
高炉无料钟炉顶布料器钢圈安装方法.pdf

An****99

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高炉无料钟炉顶布料器钢圈安装方法.pdf
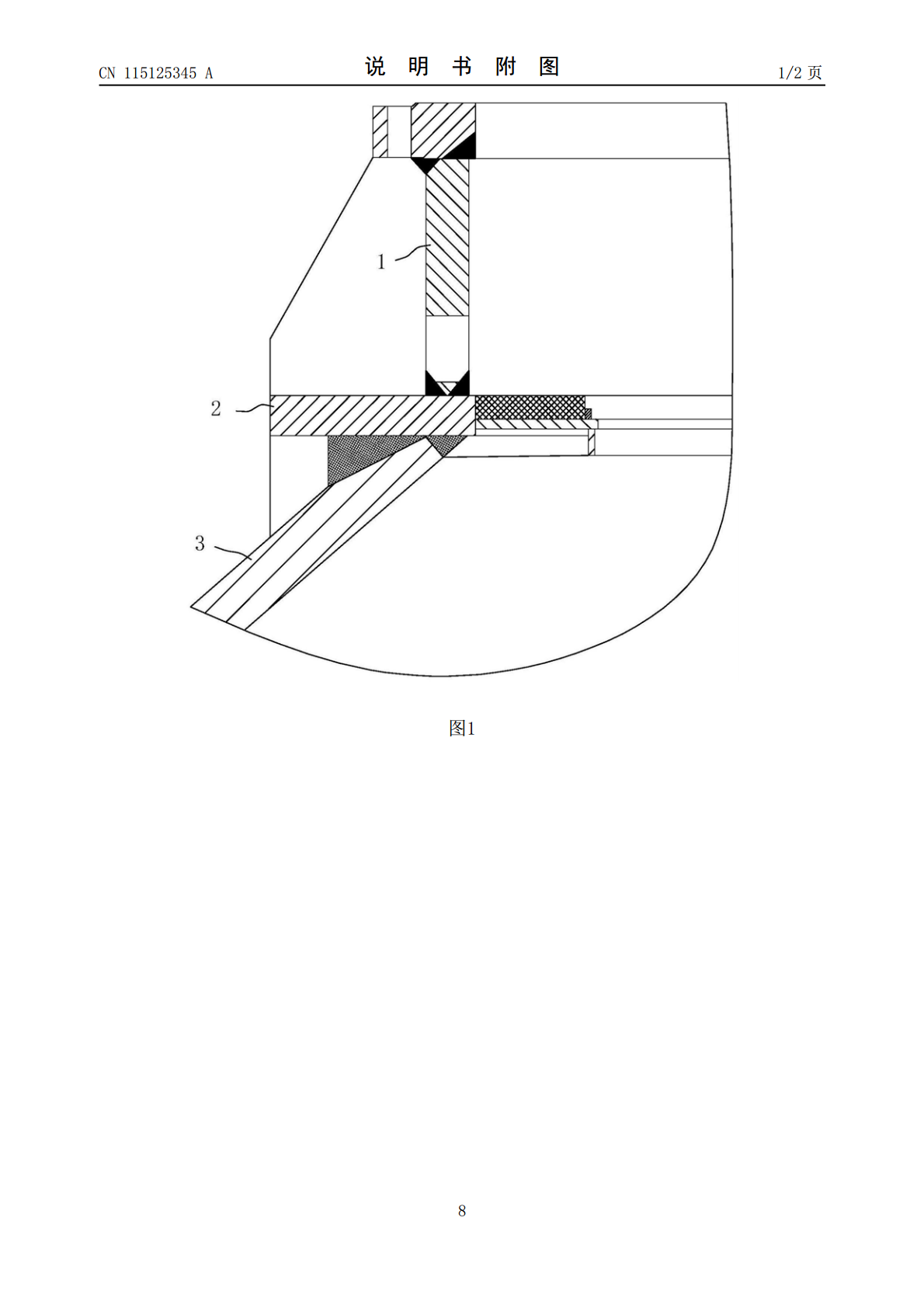
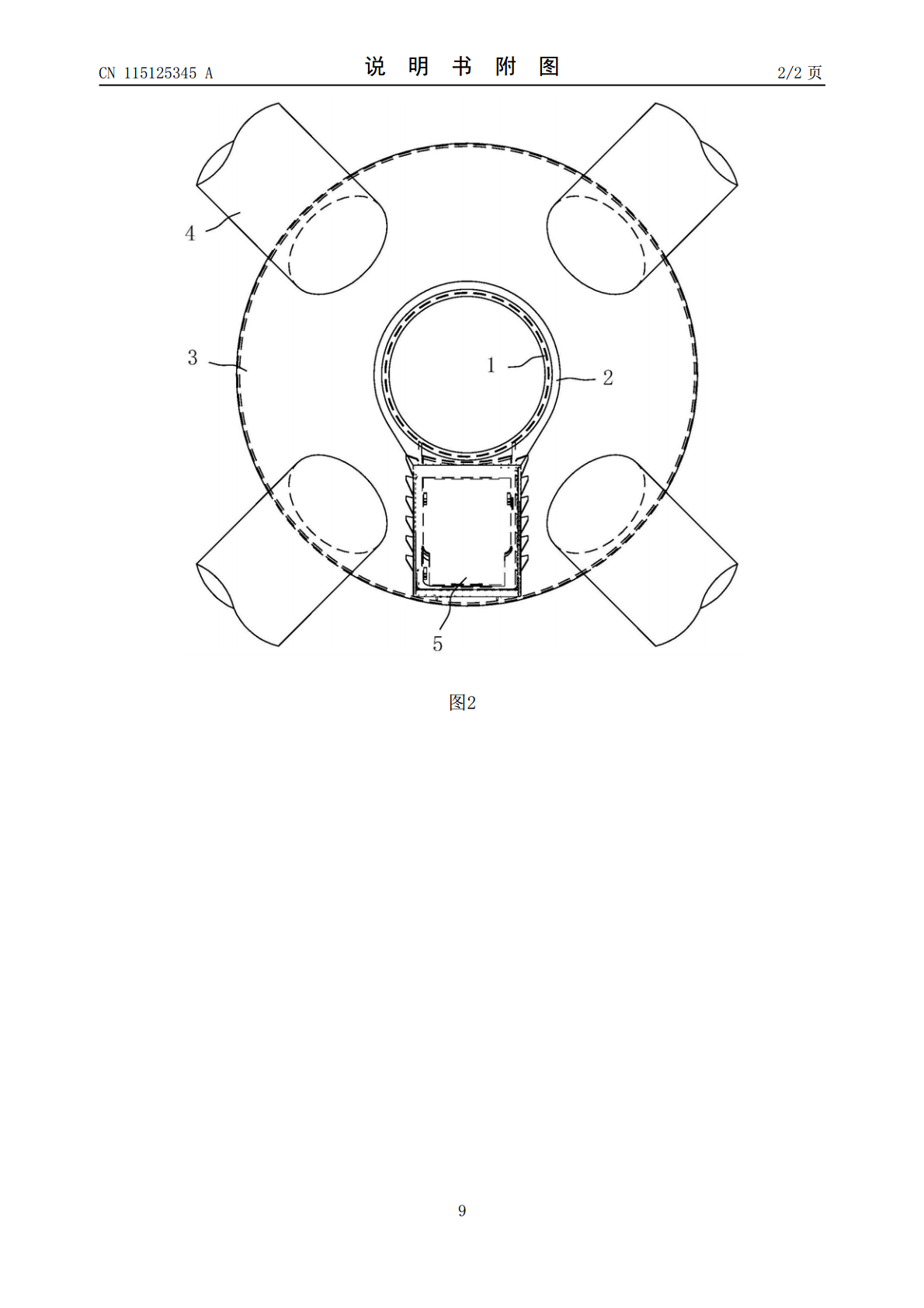
本发明公开一种高炉无料钟炉顶布料器钢圈安装方法,提供炉喉煤气封罩和布料器钢圈,炉喉煤气封罩的上方设置有法兰盘,包括以下步骤:步骤100、将布料器钢圈放置于法兰盘的上方,并调整布料器钢圈的位置,使布料器钢圈的上表面水平,布料器钢圈和法兰盘之间形成环形的待焊间隙;步骤200、在环形的待焊间隙上均匀选取至少两个焊接起点,相邻两个焊接起点之间形成作业区,对所有的焊接起点按顺时针或逆时针方向同步焊接,相邻两个作业区内的焊缝相连。对所有的焊接起点同步采用同一方式进行焊接,焊接产生的应力会沿待焊间隙对称分布,使得部分应
高炉炉顶无料钟布料器.pdf
本发明公开了一种高炉炉顶无料钟布料器,其包括布料器箱体、溜槽、控制溜槽的β角旋转驱动机构以及α角倾动机构;α角倾动机构包括拖圈、回转支承、上传动系统以及将拖圈上下直线运动转换为溜槽倾动的下传动机构,下传动机构包括一套行星轮直线机构,行星轮直线机构中的双输出轴通过其两侧的两套曲柄连杆机构与带动溜槽转动的转轴连接。其中曲柄连杆机构包括与双输出轴连接的曲柄、与曲柄铰接的连杆以及与连杆铰接的溜槽曲柄。布料器的α角下传动机构采用行星直线运动机构和曲柄连杆机构,溜槽α角变化过程中,驱动杆在拖圈的驱动下始终做直线运动,
高炉无料钟炉顶布料器倾动装置拆装方法.pdf
本发明涉及一种高炉无料钟炉顶布料器倾动装置拆装方法,它包括如下步骤:(a)预先制作一种专用高炉无料钟炉顶布料器倾动装置拆装装置;(b)拆除时,先清除传动齿轮箱检修门外侧平台处的障碍,以方便叉车进出,将叉车开至检修门外方便拆装的位置;(c)打开传动齿轮箱检修门,将专用高炉无料钟炉顶布料器倾动装置拆装装置与倾动装置利用螺栓固定在一起;(d)装叉车的货叉插入专用高炉无料钟炉顶布料器倾动装置拆装装置的空心支架内;(e)拆除倾动装置与传动齿轮箱的连接螺栓;(f)利用叉车调整拆除角度,然后将倾动装置拆出;(g)安装方

浅谈无料钟高炉炉顶设备的安装方法.docx
浅谈无料钟高炉炉顶设备的安装方法无料钟高炉是一种高效、经济的冶金设备,它可以通过对原料的预热、燃烧和还原等过程,将铁矿石转化为铁水,并且具有炉膛热效率高的优点。在这款高炉中,炉顶设备的安装是非常重要的一环,因为炉顶是高炉冶炼的一个关键部分,它直接影响到高炉的生产效率和稳定性。一、无料钟高炉炉顶设备的分类无料钟高炉的炉顶设备主要包括炉顶砖和炉顶装置两部分。其中,炉顶砖是炉顶结构的主要组成部分,也是保证冶炼质量的关键。炉顶装置包括:炉顶帽、炉口、风口、煤气管、透气砖等。二、无料钟高炉炉顶设备的安装方法1、炉顶
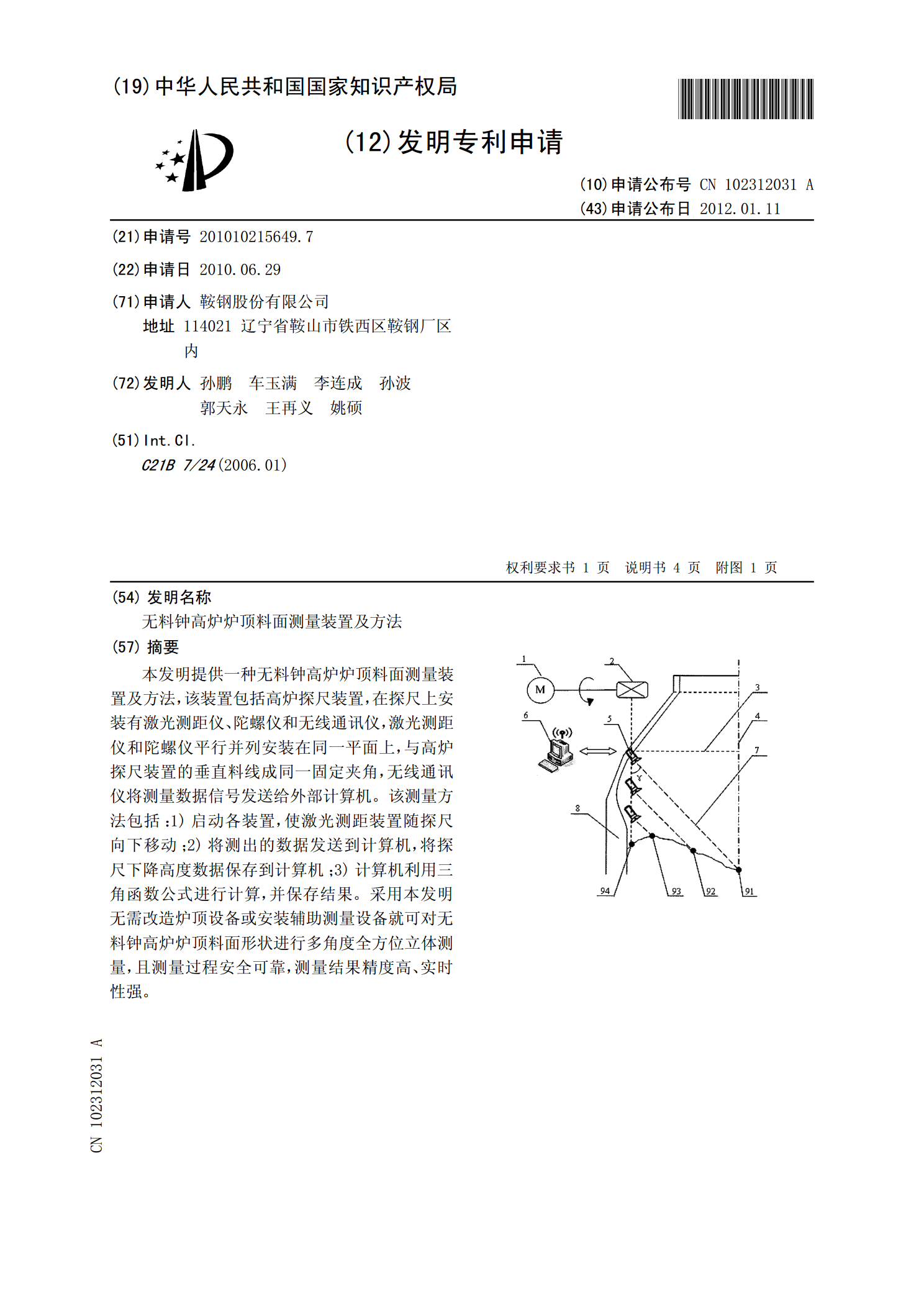
无料钟高炉炉顶料面测量装置及方法.pdf
本发明提供一种无料钟高炉炉顶料面测量装置及方法,该装置包括高炉探尺装置,在探尺上安装有激光测距仪、陀螺仪和无线通讯仪,激光测距仪和陀螺仪平行并列安装在同一平面上,与高炉探尺装置的垂直料线成同一固定夹角,无线通讯仪将测量数据信号发送给外部计算机。该测量方法包括:1)启动各装置,使激光测距装置随探尺向下移动;2)将测出的数据发送到计算机,将探尺下降高度数据保存到计算机;3)计算机利用三角函数公式进行计算,并保存结果。采用本发明无需改造炉顶设备或安装辅助测量设备就可对无料钟高炉炉顶料面形状进行多角度全方位立体测