
一种核电设备用不锈钢锻件的锻造工艺.pdf

慧红****ad

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种核电设备用不锈钢锻件的锻造工艺.pdf
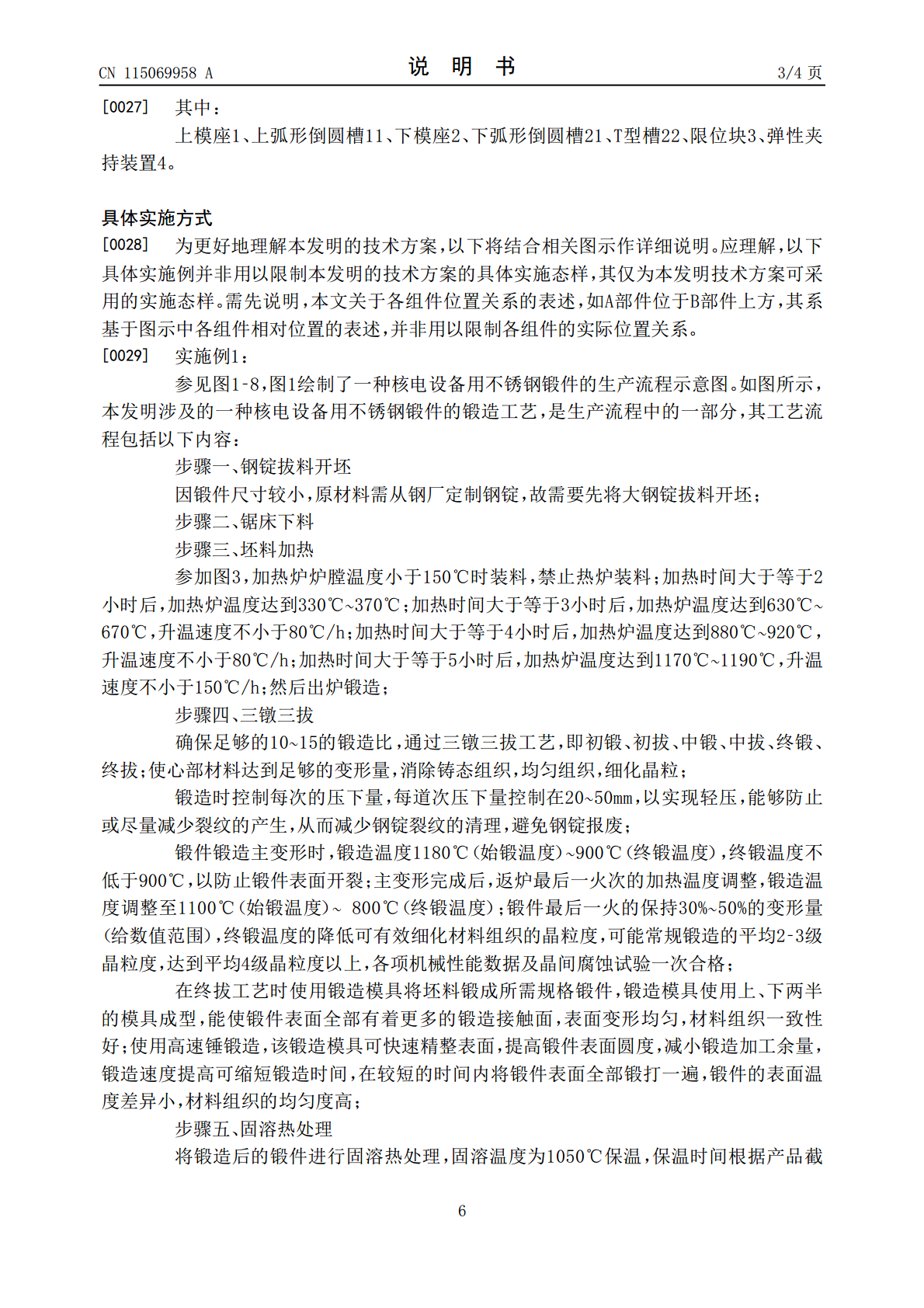
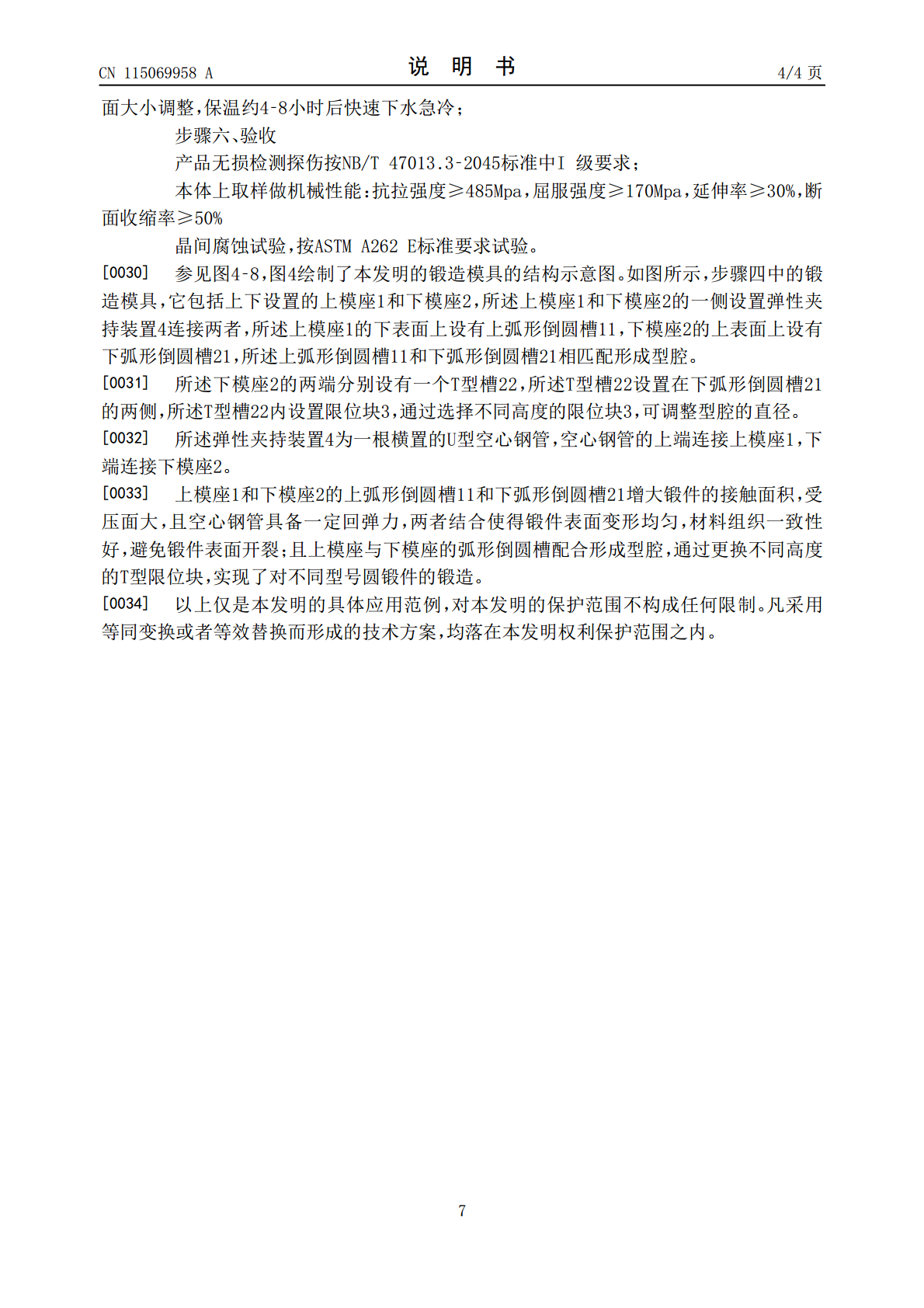
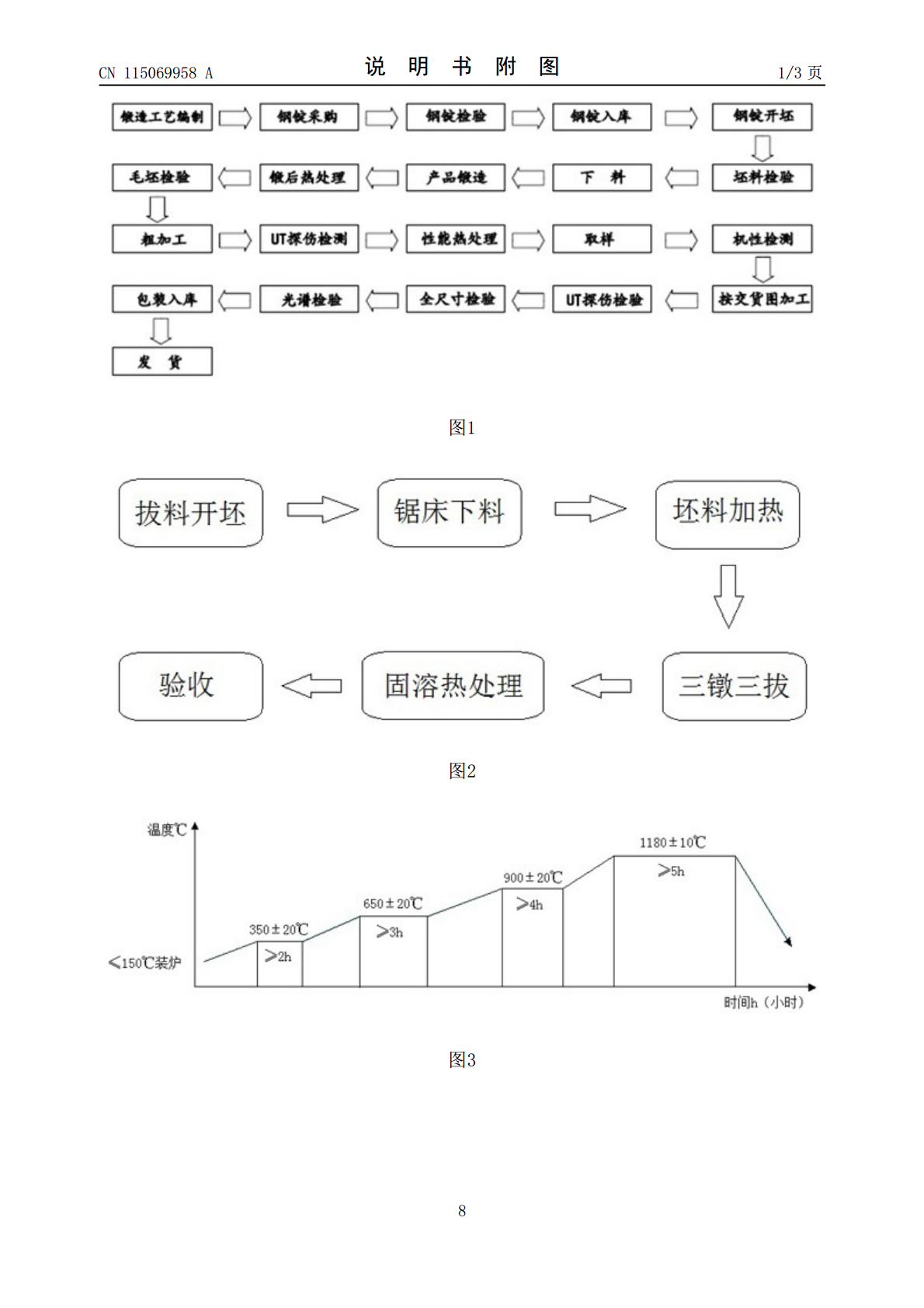
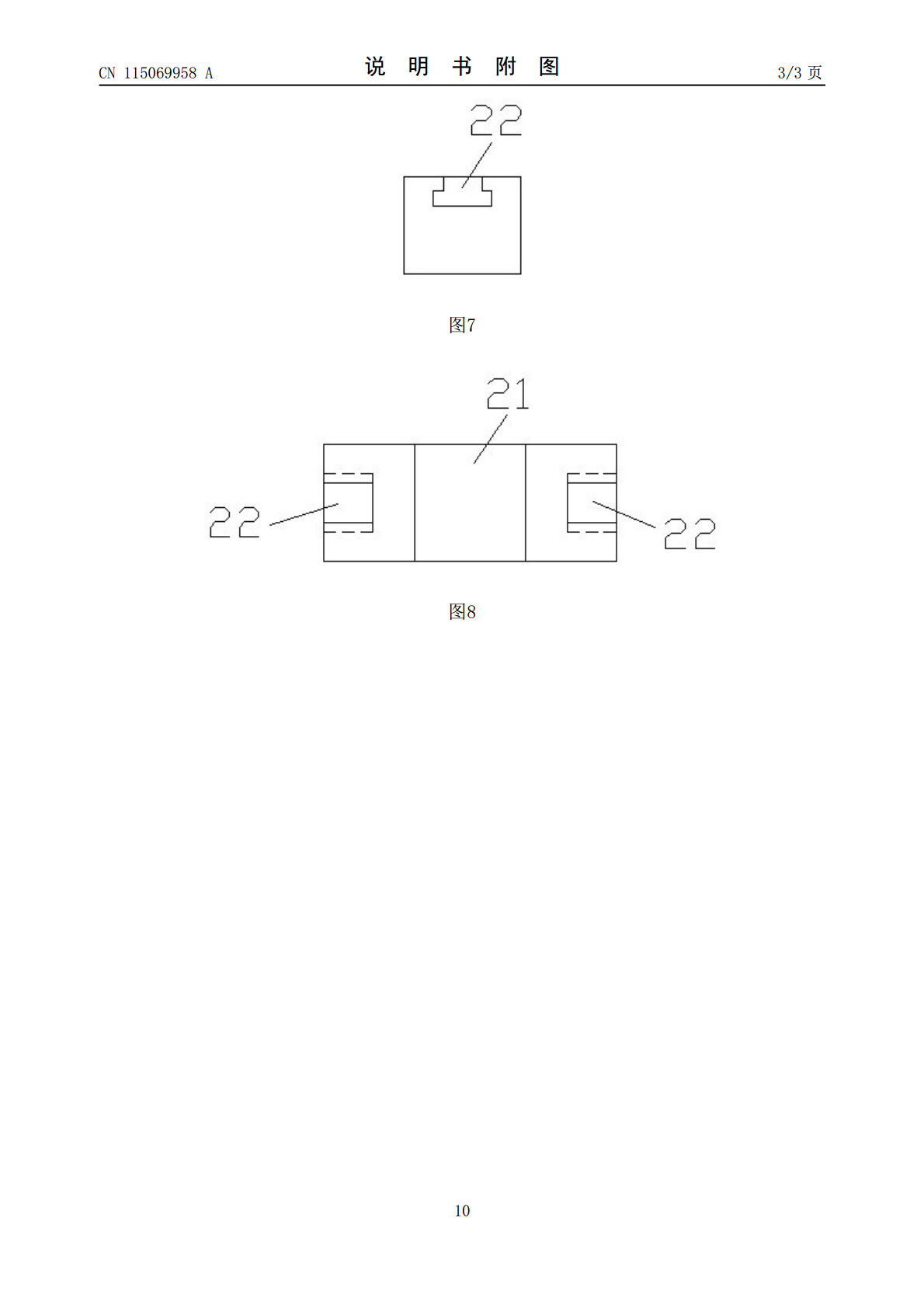
本发明涉及的一种核电设备用不锈钢锻件的锻造工艺,钢锭拔料开坯;锯床下料;坯料加热,加热炉炉膛温度小于150℃时装料;三镦三拔:将加热后的坯料进行三镦三拔工艺,即初锻、初拔、中锻、中拔、终锻、终拔;锻件锻造主变形时,锻造温度为1180℃~900℃,终锻温度不低于900℃,主变形完成后,返炉最后一火次的加热温度调整,锻造温度调整至1100℃~800℃终锻温度不低于800℃;在终拔工艺时使用锻造模具将坯料锻成所需规格锻件;固溶热处理;验收。本发明通过严格控制坯料加热温度,避免锻件表面开裂,使得锻件组织均匀化、致
不锈钢锻件锻造工艺.pdf
本发明公开了不锈钢锻件锻造工艺,它包括以下步骤:锻造温度的确定:马氏体不锈钢的始锻温度取1150℃,终锻温度随含碳量而异,高碳温度取800‑900℃,低碳温度取800‑850℃;奥氏体不锈钢始锻温度一般在1150‑1180℃,终锻温度一般在800‑850℃;高温时采用大压下量,镦粗时不能弯曲,锻后处理:马氏体不锈钢应缓冷到600℃以下后空冷,另外要在8h以内装炉退火,防止裂纹产生;对铁素体奥氏体不锈钢要求快冷,避免晶粒长大和碳化物析出聚聚,影响耐腐蚀性。
一种核电站用无发纹奥氏体不锈钢锻件制造工艺.pdf
本发明提出了一种核电站用无发纹奥氏体不锈钢锻件制造工艺,包括如下步骤:S1、冶炼:采用电炉冶炼,然后进行炉外精炼加真空脱气;S2、下料:对电渣钢锭进行锯切下料,冒口部分切除10%,水口部分切除5%;S3、锻造:采用天然气加热炉对坯料进行加热,升温至1180℃±15℃,保温2至3.5小时;S4、固溶热处理:使用热处理电阻炉对锻件进行热处理,在1060℃±10℃下保温2.5‑3.5小时后水冷。通过上述方式,能够减少非金属夹杂物含量,有效减少发纹生成。

一种核电设备用钢制环锻件的锻造方法.pdf
本发明公开了一种核电设备用钢制环锻件的锻造方法,包括以下步骤:S1:采用电炉冶炼及炉外精炼制造钢锭;S2:第一次锻造;S3:第二次锻造;S4:锻后预热处理;S5:淬火;S6:回火;S7:产品力学性能检测;S8:无损检测按EN10228‑3规定对产品进行超声波无损检测;S9:锻后精加工。
核电站反应堆的堆内构件用奥氏体不锈钢锻件的锻造方法.pdf
本发明公开了一种核电站反应堆的堆内构件用奥氏体不锈钢锻件的锻造方法,包括以下步骤:第一步、将堆内构件用奥氏体不锈钢钢锭装炉;第二步、第一火锻压;控制第一火锻压的总压下量和每道次压下量;第一火锻压之后,将钢锭返炉加热并保温;第三步,中间火次锻压;中间火次锻压分为多次,每火的变形量不得低于10%;每一火次锻压之后,将钢锭返炉加热并保温;第四步,最后一火锻压,得到成品堆内构件毛坯锻件。本发明能够解决奥氏体不锈钢钢锭裂纹、混晶、晶粒粗大等问题,实现电站反应堆的堆内构件用奥氏体不锈钢锻件的细晶化锻造。本发明能够实现