
一种Bi-2212超导线材热处理方法.pdf

邻家****文章

1/9

2/9
3/9

4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温Bi2212超导导体热处理方法.pdf
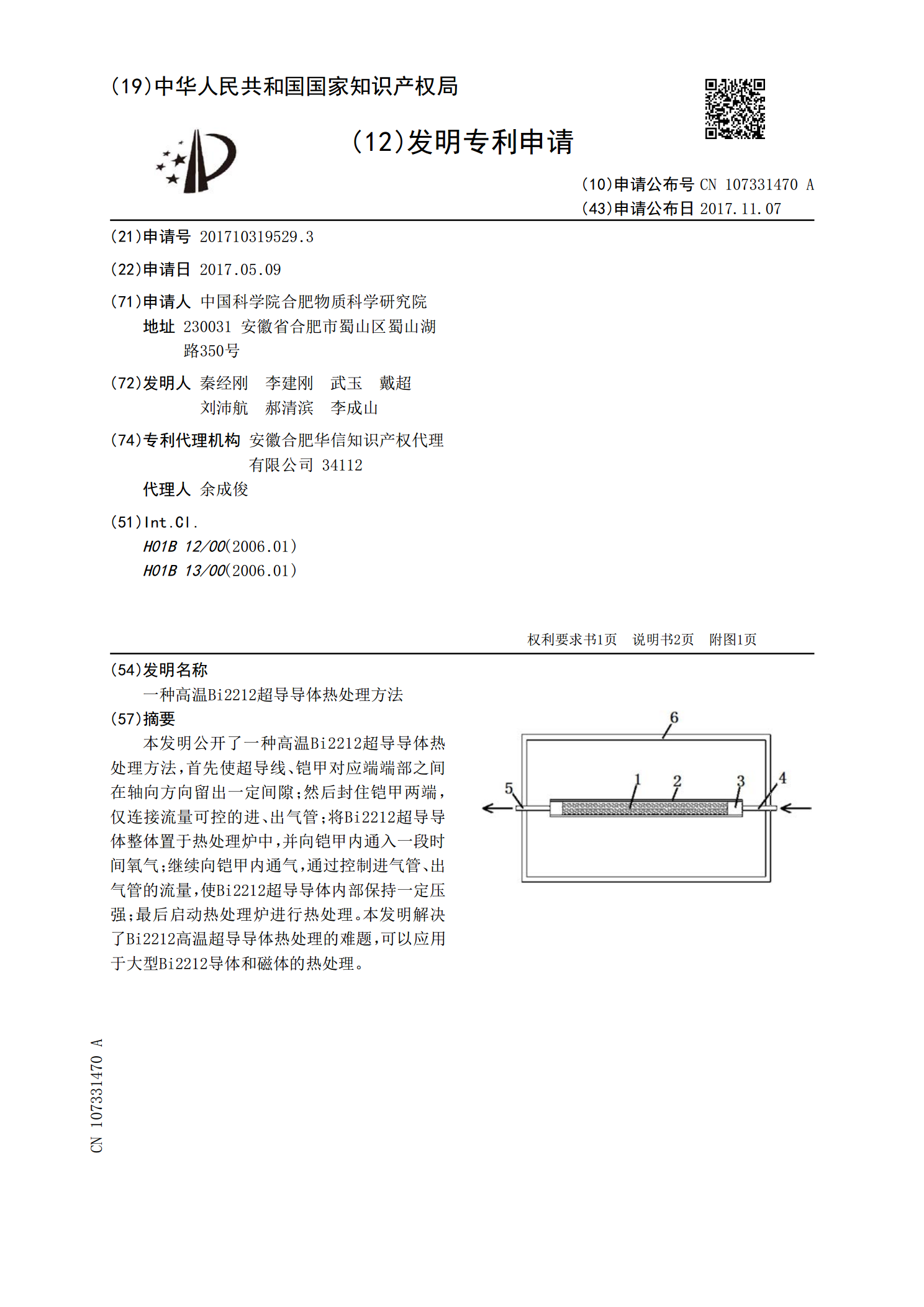
本发明公开了一种高温Bi2212超导导体热处理方法,首先使超导线、铠甲对应端端部之间在轴向方向留出一定间隙;然后封住铠甲两端,仅连接流量可控的进、出气管;将Bi2212超导导体整体置于热处理炉中,并向铠甲内通入一段时间氧气;继续向铠甲内通气,通过控制进气管、出气管的流量,使Bi2212超导导体内部保持一定压强;最后启动热处理炉进行热处理。本发明解决了Bi2212高温超导导体热处理的难题,可以应用于大型Bi2212导体和磁体的热处理。
一种Bi-2212超导线材热处理方法.pdf
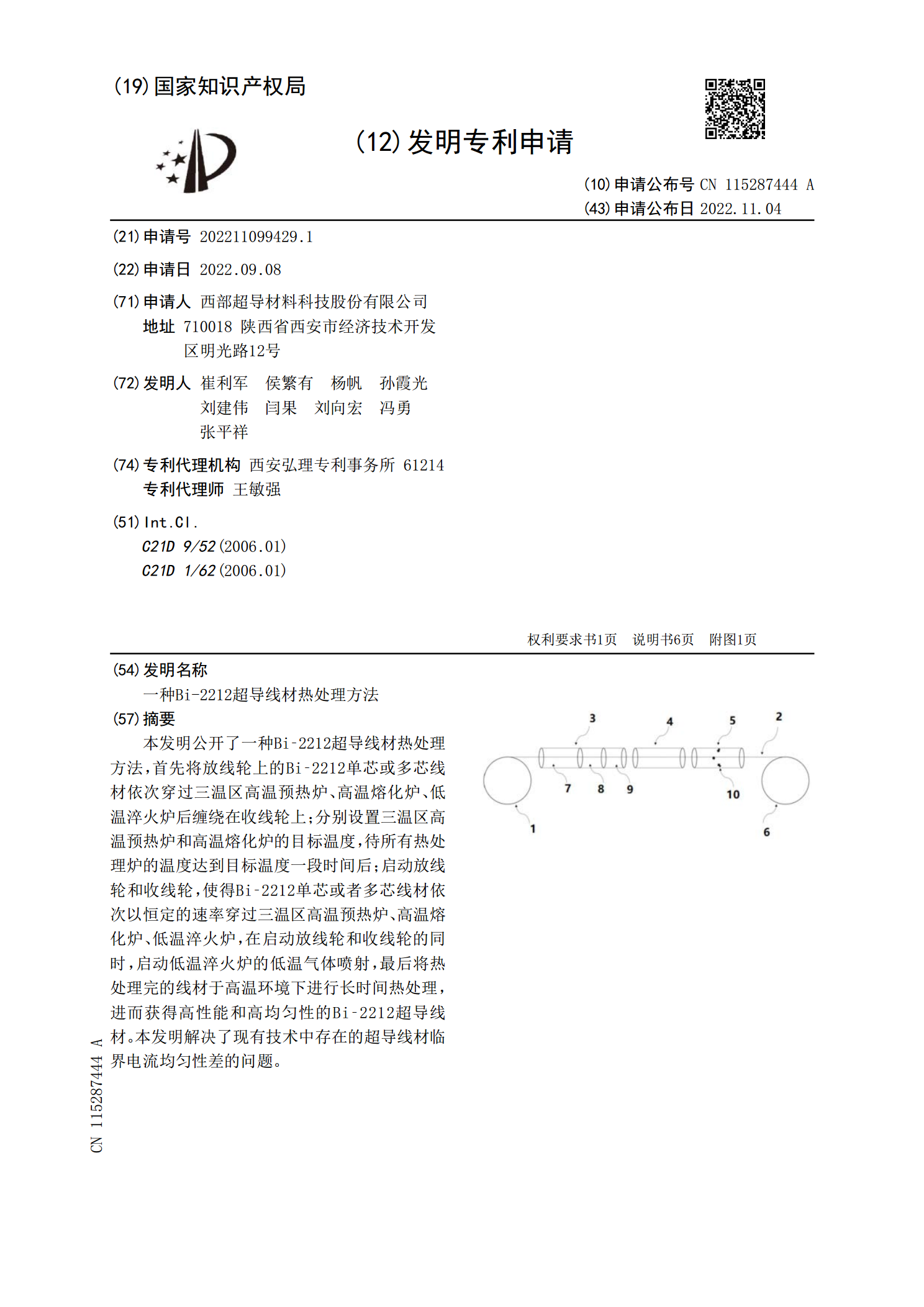
本发明公开了一种Bi‑2212超导线材热处理方法,首先将放线轮上的Bi‑2212单芯或多芯线材依次穿过三温区高温预热炉、高温熔化炉、低温淬火炉后缠绕在收线轮上;分别设置三温区高温预热炉和高温熔化炉的目标温度,待所有热处理炉的温度达到目标温度一段时间后;启动放线轮和收线轮,使得Bi‑2212单芯或者多芯线材依次以恒定的速率穿过三温区高温预热炉、高温熔化炉、低温淬火炉,在启动放线轮和收线轮的同时,启动低温淬火炉的低温气体喷射,最后将热处理完的线材于高温环境下进行长时间热处理,进而获得高性能和高均匀性的Bi‑2

带状氧化物超导线材的制造方法及热处理装置.pdf
本发明提供热处理方法,其提高氟化氢气体的排放效率,以制造具有在长度方向上均匀且优异的超导特性的带状氧化物超导线材。在此方法中,在热处理装置(100)中,在炉芯管(110)的圆筒状热处理空间(111)的内部,以能相对于炉芯轴(C)旋转的方式配置圆筒状的旋转体(120)。在旋转体(120)中,在形成有多个贯通孔(124)的表面(121a)上,缠绕形成有超导前驱物的膜体的带状线材(20)。气体供给管(130)向缠绕在旋转体(120)上的带状线材(20)供给环境气体(6)。在热处理空间(111)内,在旋转体(12

带状氧化物超导线材的制造方法及热处理装置.pdf
本发明提供热处理方法,使在TFA-MOD法中所制造的带状氧化物超导线材的超导特性提高。该方法中,在热处理装置(10)内,圆筒状的旋转体(12)以可相对于炉芯轴(C)旋转的方式配置于炉芯管(11)的圆筒状的热处理空间(11a)的内部。在上述旋转体(12)中,在形成有多个贯通孔(17)的表面(12a)上缠绕带状线材(50),该带状线材(50)形成有超导前驱物的膜体。气体供给管(13)自与缠绕于旋转体(12)的带状线材(50)的膜面相对且与该膜面隔开的位置,将环境气体供给至该膜面。旋转体(12)的表面(12a)
超导磁体、超导线材及超导磁体的生产方法.pdf
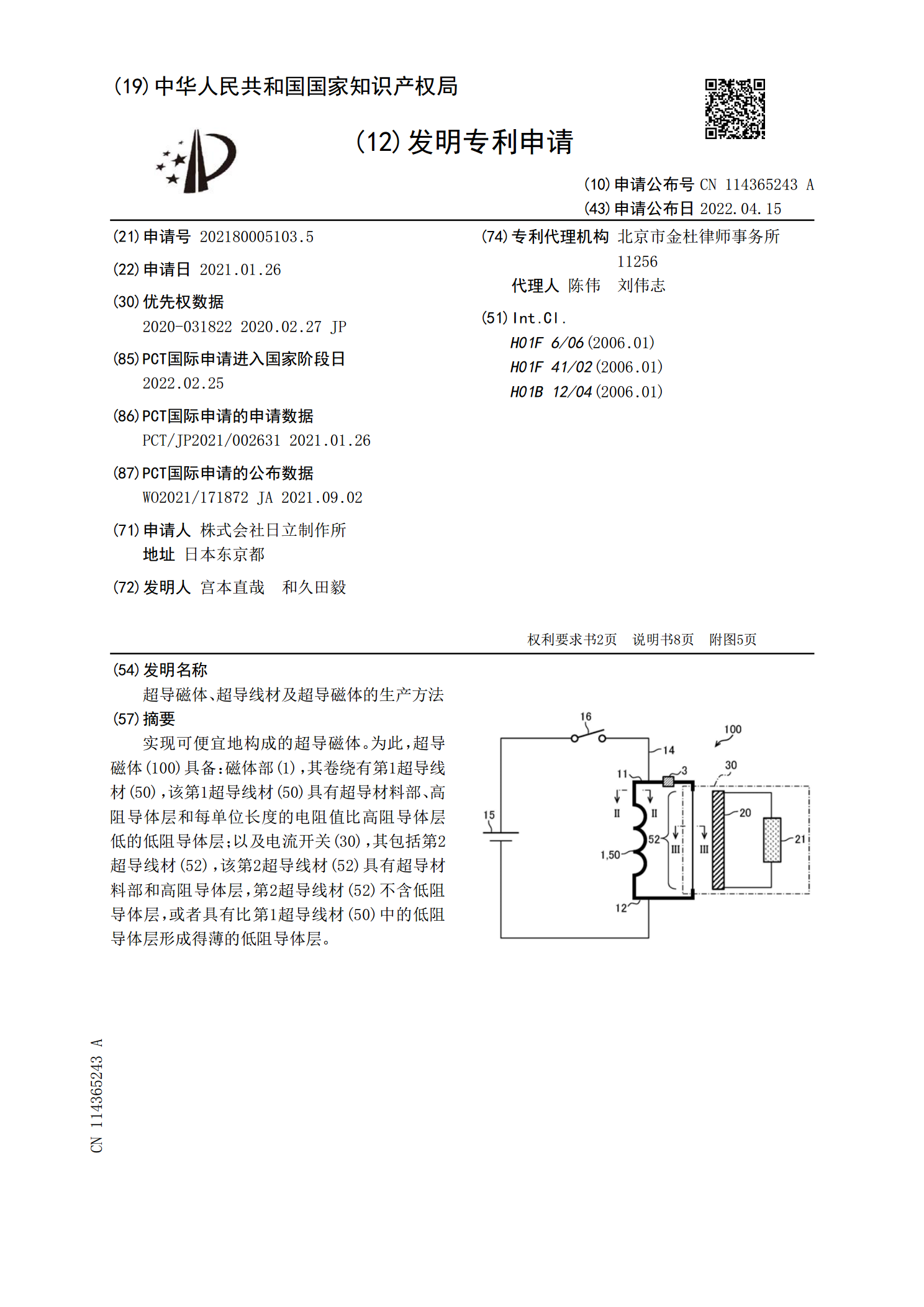
实现可便宜地构成的超导磁体。为此,超导磁体(100)具备:磁体部(1),其卷绕有第1超导线材(50),该第1超导线材(50)具有超导材料部、高阻导体层和每单位长度的电阻值比高阻导体层低的低阻导体层;以及电流开关(30),其包括第2超导线材(52),该第2超导线材(52)具有超导材料部和高阻导体层,第2超导线材(52)不含低阻导体层,或者具有比第1超导线材(50)中的低阻导体层形成得薄的低阻导体层。