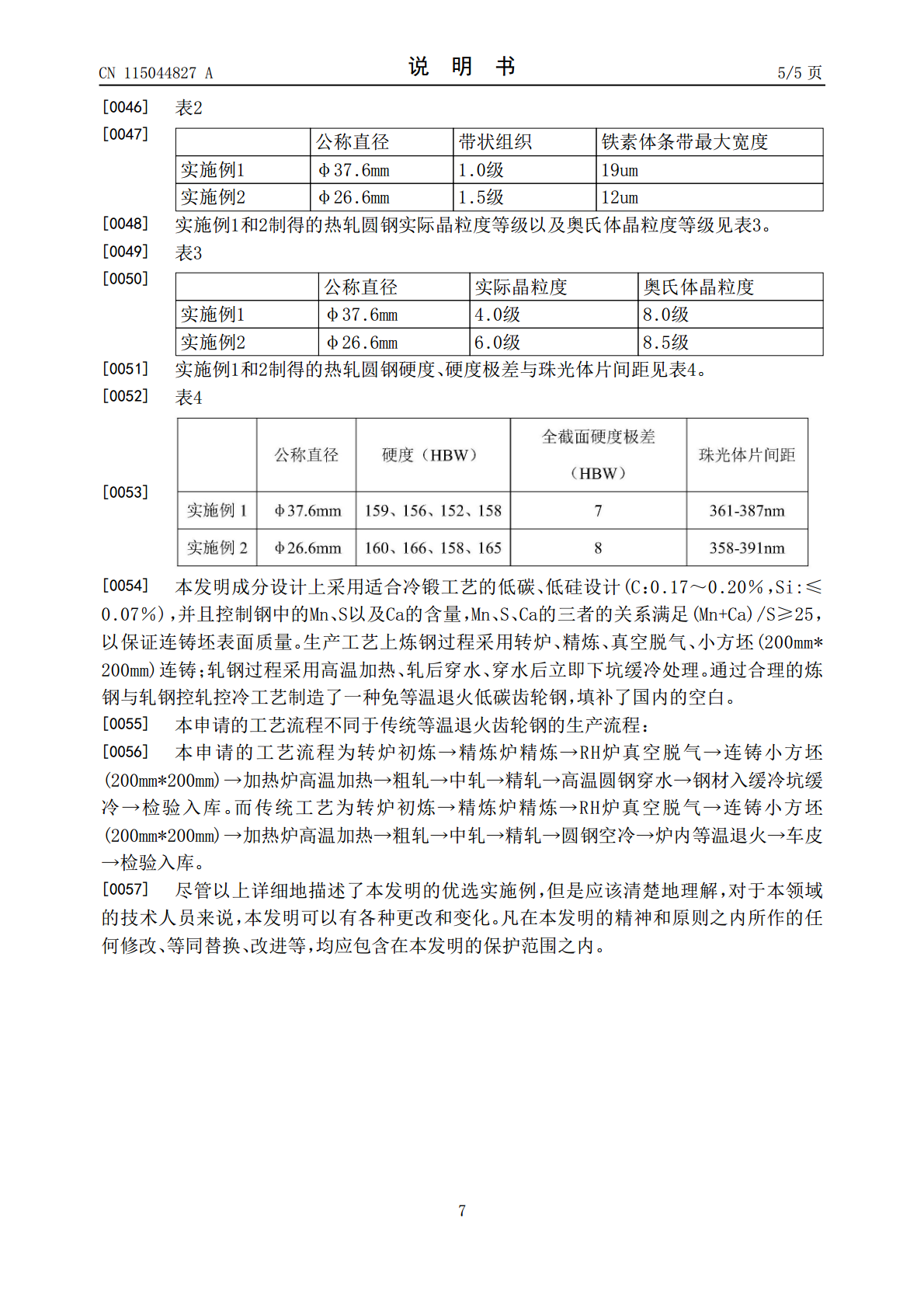
本发明涉及一种免等温退火低碳齿轮钢的生产方法,工艺流程为转炉初炼→精炼炉精炼→RH炉真空脱气→连铸方坯→高温加热→粗轧→中轧→精轧→高温圆钢穿水→钢材入缓冷坑缓冷。齿轮钢的金相组织为铁素体和珠光体,铁素体条带宽度≤20um,奥氏体晶粒度为7‑9级,产品硬度≤170HBW,产品全截面的硬度极差≤10HBW,产品纵向带状组织≤2.0级。化学成分按重量百分比为C:0.17~0.20%,Si:≤0.07%,Mn:0.70~0.90%,Cr:1.15~1.25%,P:≤0.010%,S:0.023~0.040%,A
一种低碳CrNiMo齿轮钢及其制备方法.pdf
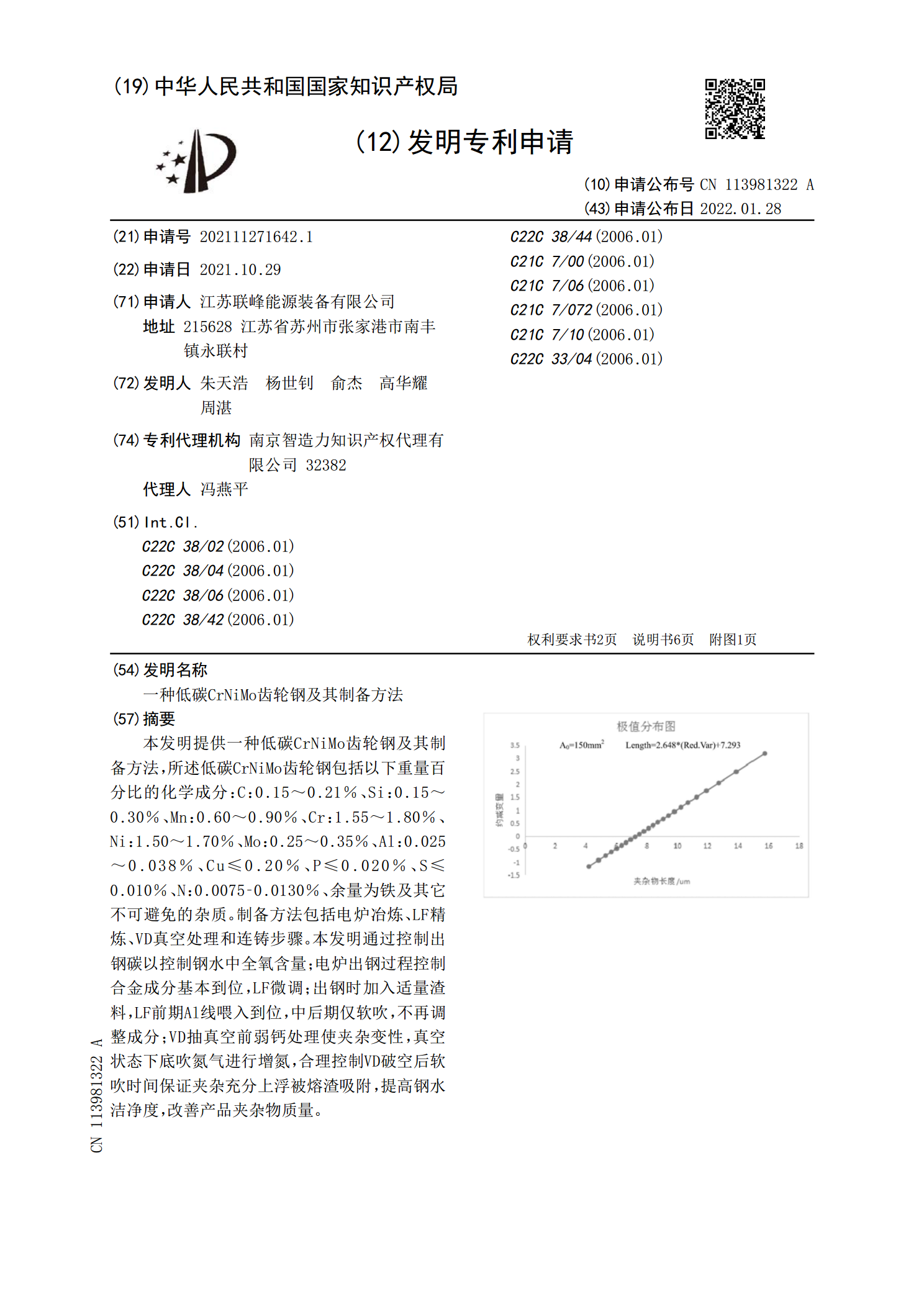
本发明提供一种低碳CrNiMo齿轮钢及其制备方法,所述低碳CrNiMo齿轮钢包括以下重量百分比的化学成分:C:0.15~0.21%、Si:0.15~0.30%、Mn:0.60~0.90%、Cr:1.55~1.80%、Ni:1.50~1.70%、Mo:0.25~0.35%、Al:0.025~0.038%、Cu≤0.20%、P≤0.020%、S≤0.010%、N:0.0075‑0.0130%、余量为铁及其它不可避免的杂质。制备方法包括电炉冶炼、LF精炼、VD真空处理和连铸步骤。本发明通过控制出钢碳以控制钢水中
一种改善低碳齿轮钢带状组织的冶炼工艺及低碳齿轮钢.pdf
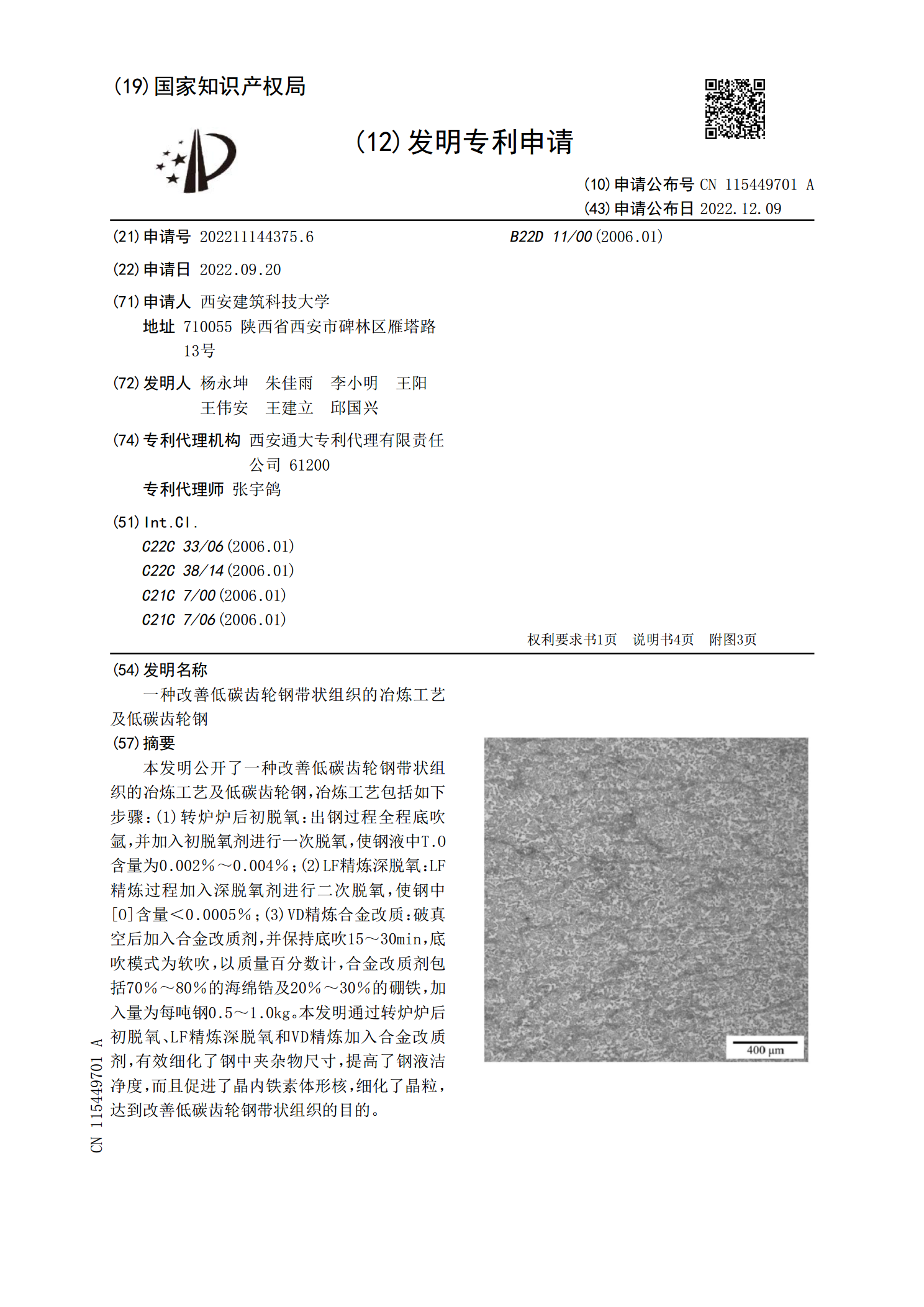
本发明公开了一种改善低碳齿轮钢带状组织的冶炼工艺及低碳齿轮钢,冶炼工艺包括如下步骤:(1)转炉炉后初脱氧:出钢过程全程底吹氩,并加入初脱氧剂进行一次脱氧,使钢液中T.O含量为0.002%~0.004%;(2)LF精炼深脱氧:LF精炼过程加入深脱氧剂进行二次脱氧,使钢中[O]含量<0.0005%;(3)VD精炼合金改质:破真空后加入合金改质剂,并保持底吹15~30min,底吹模式为软吹,以质量百分数计,合金改质剂包括70%~80%的海绵锆及20%~30%的硼铁,加入量为每吨钢0.5~1.0kg。本发明通过转
一种低碳焊丝钢的生产方法.pdf
一种低碳焊丝钢的生产方法,属于冶金技术领域。该钢种所需要的低碳锰铁中的碳含量小于等于0.6%。该焊丝钢的成分及重量百分含量要求为:碳0.06-0.15%,硅0.80-1.15%,锰1.40-1.85%,磷≤0.025%,硫≤0.025%。生产工艺为:100t转炉冶炼-100t?LF钢包炉精炼-小方坯铸机连铸-线材厂轧制。具体的生产控制工艺为:转炉出钢温度为1635℃-1655℃,转炉出钢碳含量≤0.05%,出钢磷含量≤0.015%;LF炉精炼离位温度为1565-1590℃,精炼处理时间为30-45min,
一种低碳低硅电工钢生产方法.pdf
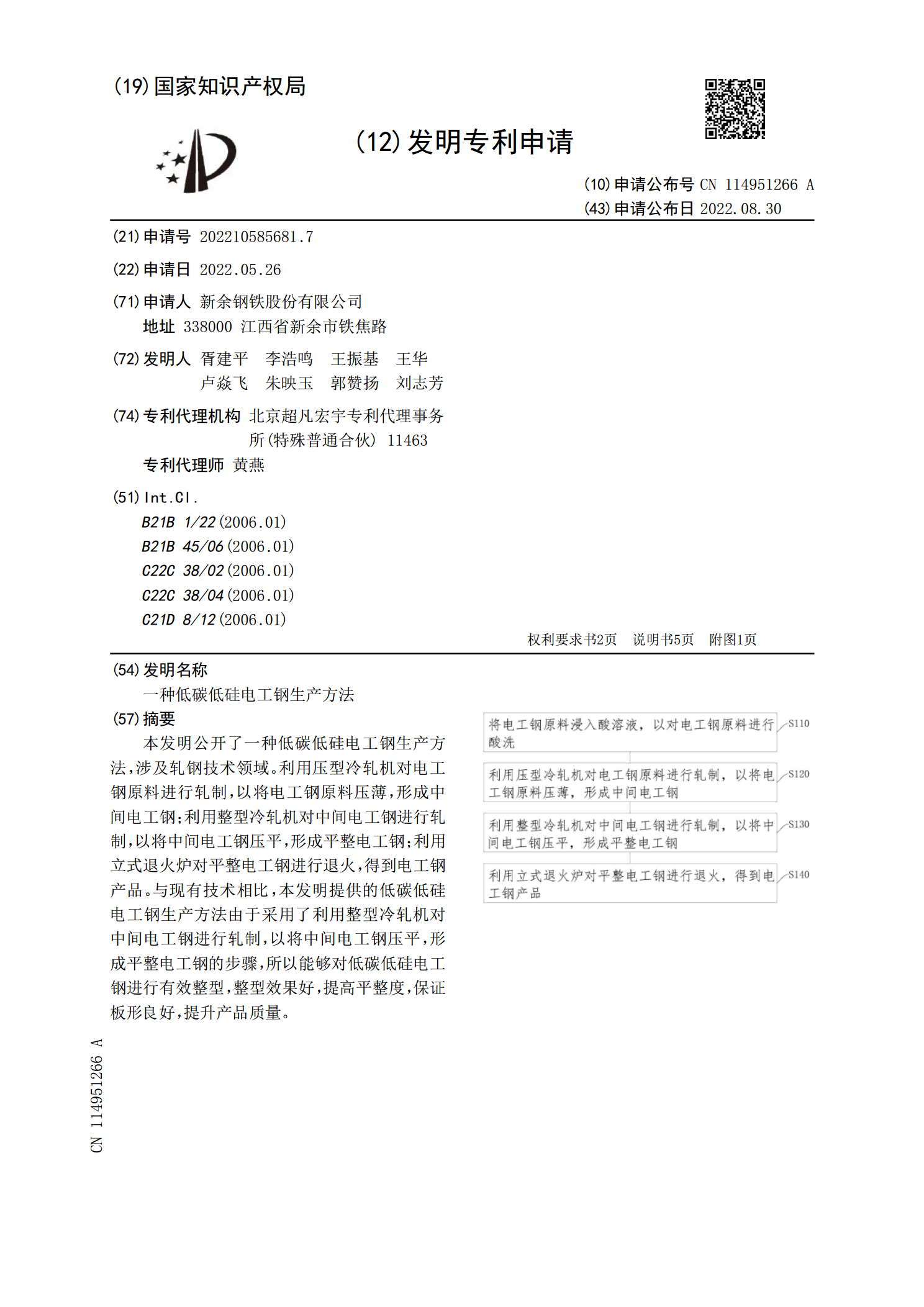
本发明公开了一种低碳低硅电工钢生产方法,涉及轧钢技术领域。利用压型冷轧机对电工钢原料进行轧制,以将电工钢原料压薄,形成中间电工钢;利用整型冷轧机对中间电工钢进行轧制,以将中间电工钢压平,形成平整电工钢;利用立式退火炉对平整电工钢进行退火,得到电工钢产品。与现有技术相比,本发明提供的低碳低硅电工钢生产方法由于采用了利用整型冷轧机对中间电工钢进行轧制,以将中间电工钢压平,形成平整电工钢的步骤,所以能够对低碳低硅电工钢进行有效整型,整型效果好,提高平整度,保证板形良好,提升产品质量。