
动态合金棒材矫直机构、系统及矫直方法、自动矫直方法.pdf

mm****酱吖

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

动态合金棒材矫直机构、系统及矫直方法、自动矫直方法.pdf
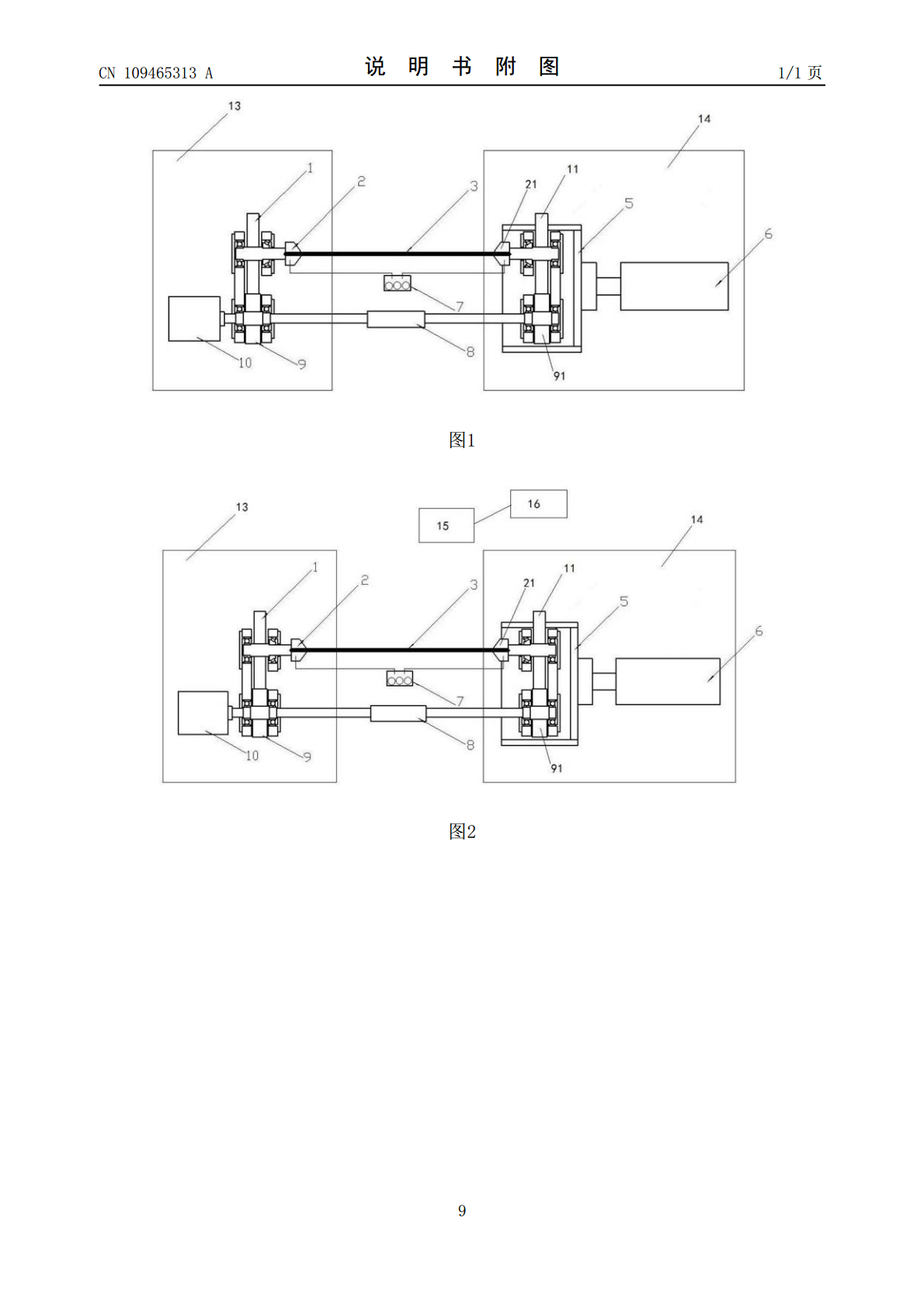
本发明公开了一种动态合金棒材矫直机构、系统及矫直方法、自动矫直方法,包括固定组件、拉伸组件,所述固定组件包括第一旋转夹头(2),与第一旋转夹头(2)转轴同轴设置的第一大齿轮(1),与第一大齿轮(1)传动连接的第一小齿轮(9),动力输出轴上设置第一小齿轮(9)的减速电机(10);所述拉伸组件包括第二旋转夹头(21),与第二旋转夹头(21)转轴同轴设置的第二大齿轮(11),与第二大齿轮(11)传动连接的第二小齿轮(91)。本发明可以有效解决棒材因矫直温度升高而软化下垂发生弯曲影响直线度的问题。该方法具有便捷、

超声手术刀用钛合金棒材的退火矫直设备及退火矫直方法.pdf
本申请提供一种超声手术刀用钛合金棒材的退火矫直设备及退火矫直方法,退火矫直设备包括:电热矫直设备和去应力设备;去应力设备包括:去应力退火炉、料架;料架用于固定电热矫直后的钛合金棒材,并向电热矫直后的钛合金棒材施加沿钛合金棒材轴线方向的张力;去应力退火炉用于对在料架上固定的电热矫直后的钛合金棒材进行退火;本申请在矫直钛合金棒材的过程中同步加热,对钛合金棒材的矫直以及去除应力,去应力过程中,钛合金棒材始终处于竖直且张力状态,热处理过程不会对钛合金棒材的直线度造成破坏;通过采用电热矫直和去应力退火相结合的工艺,

带材的新型矫直方法——拉弯矫直.docx
带材的新型矫直方法——拉弯矫直引言带材的矫直是金属加工过程中常见的一项工艺操作。矫直的主要目的是消除带材在制造过程中产生的弯曲变形,以提高带材的平整度和几何尺寸的精度。传统的带材矫直方法主要有压弯矫直、磁场矫直等,但这些方法存在着一些局限性,例如无法满足高精度要求、存在热变形等问题。近年来,拉弯矫直作为一种新型的带材矫直方法逐渐受到重视。本文将深入探讨拉弯矫直的原理、方法和应用前景。一、拉弯矫直的原理拉弯矫直是利用拉伸应力的作用,通过一系列装置和工艺手段来实现带材的矫直。其基本原理是在带材两端施加相等大小

钛及钛合金小规格棒材的热矫直方法探讨.docx
钛及钛合金小规格棒材的热矫直方法探讨一、引言钛及钛合金作为一种优良的结构材料,在航空航天、船舶、化工等领域得到广泛应用。钛合金具有高强度、高韧性、耐蚀性好等优点,但是其加工难度较大,尤其在小规格棒材的热矫直过程中容易发生各种问题。因此,在热矫直方面的研究显得尤为重要。二、小规格棒材热矫直的原理小规格棒材在加工过程中,由于受到多次弯曲和行程变化的影响,容易产生横向变形和纵向变形。通过热矫直可以解决这个问题。热矫直是指将原始棒材加热至一定温度,然后弯曲成所需形状,等到冷却后,达到纠正变形的目的。热矫直主要通过
一种台阶管棒材矫直方法.pdf
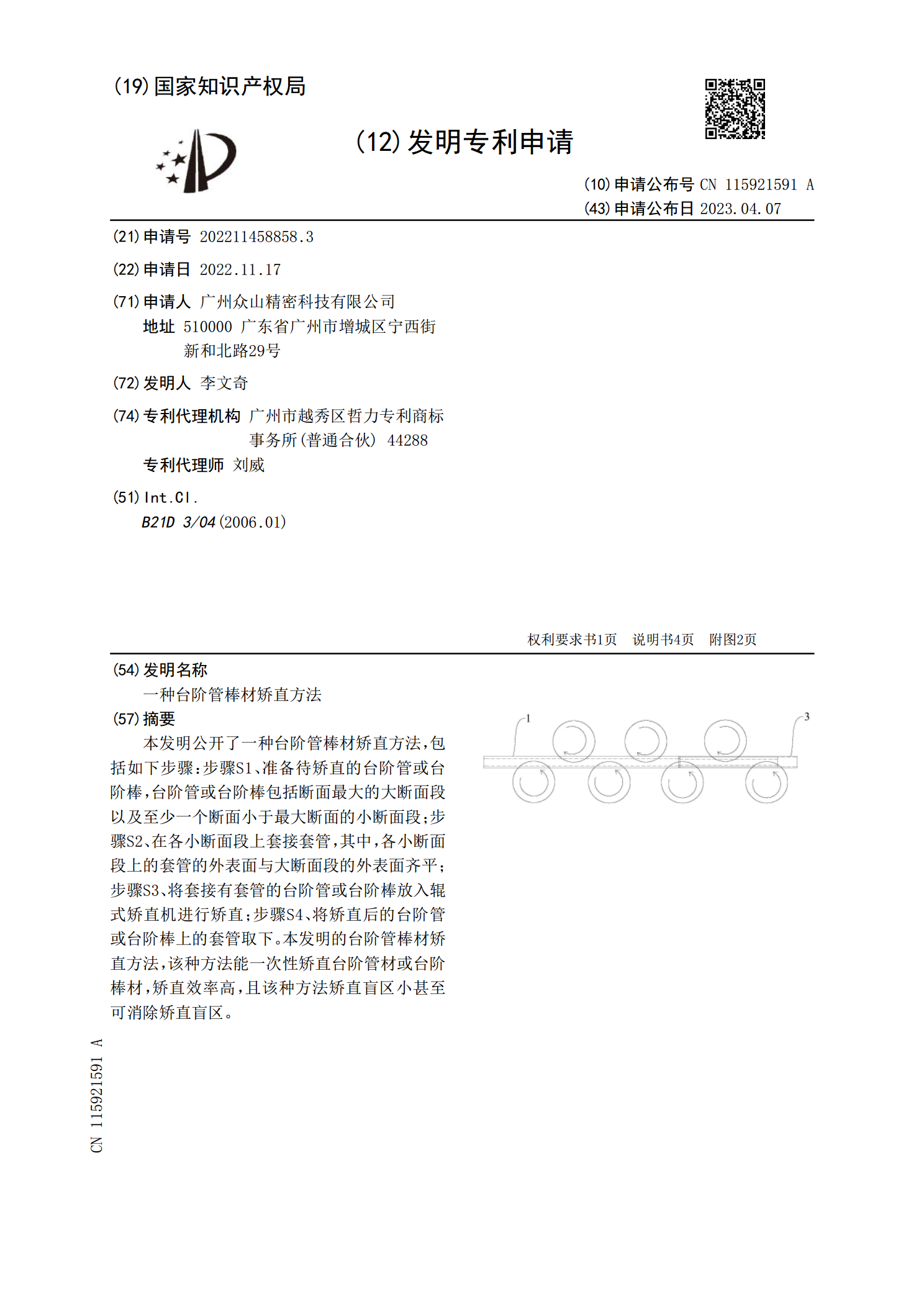
本发明公开了一种台阶管棒材矫直方法,包括如下步骤:步骤S1、准备待矫直的台阶管或台阶棒,台阶管或台阶棒包括断面最大的大断面段以及至少一个断面小于最大断面的小断面段;步骤S2、在各小断面段上套接套管,其中,各小断面段上的套管的外表面与大断面段的外表面齐平;步骤S3、将套接有套管的台阶管或台阶棒放入辊式矫直机进行矫直;步骤S4、将矫直后的台阶管或台阶棒上的套管取下。本发明的台阶管棒材矫直方法,该种方法能一次性矫直台阶管材或台阶棒材,矫直效率高,且该种方法矫直盲区小甚至可消除矫直盲区。