
一种快速高致密化碳化硼板块制造方法.pdf

努力****幻翠


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快速高致密化碳化硼板块制造方法.pdf
一种快速高致密化碳化硼板块制造方法,解决高致密化碳化硼板块制造时间过长且能耗过高的问题,采用直接将焦炭及氧化硼粉末混合,在热压烧结炉内一边升温一边压制的方式来制造,由于仅对模具内的物料进行加压升温,因此具有烧结时间短的优势,而且得到的碳化硼板块具有均质性好,致密性高的优点。
一种致密碳化硼材料的制备方法及应用.pdf
一种致密碳化硼材料的制备方法,包括如下步骤:将碳化硼微粉加入到含有表面活性剂的乙二醇溶液中,超声分散均匀,加入石墨,进行球磨;将得到的球磨产物真空干燥后,置于马弗炉中真空加热,得到石墨负载的B4C颗粒;将得到的石墨负载的B4C颗粒与硼粉混合,球磨,压片,真空加热,通入惰性气体冷却至室温,得到致密的碳化硼材料。该材料具有较高的密度和弯曲强度。

具有复杂形状的硼化钛-碳化硼复合陶瓷及其制造方法.pdf
本发明涉及一种具有复杂形状的硼化钛‑碳化硼复合陶瓷及其制造方法。其技术方案是:先将钛粉和碳化硼粉置于混料机中混合,于真空干燥箱中干燥,得到混合粉;将混合粉铺展于选区激光烧结设备的工作仓中,抽真空并充入氩气;再设置选区激光烧结设备的激光加工参数,按照预设模型对铺展的混合粉扫描,制得具有目标形状的硼化钛‑碳化硼复合陶瓷;然后将具有目标形状的硼化钛‑碳化硼复合陶瓷置于真空管式炉中热处理,制得具有复杂形状的硼化钛‑碳化硼复合陶瓷。本发明具有能耗低、效率高、成本低、工艺简单和材料利用率高的特点,所制备的产品形状复杂
一种碳化硼快速加料器.pdf
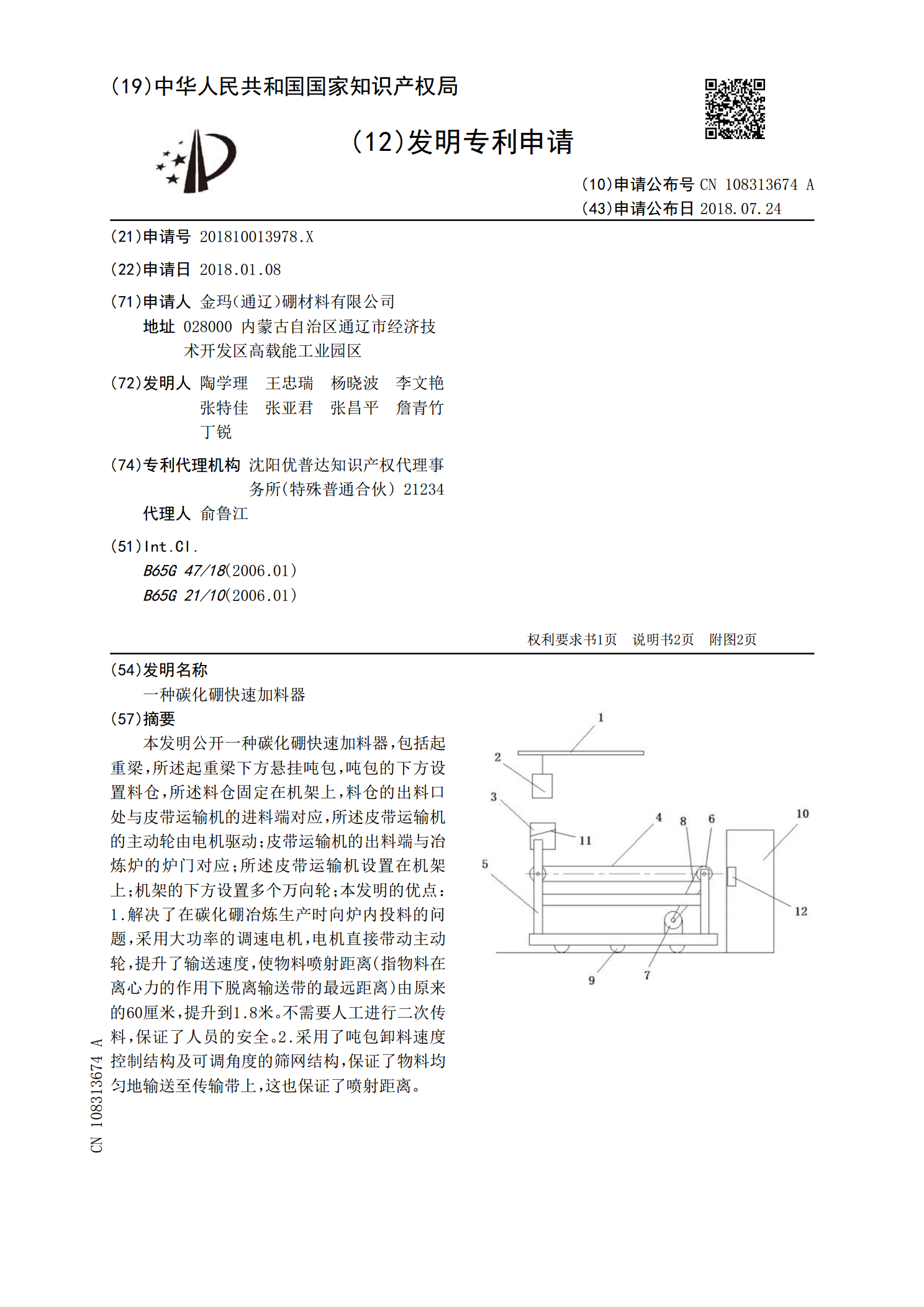
本发明公开一种碳化硼快速加料器,包括起重梁,所述起重梁下方悬挂吨包,吨包的下方设置料仓,所述料仓固定在机架上,料仓的出料口处与皮带运输机的进料端对应,所述皮带运输机的主动轮由电机驱动;皮带运输机的出料端与冶炼炉的炉门对应;所述皮带运输机设置在机架上;机架的下方设置多个万向轮;本发明的优点:1.解决了在碳化硼冶炼生产时向炉内投料的问题,采用大功率的调速电机,电机直接带动主动轮,提升了输送速度,使物料喷射距离(指物料在离心力的作用下脱离输送带的最远距离)由原来的60厘米,提升到1.8米。不需要人工进行二次传料
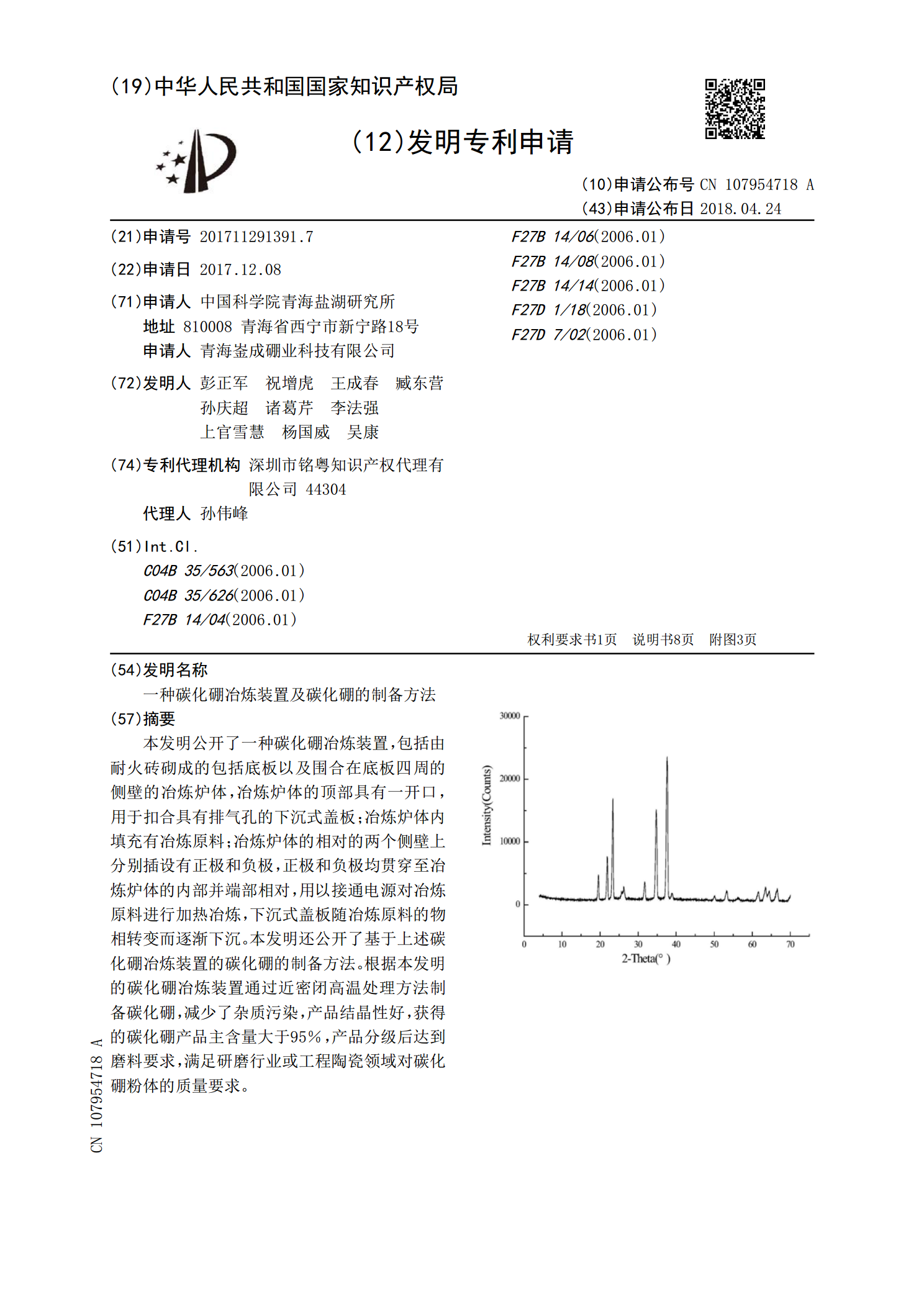
一种碳化硼冶炼装置及碳化硼的制备方法.pdf
本发明公开了一种碳化硼冶炼装置,包括由耐火砖砌成的包括底板以及围合在底板四周的侧壁的冶炼炉体,冶炼炉体的顶部具有一开口,用于扣合具有排气孔的下沉式盖板;冶炼炉体内填充有冶炼原料;冶炼炉体的相对的两个侧壁上分别插设有正极和负极,正极和负极均贯穿至冶炼炉体的内部并端部相对,用以接通电源对冶炼原料进行加热冶炼,下沉式盖板随冶炼原料的物相转变而逐渐下沉。本发明还公开了基于上述碳化硼冶炼装置的碳化硼的制备方法。根据本发明的碳化硼冶炼装置通过近密闭高温处理方法制备碳化硼,减少了杂质污染,产品结晶性好,获得的碳化硼产品