
一种刀具高速钢的制备方法.pdf

朋兴****en

1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种刀具高速钢的制备方法.pdf
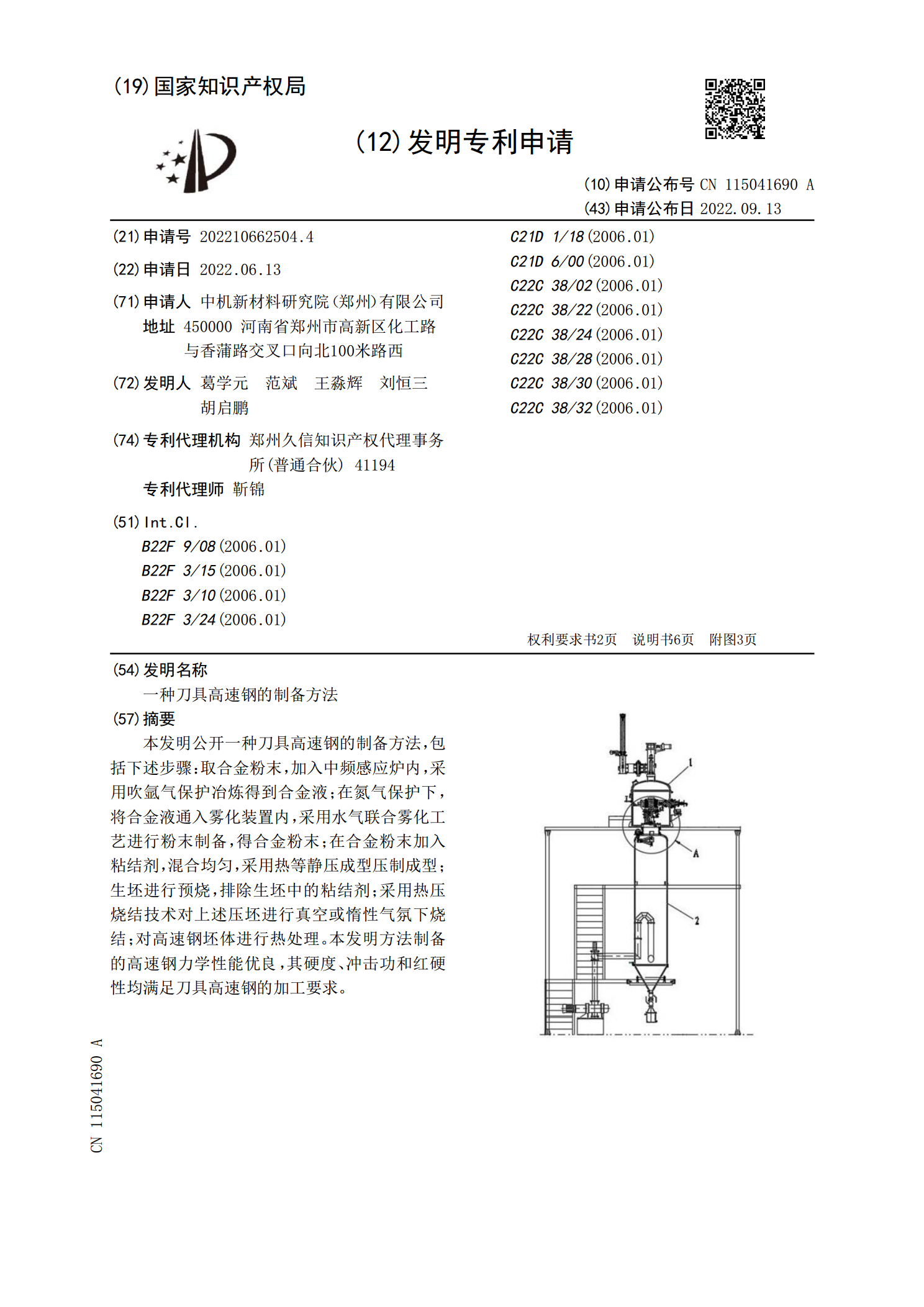
本发明公开一种刀具高速钢的制备方法,包括下述步骤:取合金粉末,加入中频感应炉内,采用吹氩气保护冶炼得到合金液;在氮气保护下,将合金液通入雾化装置内,采用水气联合雾化工艺进行粉末制备,得合金粉末;在合金粉末加入粘结剂,混合均匀,采用热等静压成型压制成型;生坯进行预烧,排除生坯中的粘结剂;采用热压烧结技术对上述压坯进行真空或惰性气氛下烧结;对高速钢坯体进行热处理。本发明方法制备的高速钢力学性能优良,其硬度、冲击功和红硬性均满足刀具高速钢的加工要求。

一种刀具制备方法及刀具.pdf
本申请公开了一种刀具制备方法及刀具,属于刀具加工领域。刀具制备方法包括:将棱柱体状的刀头的第一底面在刀体的抵接面相固定。在加工机器上,以刀头和刀体的结构形成基准线和基准面。将刀头远离定位圆孔的侧面削出第一斜面和第二斜面以及两斜面之间的后刀面。在后刀面的中部沿第二底面至第一底面的方向开设第一个条形沟槽。以加工好的第一条形沟槽的第一圆心轴线为基准,将第一圆心轴线沿平行于后刀面的方向朝第一斜面偏移第一预设距离,以形成的第二圆心轴线为基准在后刀面上开设出第二个条形沟槽,以使第一个条形沟槽和第二个条形沟槽并排设置。

一种高速钢的制备方法.pdf
本发明提供一种高速钢的制备方法,其特征在于:包括以下步骤:包括(a)中频炉冶炼;(b)炉外精炼;(c)真空脱气;(d)电渣重熔;(e)快锻机、锻锤;(f)精机开坯;(g)热轧成材;(h)盘元;(i)拉拔成材:送入拉拔装置进行拉拔成材;其中所述拉拔装置包括拉拔台架、滑动固定在所述拉拔台架上的拉拔行走装置;其中所述拉拔台架的一端设有进料机构,所述进料机构包括固定框;其中通过液压缸与固定在所述固定框内的活动板连接固定;所述拉拔台架内设有传动链条和撑架,所述传动链条经过所述撑架且两端与传动基座连接固定;所述拉拔台
一种龙门式研磨装置生产高速钢刀具的方法.pdf
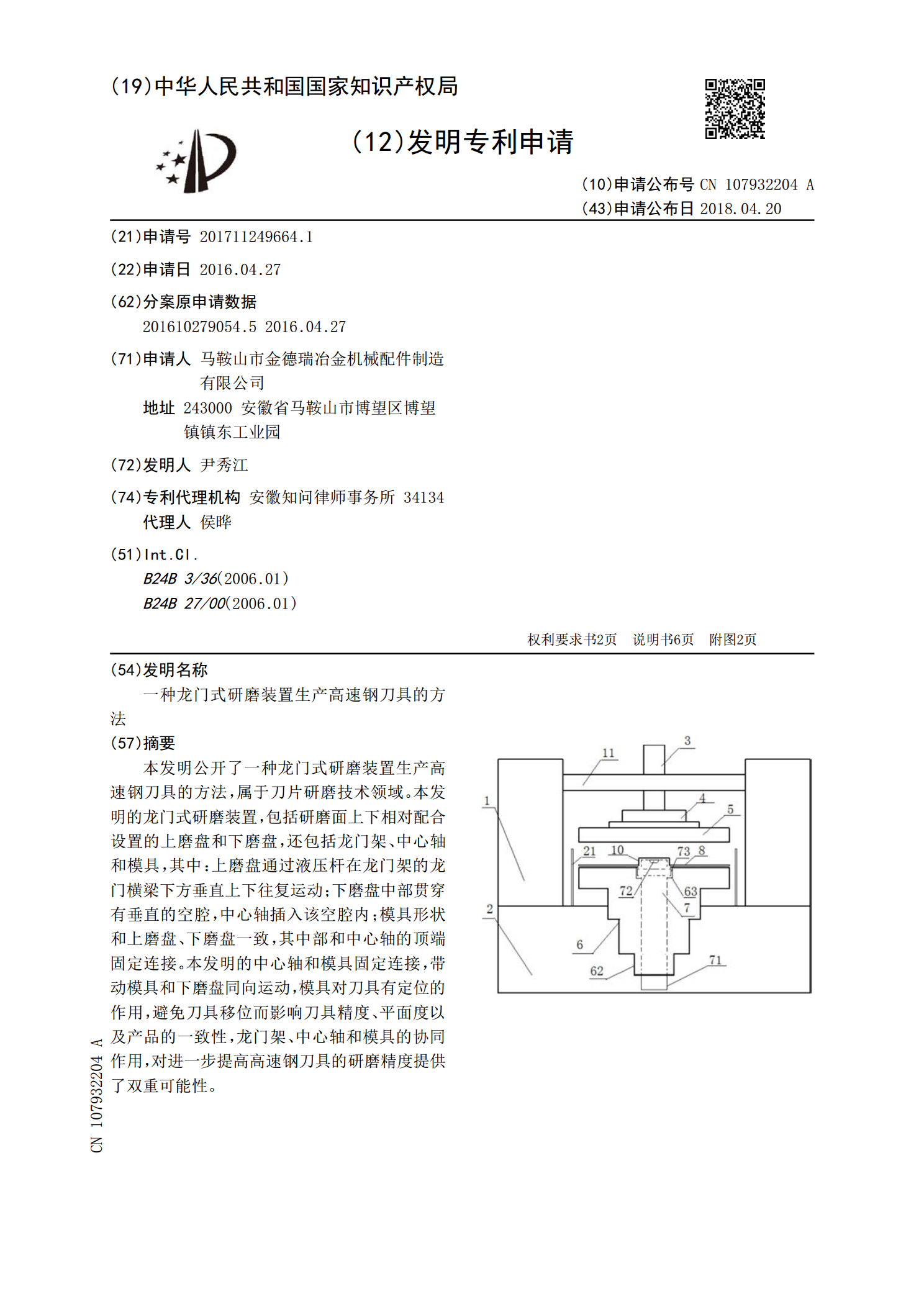
本发明公开了一种龙门式研磨装置生产高速钢刀具的方法,属于刀片研磨技术领域。本发明的龙门式研磨装置,包括研磨面上下相对配合设置的上磨盘和下磨盘,还包括龙门架、中心轴和模具,其中:上磨盘通过液压杆在龙门架的龙门横梁下方垂直上下往复运动;下磨盘中部贯穿有垂直的空腔,中心轴插入该空腔内;模具形状和上磨盘、下磨盘一致,其中部和中心轴的顶端固定连接。本发明的中心轴和模具固定连接,带动模具和下磨盘同向运动,模具对刀具有定位的作用,避免刀具移位而影响刀具精度、平面度以及产品的一致性,龙门架、中心轴和模具的协同作用,对进一

一种耐磨高速钢及其制备方法.pdf
一种耐磨高速钢及其制备方法,属于耐磨材料技术领域。高速钢化学组成及其质量分数为:1.6?2.0%C,4.1?4.3%V,1.2?1.4%B,5.3?5.7%Cr,4.6?5.1%W,5.4?6.1%Mo,1.0?1.2%Co,1.0?1.4%Ni,1.1?1.3%Al,0.9?1.3%Nb,<1.0%Si,<0.6%Mn,<0.03%S,<0.03%P,其余为Fe及不可避免的杂质元素。高速钢经1050?1075℃奥氏体化60?120分钟,然后空冷至室