
一种单体抗直流分量磁芯的制作方法.pdf

一条****涛k


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种单体抗直流分量磁芯的制作方法.pdf
一种单体抗直流分量磁芯的制作方法,它涉及磁芯制作技术领域。它包含十个工艺步骤,步骤一:选用纳米晶磁芯与非晶磁芯材料,带材厚度为30±5μm;步骤二:采用缠绕机缠绕形成磁芯结构为内圆孔直径ID、外圆周直径OD、总高度HT的外形尺寸;步骤三:将预备的真空退火炉的温度预设至500±20℃;磁芯采用双头铁芯设计,其材料为纳米晶磁芯与非晶磁芯组合,保证高初始导磁率,通过直流分量的情况下不会出现饱和,重量轻,成本低,具有优良的稳定性。
一种单体抗直流分量磁芯的制做方法.pdf
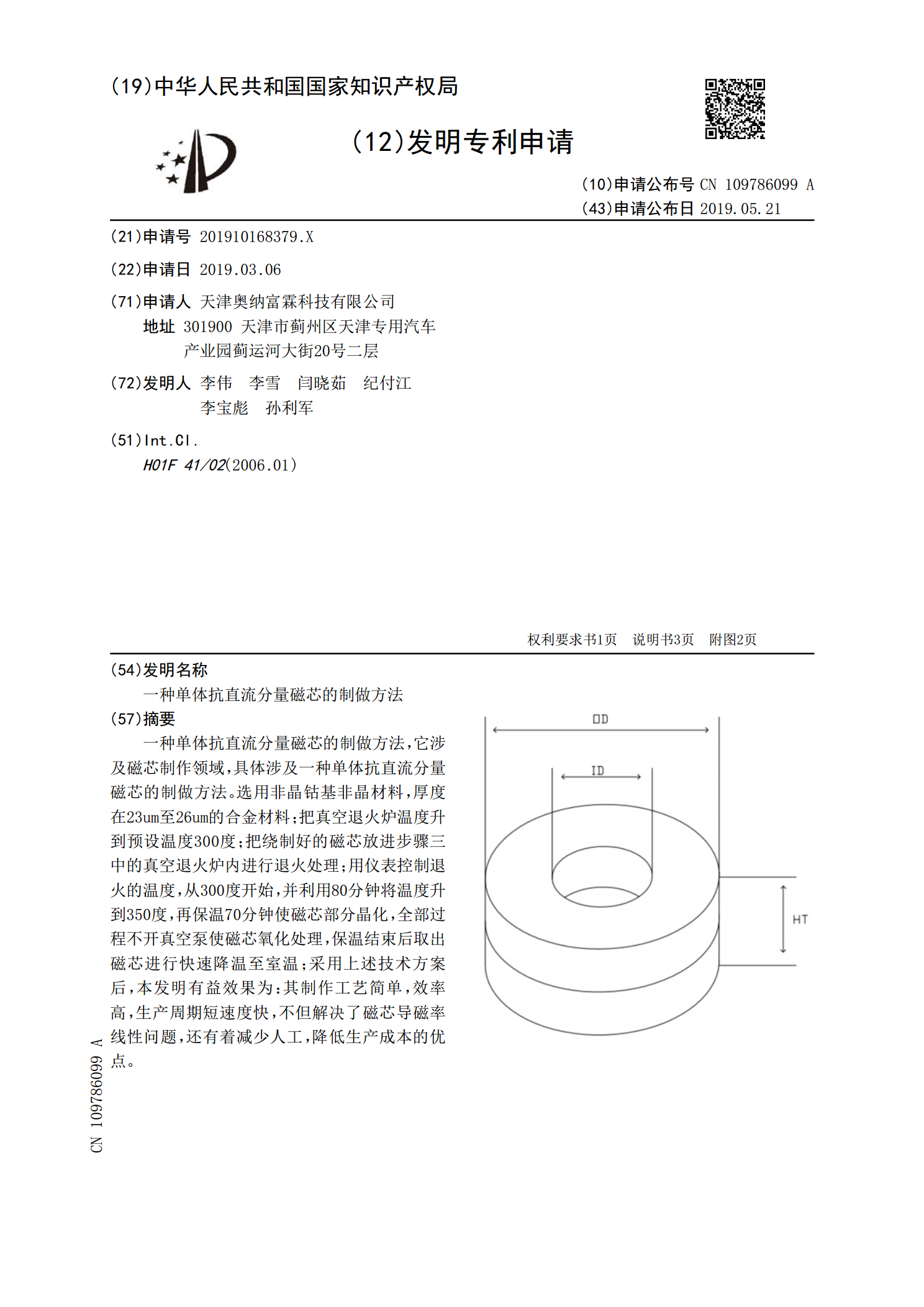
一种单体抗直流分量磁芯的制做方法,它涉及磁芯制作领域,具体涉及一种单体抗直流分量磁芯的制做方法。选用非晶钴基非晶材料,厚度在23um至26um的合金材料;把真空退火炉温度升到预设温度300度;把绕制好的磁芯放进步骤三中的真空退火炉内进行退火处理;用仪表控制退火的温度,从300度开始,并利用80分钟将温度升到350度,再保温70分钟使磁芯部分晶化,全部过程不开真空泵使磁芯氧化处理,保温结束后取出磁芯进行快速降温至室温;采用上述技术方案后,本发明有益效果为:其制作工艺简单,效率高,生产周期短速度快,不但解决了
一种抗直流分量互感器磁芯冲剪叠片装置.pdf
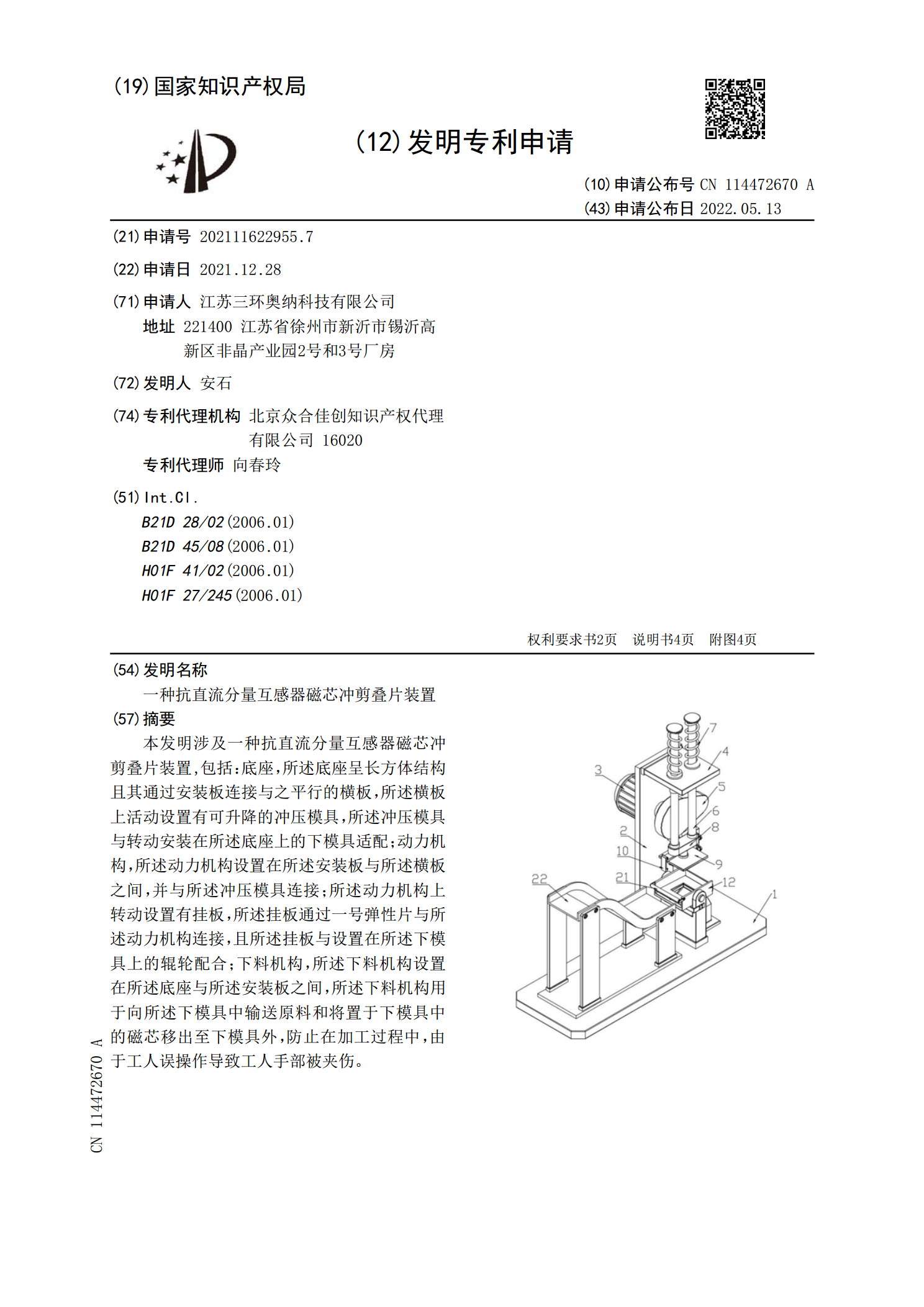
本发明涉及一种抗直流分量互感器磁芯冲剪叠片装置,包括:底座,所述底座呈长方体结构且其通过安装板连接与之平行的横板,所述横板上活动设置有可升降的冲压模具,所述冲压模具与转动安装在所述底座上的下模具适配;动力机构,所述动力机构设置在所述安装板与所述横板之间,并与所述冲压模具连接;所述动力机构上转动设置有挂板,所述挂板通过一号弹性片与所述动力机构连接,且所述挂板与设置在所述下模具上的辊轮配合;下料机构,所述下料机构设置在所述底座与所述安装板之间,所述下料机构用于向所述下模具中输送原料和将置于下模具中的磁芯移出至

一种抗直流偏置铁基异型纳米晶磁芯的热处理方法.pdf
本发明公开一种抗直流偏置铁基异型纳米晶磁芯的热处理方法,包括如下步骤:S1:将纳米晶材料放入对应的模具,压制形成异型纳米晶磁芯;S2:将模具放入到加热炉中,并预抽真空至‑0.1MPa,注入氮气,随后进行三段式升温、保温加热,在进入第二段保温开始时,对纳米晶合金磁芯施加800‑1800GS横向磁场;S3:最高温度保温结束后,随加热炉冷却,通过一定的冷却方式和速率进行冷却,待冷却到指定温度后出炉并快速冷却至室温,最后将异型纳米晶磁芯从模具中取出。本发明通过对热处理及横向磁场工艺参数的优化,使异型磁芯得到更加充

镶嵌软磁磁芯的制作方法.pdf
本发明提供一种镶嵌软磁磁芯的制作方法,其具体操作方法为:首先,准备需要注塑的产品原料、模具和成品磁芯,并对其进行预处理,在注塑模具处设置预留型腔;然后,进行镶嵌,将相应的铜排或导线穿过磁芯同时放入注塑模具预留型腔内,再根据设定注塑温度及注塑时间,然后进行注塑;最后注塑完成后利用冷却模块进行冷却,冷却完毕后进行脱模。本发明改变现有磁芯的固定方式,将磁芯直接以“镶嵌件”形式在浇注成型过程中直接放在产品中,减少了缝隙和开裂风险。采用整体镶嵌工艺制作产品,几乎没有开裂的风险,以确保该产品对整车的安全风险降到最低。