
碳纤维电极基体材料的制造方法及制造装置.pdf

是你****晨呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

碳纤维电极基体材料的制造方法及制造装置.pdf
本发明的目的是获得一种生产效率高的制造方法及制造装置。所述制造方法为碳纤维电极基体材料(3a)的制造方法,使耐燃化纤维基体材料(1a)在碳化炉(102、103)内移动,对其进行碳化,其中,以在厚度方向上配置有多个耐燃化纤维基体材料(1a)的状态使该耐燃化纤维基体材料在碳化炉(102、103)内移动。
电极的制造方法和电极的制造装置.pdf
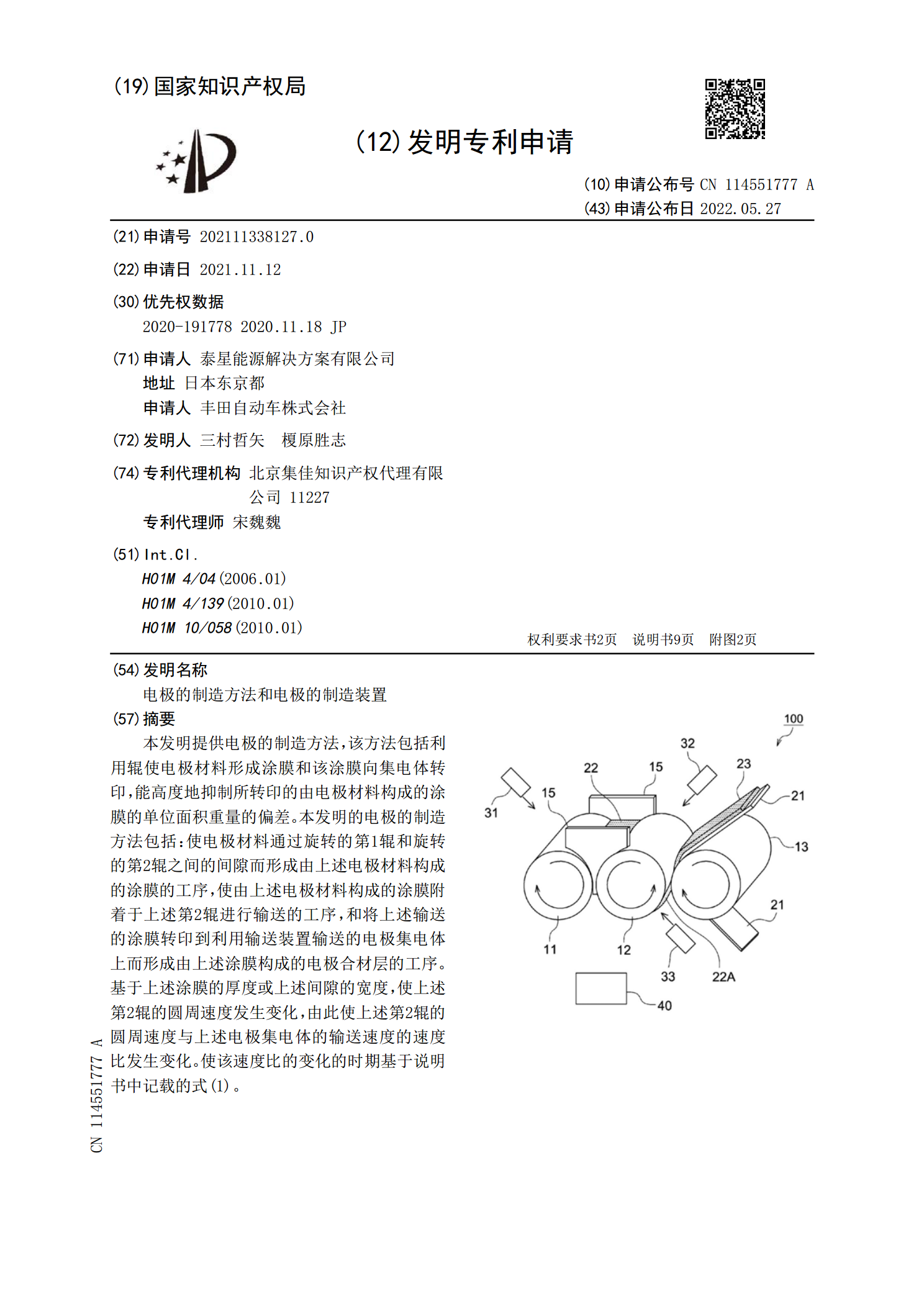
本发明提供电极的制造方法,该方法包括利用辊使电极材料形成涂膜和该涂膜向集电体转印,能高度地抑制所转印的由电极材料构成的涂膜的单位面积重量的偏差。本发明的电极的制造方法包括:使电极材料通过旋转的第1辊和旋转的第2辊之间的间隙而形成由上述电极材料构成的涂膜的工序,使由上述电极材料构成的涂膜附着于上述第2辊进行输送的工序,和将上述输送的涂膜转印到利用输送装置输送的电极集电体上而形成由上述涂膜构成的电极合材层的工序。基于上述涂膜的厚度或上述间隙的宽度,使上述第2辊的圆周速度发生变化,由此使上述第2辊的圆周速度与上
电极制造装置和电极制造方法.pdf
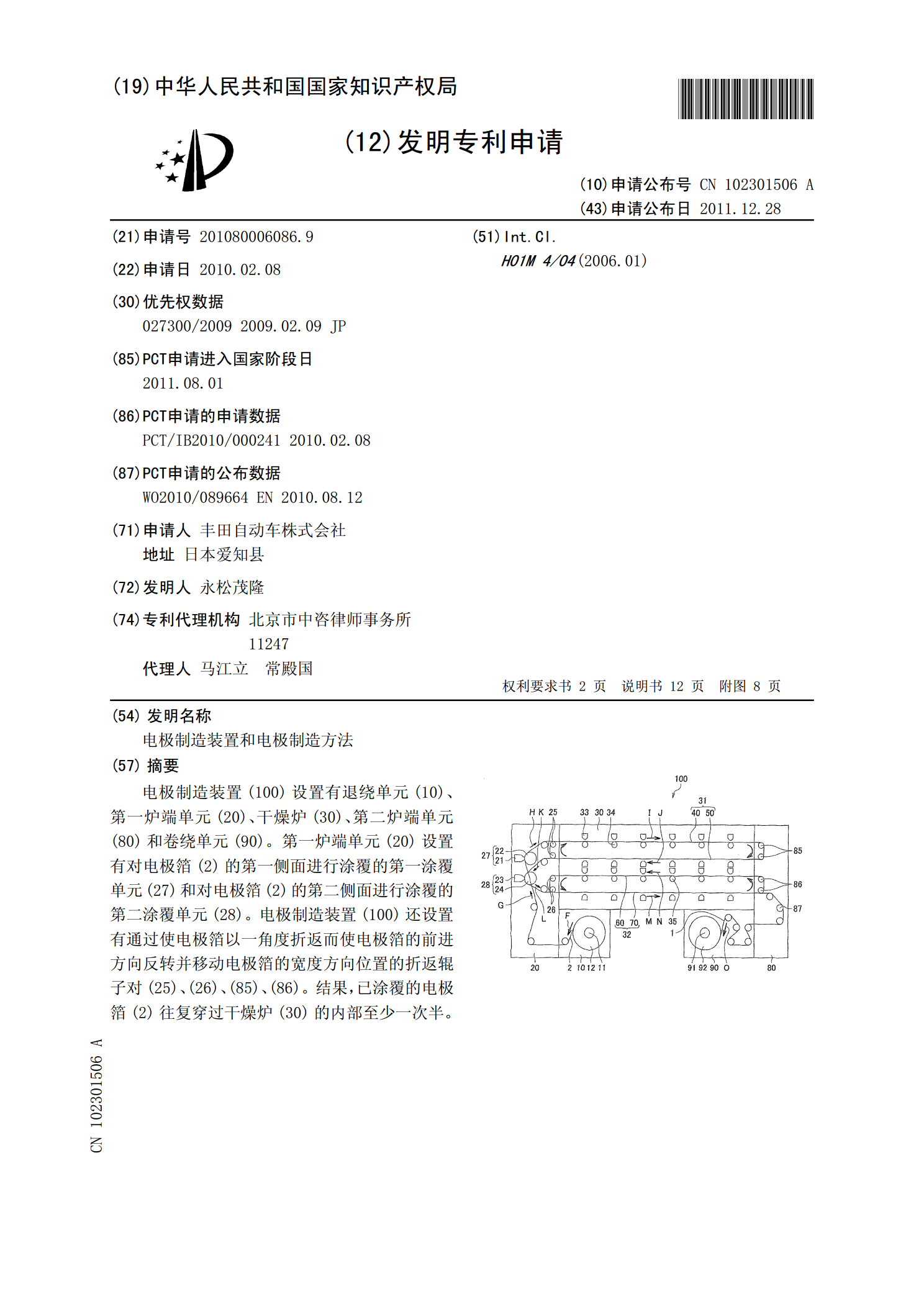
电极制造装置(100)设置有退绕单元(10)、第一炉端单元(20)、干燥炉(30)、第二炉端单元(80)和卷绕单元(90)。第一炉端单元(20)设置有对电极箔(2)的第一侧面进行涂覆的第一涂覆单元(27)和对电极箔(2)的第二侧面进行涂覆的第二涂覆单元(28)。电极制造装置(100)还设置有通过使电极箔以一角度折返而使电极箔的前进方向反转并移动电极箔的宽度方向位置的折返辊子对(25)、(26)、(85)、(86)。结果,已涂覆的电极箔(2)往复穿过干燥炉(30)的内部至少一次半。
电极的制造方法和电极的制造装置.pdf
本发明提供电极的制造方法,该方法包括利用辊使电极材料形成涂膜和该涂膜向集电体转印,能高度地抑制所转印的由电极材料构成的涂膜的单位面积重量的偏差。本发明的电极的制造方法包括:使电极材料通过旋转的第1辊和旋转的第2辊之间的间隙而形成由上述电极材料构成的涂膜的工序,使由上述电极材料构成的涂膜附着于上述第2辊进行输送的工序,和将上述输送的涂膜转印到利用输送装置输送的电极集电体上而形成由上述涂膜构成的电极合材层的工序。基于上述涂膜的厚度或上述间隙的宽度,使上述第2辊的圆周速度发生变化,由此使上述第2辊的圆周速度与上

碳纤维制造装置及碳纤维制造方法.pdf
本发明的课题是提供通过照射微波而加热被碳化纤维的碳纤维制造装置,其是不需要添加电磁波吸收剂等和利用外部加热来预先碳化、且能在常压下碳化的小型的碳纤维制造装置。本发明的碳纤维制造装置(200)包括:筒状炉体(27),其由一端封闭的圆柱形波导管形成,其是在上述圆柱形波导管的上述一端形成纤维导出口(27b),并且在上述圆柱形波导管的另一端形成纤维导入口(27a)的筒状炉体(27);向上述筒状炉体(27)内导入微波的微波振荡器(21);一端连接上述微波振荡器(21)侧、另一端连接上述筒状炉体(27)的一端的连接波