
一种炼钢转炉炉体安装方法.pdf

一只****懿呀


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种炼钢转炉炉体安装方法.pdf
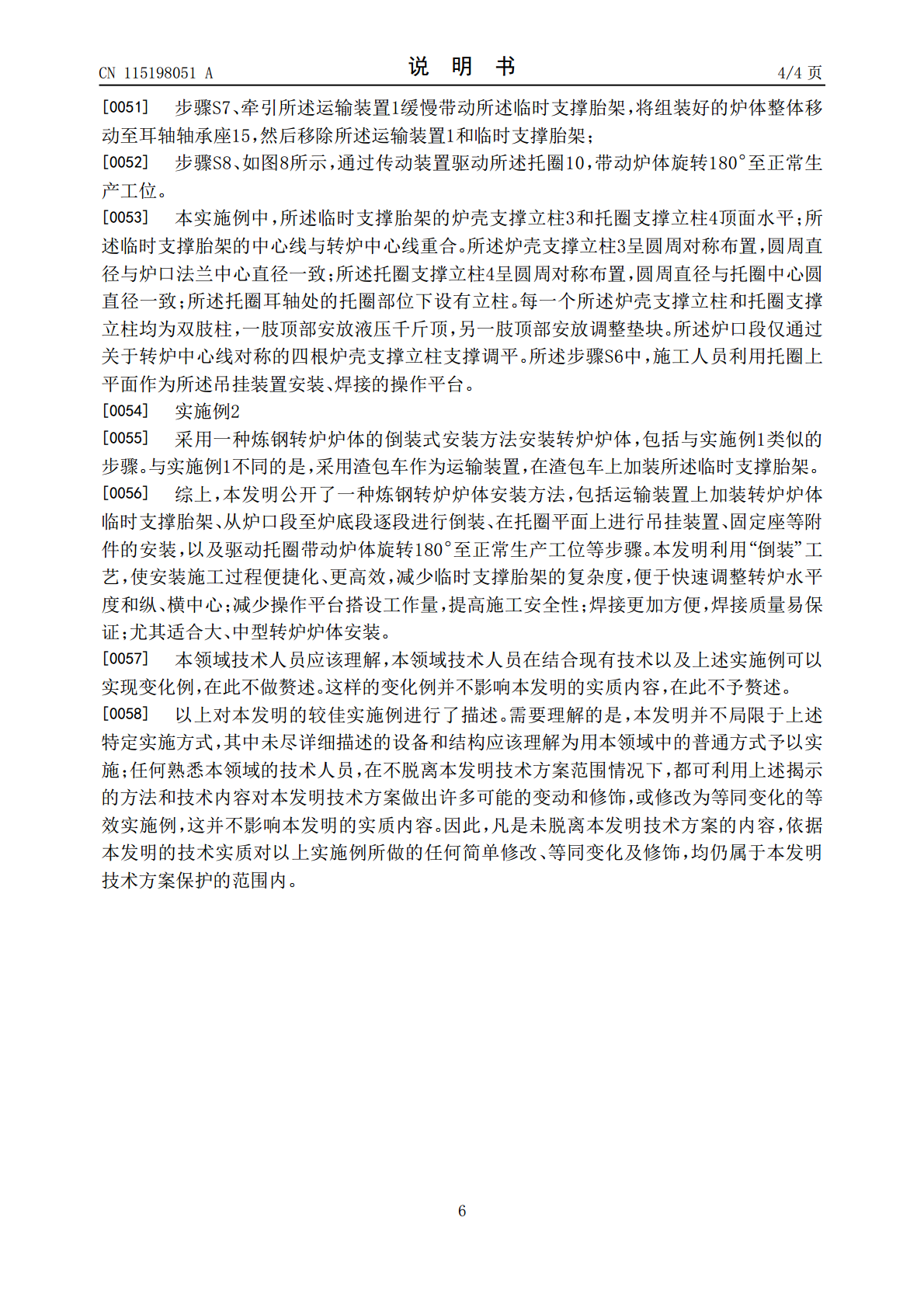
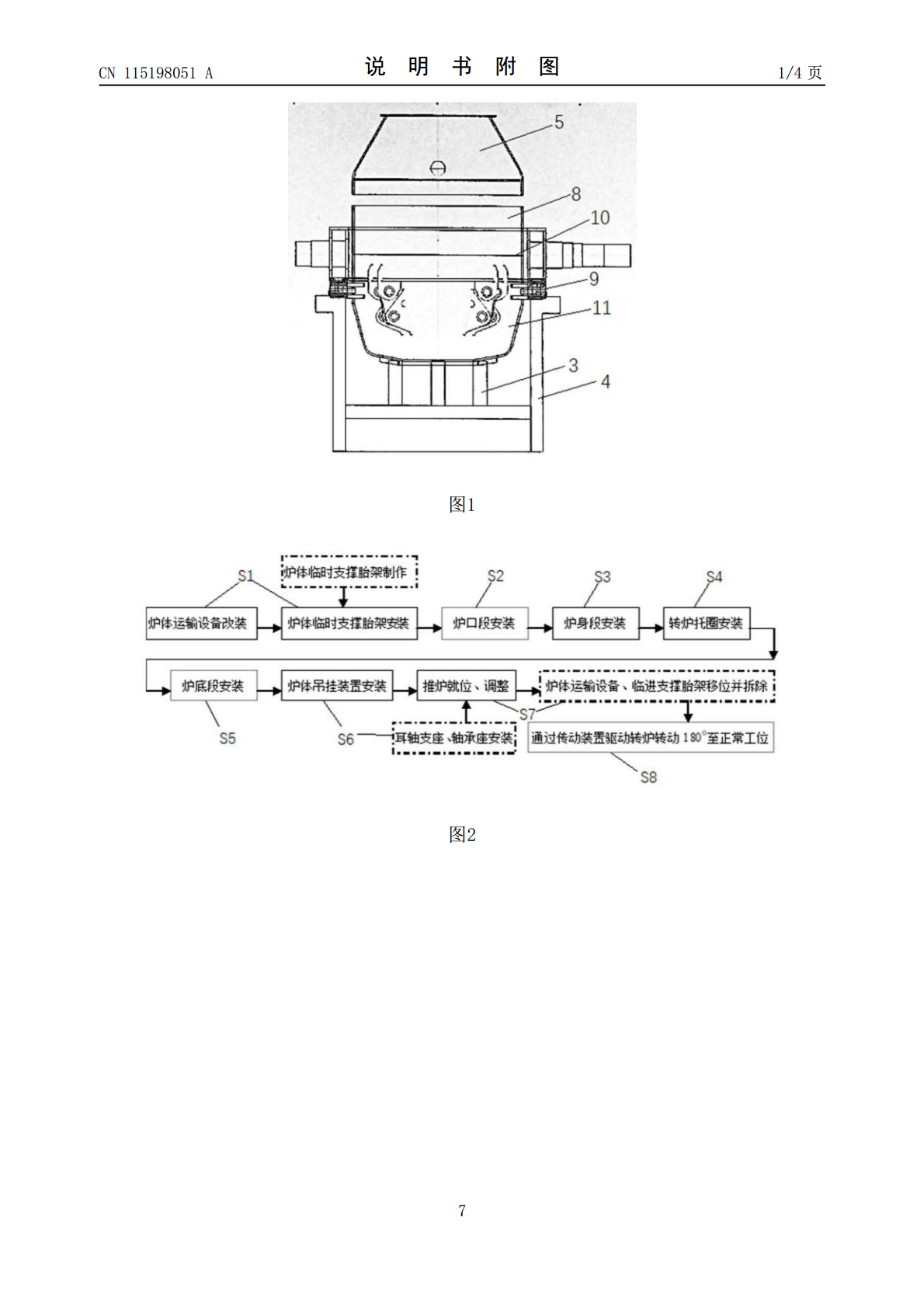
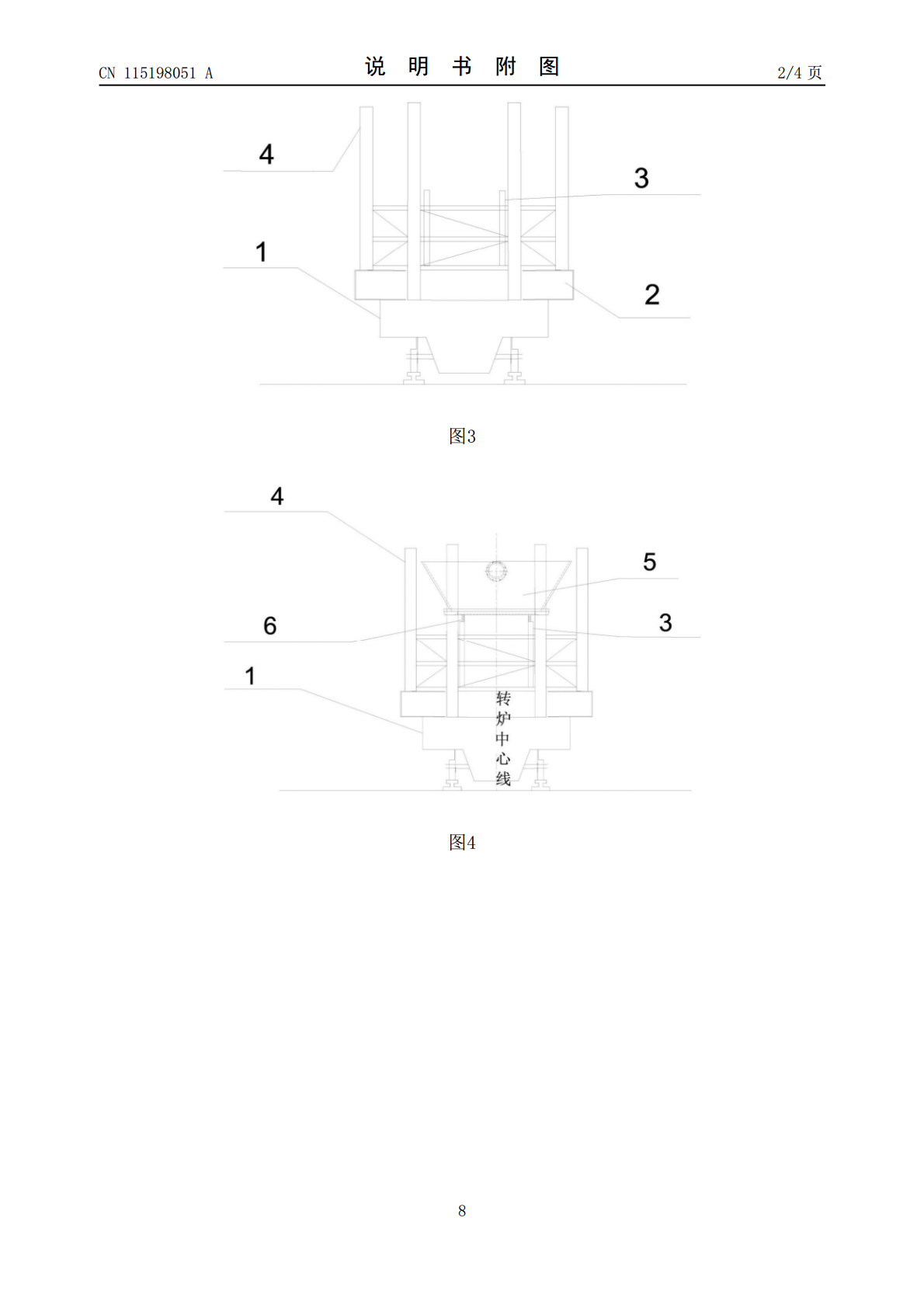
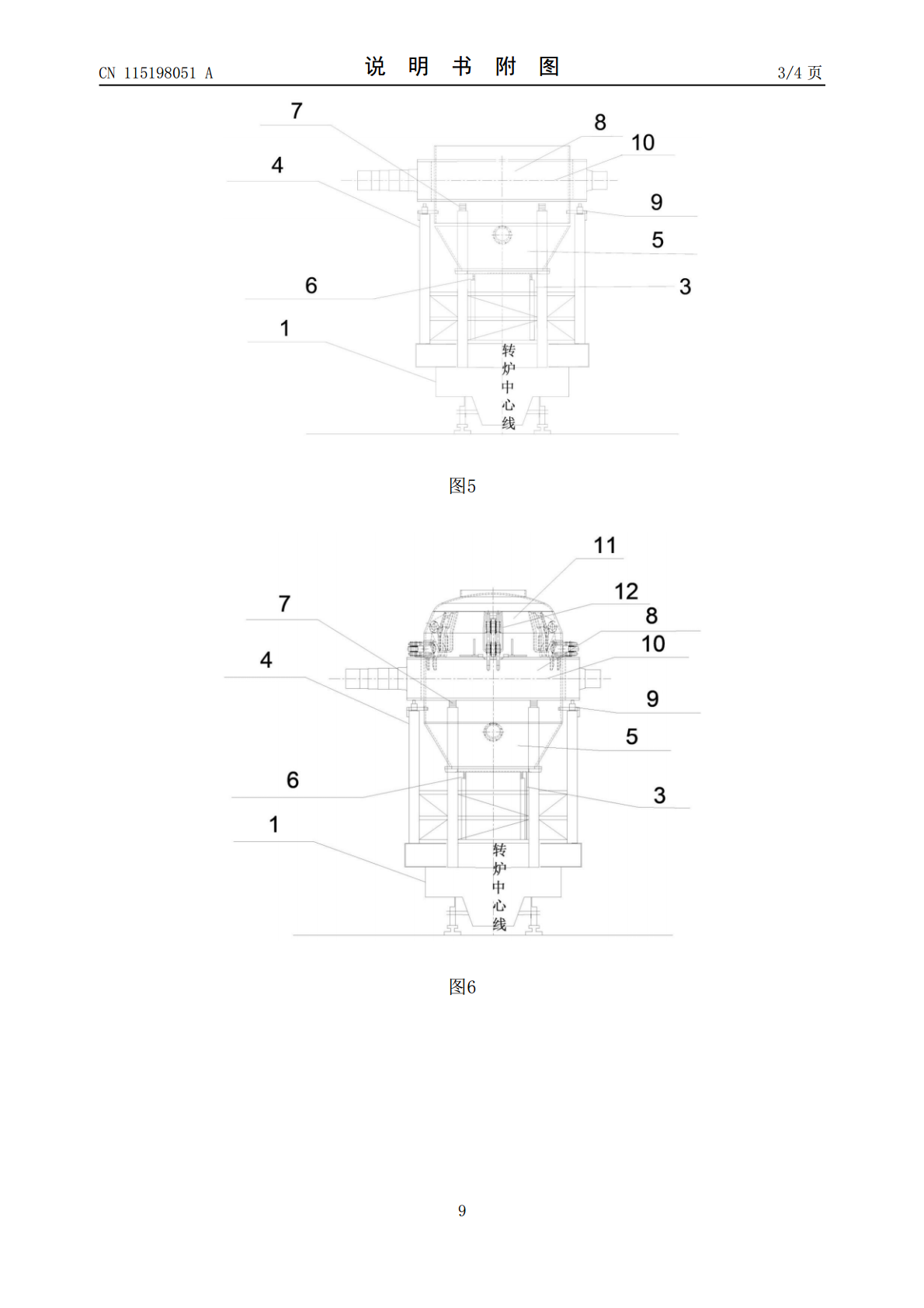
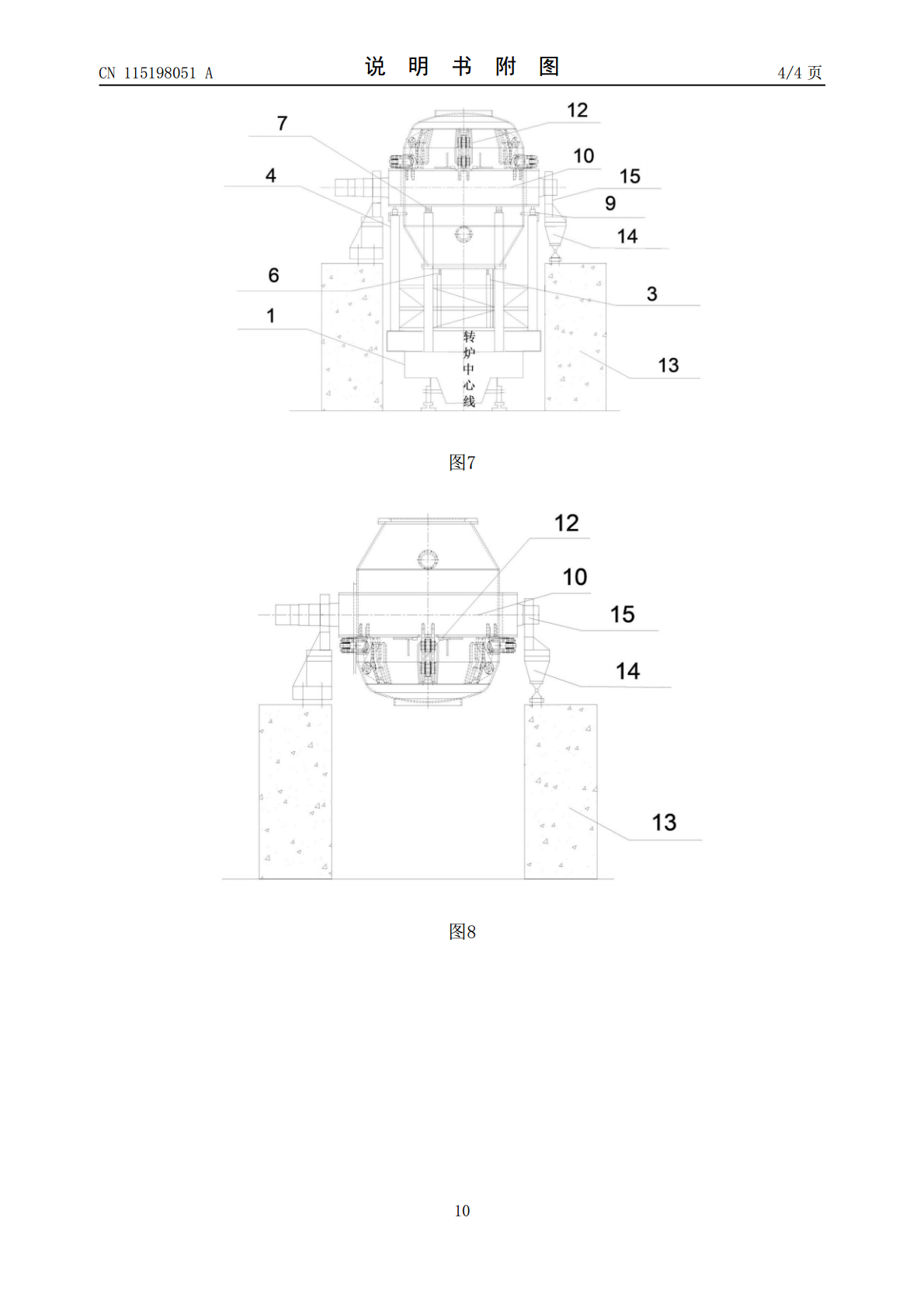
本发明公开了一种炼钢转炉炉体安装方法,包括运输装置上加装转炉炉体临时支撑胎架、从炉口段至炉底段逐段进行倒装、在托圈平面上进行吊挂装置、固定座等附件的安装,以及驱动托圈带动炉体旋转180°至正常生产工位等步骤。本发明利用“倒装”工艺,使安装施工过程便捷化、更高效,减少临时支撑胎架的复杂度,便于快速调整转炉水平度和纵、横中心;减少操作平台搭设工作量,提高施工安全性;焊接更加方便,焊接质量易保证;尤其适合大、中型转炉炉体安装。
一种大型炼钢转炉炉体的焊接方法.pdf
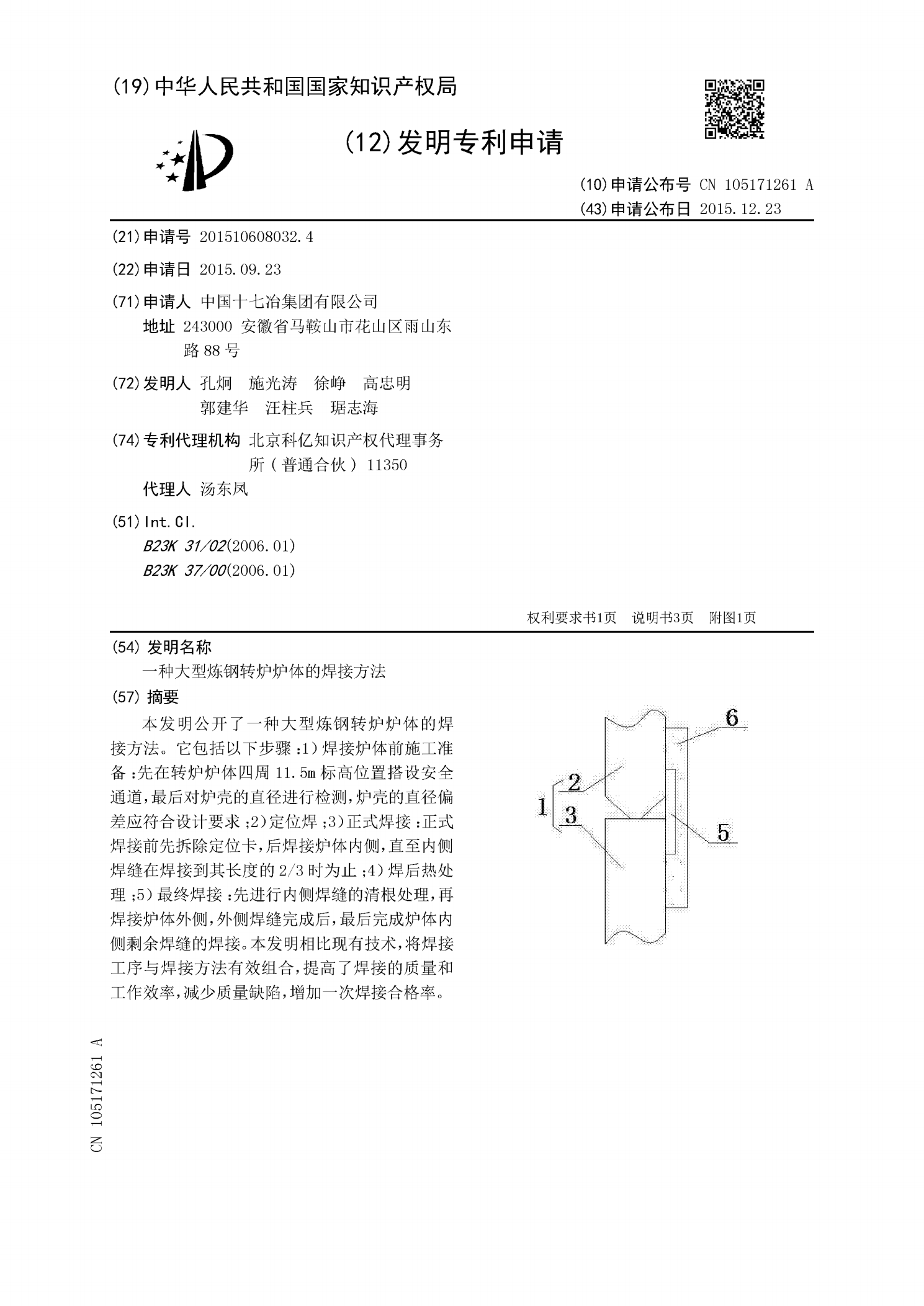
本发明公开了一种大型炼钢转炉炉体的焊接方法。它包括以下步骤:1)焊接炉体前施工准备:先在转炉炉体四周11.5m标高位置搭设安全通道,最后对炉壳的直径进行检测,炉壳的直径偏差应符合设计要求;2)定位焊;3)正式焊接:正式焊接前先拆除定位卡,后焊接炉体内侧,直至内侧焊缝在焊接到其长度的2/3时为止;4)焊后热处理;5)最终焊接:先进行内侧焊缝的清根处理,再焊接炉体外侧,外侧焊缝完成后,最后完成炉体内侧剩余焊缝的焊接。本发明相比现有技术,将焊接工序与焊接方法有效组合,提高了焊接的质量和工作效率,减少质量缺陷,增

一种炼钢转炉炉体的保护性拆除方法.pdf
本发明涉及冶金工程技术领域,尤其涉及一种炼钢转炉炉体的保护性拆除方法,该方法于炉壳拆除切割前,在炉壳内加设临时支撑,该临时支撑集“防变形、切割平台、施焊平台”功能为一体,从而最大限度地利用炉内临时支撑,减少措施材料;该方法将转炉炉体按“两体三段法”拆除,从而降低了转炉炉体的变形风险,减少了后续焊接量与焊缝热处理量,并减少了炉内支撑材料的用量。该方法利用包括立柱、千斤顶和调整垫块的炉体运输支撑设备对托圈和炉壳进行支撑,从而便于拆除炉体时灵活调整支撑高度,保证各支撑对炉体可靠支撑,从而有利于炉体稳定性,并将炉

转炉炉体安装措施.doc
本溪180吨7#脱磷转炉工程转炉炉体施工措施方案批准人:审核人:黄新编制人:张聪中冶东北建设机装公司2009年11月10日一、工程概况本钢炼钢厂7#转炉工程中,转炉炉体位于车间D行线、1/21~1/22列线之间,吊车无法吊装就位,需要按照常规制作受炉台车整体运送转炉炉壳和托圈就位,由于转炉两侧有支撑21.5m的吊车梁,而两根支撑柱间距为10m,小于托圈长度13.54m,因此不能按正常方式开入受炉台车,只能通过旋转托圈90°,受炉台车开入就位后,再旋转90°,恢复正常安装位置。因此,特编制此施工措施方案。该
一种转炉炼钢的转炉底吹方法及转炉.pdf
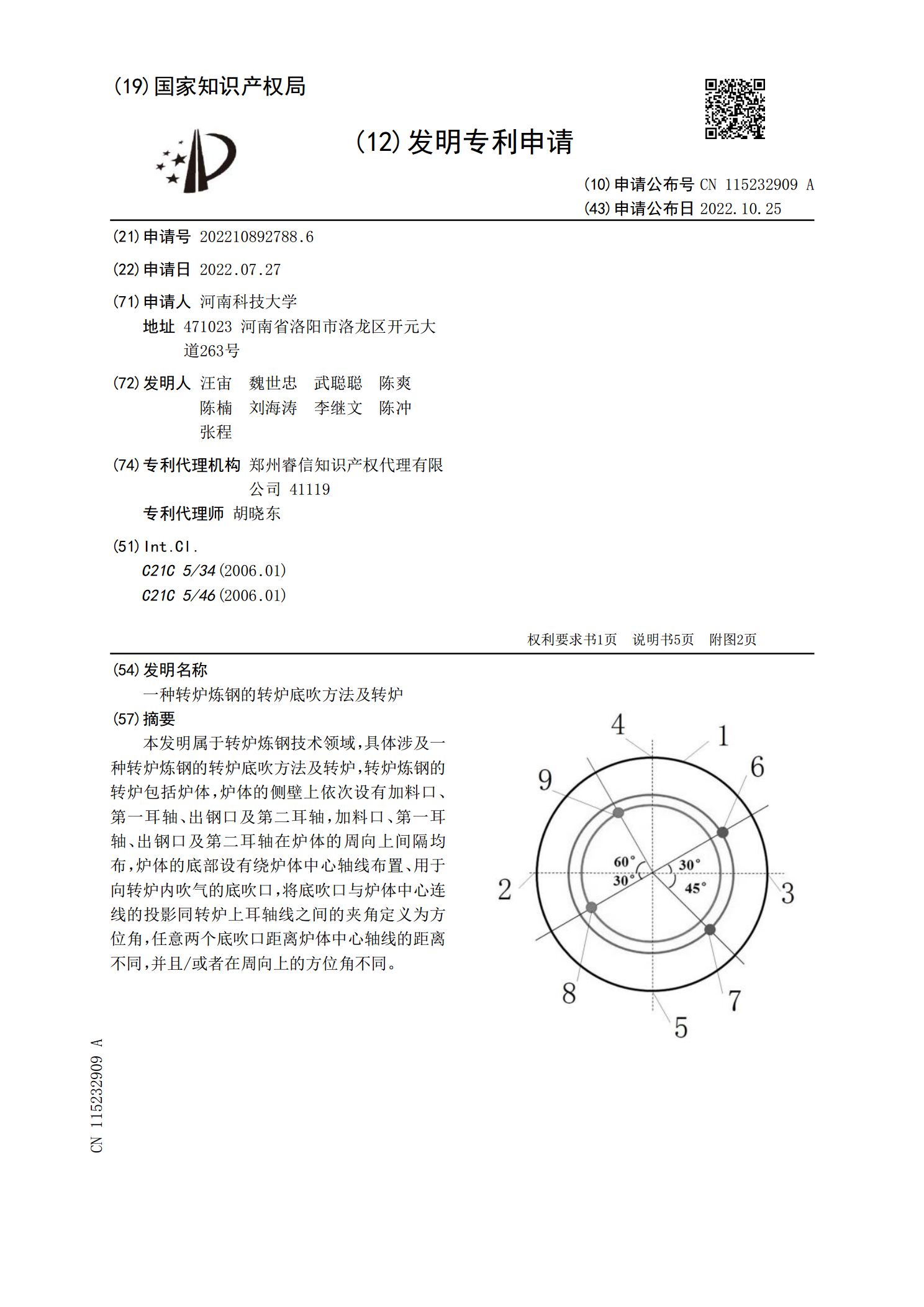
本发明属于转炉炼钢技术领域,具体涉及一种转炉炼钢的转炉底吹方法及转炉,转炉炼钢的转炉包括炉体,炉体的侧壁上依次设有加料口、第一耳轴、出钢口及第二耳轴,加料口、第一耳轴、出钢口及第二耳轴在炉体的周向上间隔均布,炉体的底部设有绕炉体中心轴线布置、用于向转炉内吹气的底吹口,将底吹口与炉体中心连线的投影同转炉上耳轴线之间的夹角定义为方位角,任意两个底吹口距离炉体中心轴线的距离不同,并且/或者在周向上的方位角不同。