
一种不锈钢薄板去应力退火温控装置.pdf

努力****向丝


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种不锈钢薄板去应力退火温控装置.pdf
本发明提供了一种不锈钢薄板去应力退火温控装置,涉及热处理退火技术领域,解决了“两片以上的钢板同时存放后就会相互叠加或堆积,导致它们在退火过程中相互传递热量,影响退火效率”的问题,包括温控炉,开设于所述温控炉内的炉膛,其中还在所述的温控炉上设有用于控制加热机构温度的操作面板,还在所述的加热机构与所述炉膛内壁之间活动连接有悬架机构;所述加热机构包括有滑动于所述载板上且滑动时可往返于炉膛外侧与内部的载腔,还包括有位于所述载腔内且电性连接与所述操作面板的加热板,使得两片以上的钢板之间不会叠加也不会相互堆积,使它们

不锈钢去应力退火.pptx
不锈钢去应力退火1去应力退火又称低温退火(或高温回火),这种退火主要用来消除铸件,锻件,焊接件,热轧件,冷拉件等旳残余应力。假如这些应力不予消除,将会引起钢件在一定时间后来,或在随即旳切削加工过程中产生变形或裂纹。工件在加热和冷却过程中,因为表层和心部旳冷却速度和时间旳不一致,形成温差,就会造成体积膨胀和收缩不均而产生应力,即热应力。在热应力旳作用下,因为表层开始温度低于心部,收缩也不小于心部而使心部受拉,当冷却结束时,因为心部最终冷却体积收缩不能自由进行而使表层受压心部受拉。即在热应力旳作用下最终使工件

一种在线去应力退火装置.pdf
一种在线去应力退火装置,设置于压花焊带制带机组中,其包括箱体(19),箱体(19)上设置有加热机构、气体保护机构、冷却机构、吹干机构,其中加热机构包括上电极轮(5)、压丝轮(7)、涨紧轮一(3)、导轮一(6)、下电极轮(21),焊带(1)由收线机构牵引,经压紧轮(4)绕在上电极轮(5)上,并由压丝轮(7)压紧后经涨紧轮一(3)、导轮一(6)至下电极轮(21),焊带(1)在上电极轮(5)和下电极轮(21)之间形成电流短路加热;气体保护机构包括氮气管(2),氮气管(2)安装在上电极轮(5)和下电极轮(21)之
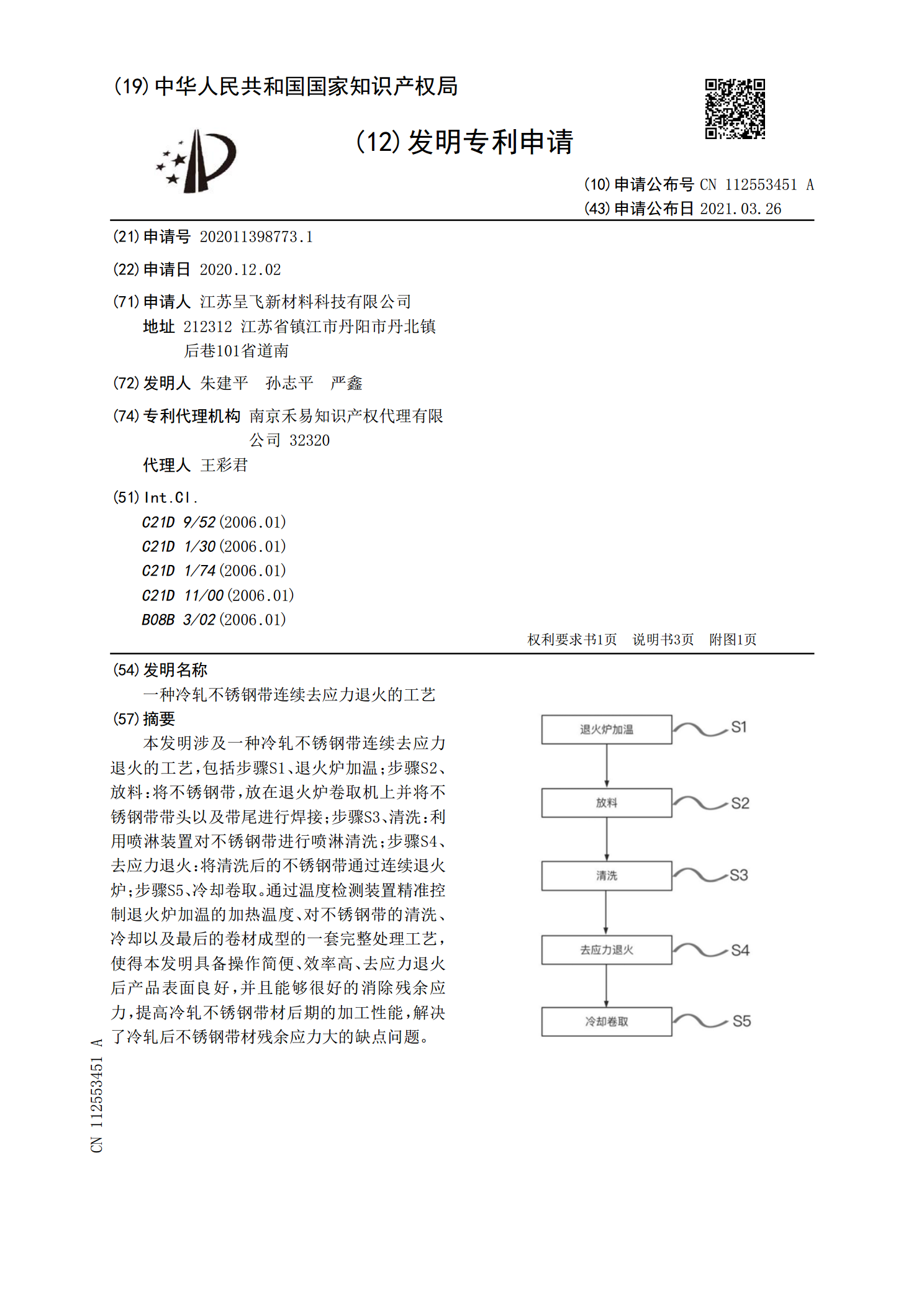
一种冷轧不锈钢带连续去应力退火的工艺.pdf
本发明涉及一种冷轧不锈钢带连续去应力退火的工艺,包括步骤S1、退火炉加温;步骤S2、放料:将不锈钢带,放在退火炉卷取机上并将不锈钢带带头以及带尾进行焊接;步骤S3、清洗:利用喷淋装置对不锈钢带进行喷淋清洗;步骤S4、去应力退火:将清洗后的不锈钢带通过连续退火炉;步骤S5、冷却卷取。通过温度检测装置精准控制退火炉加温的加热温度、对不锈钢带的清洗、冷却以及最后的卷材成型的一套完整处理工艺,使得本发明具备操作简便、效率高、去应力退火后产品表面良好,并且能够很好的消除残余应力,提高冷轧不锈钢带材后期的加工性能,解
一种不锈钢应力去除退火方法.pdf
本发明提供一种不锈钢应力去除退火方法,涉及去应力热处理技术领域,退火处理,消除内应力退火通常是将铸件以60C/h‑100C/h的速度加热到800℃/1000℃,保温一段时间,使不锈钢各部位和表里温度均匀,残余应力在此温度下得到松弛和稳定化;然后以20℃/h‑40℃1h的冷却速度缓冷至200℃左右出炉空冷,此时的铸件内应力基本消除;退火在共析温度以上进行,使渗透体分解成石墨,把不锈钢加热到共晶体熔点范围内,温度为750‑850℃之间,保温3小时以上,使不锈钢内的可溶相充分分解,然后,急速淬入100‑120℃