
一种薄板坯连铸连轧产线低碳低硫钢的冶炼工艺.pdf

St****12

1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄板坯连铸连轧产线低碳低硫钢的冶炼工艺.pdf
本发明涉及碳钢生产技术领域,尤其涉及一种薄板坯连铸连轧产线低碳低硫钢的冶炼工艺,为使用单管RH,BOF—RH—CC单联的低碳低硫钢生产,具体包括如下步骤:转炉出钢后,吊运至单管RH进行脱碳、脱硫处理,直至生产钢水实现低碳低硫钢水标准,然后连铸稳定浇铸,防止浇铸过程二次氧化,进而满足薄板坯连铸连轧产线的浇铸需求,本发明提高生产节奏,降低生产成本,实现生产钢水中[C]≤0.02%,[S]≤0.003%,渣中(FeO)+(MnO)≤2%的低碳低硫钢水,满足薄板坯连铸连轧产线的浇铸需求。
基于ESP薄板坯连铸连轧流程生产低碳热轧TRIP钢的方法.pdf
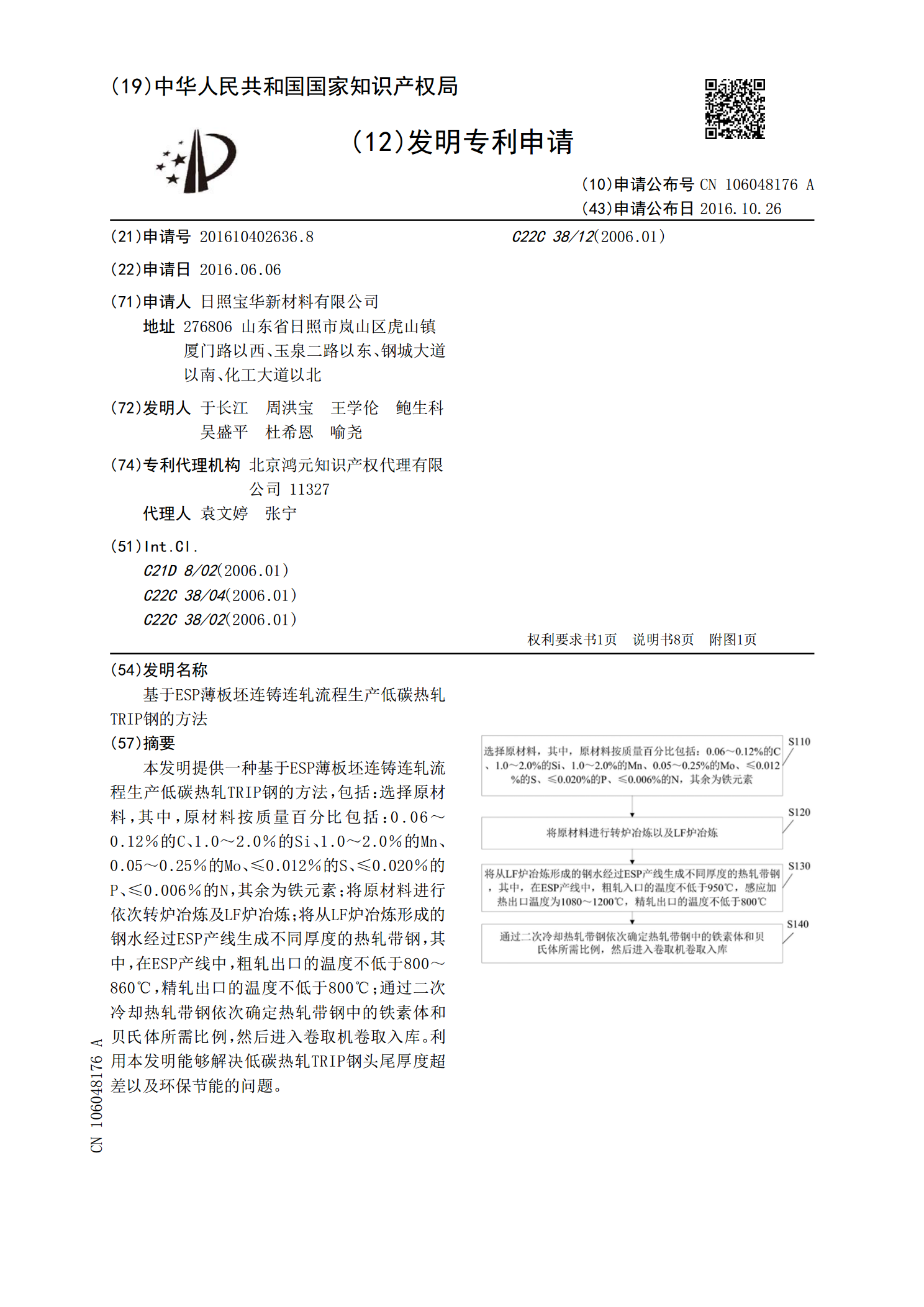
本发明提供一种基于ESP薄板坯连铸连轧流程生产低碳热轧TRIP钢的方法,包括:选择原材料,其中,原材料按质量百分比包括:0.06~0.12%的C、1.0~2.0%的Si、1.0~2.0%的Mn、0.05~0.25%的Mo、≤0.012%的S、≤0.020%的P、≤0.006%的N,其余为铁元素;将原材料进行依次转炉冶炼及LF炉冶炼;将从LF炉冶炼形成的钢水经过ESP产线生成不同厚度的热轧带钢,其中,在ESP产线中,粗轧出口的温度不低于800~860℃,精轧出口的温度不低于800℃;通过二次冷却热轧带钢依次
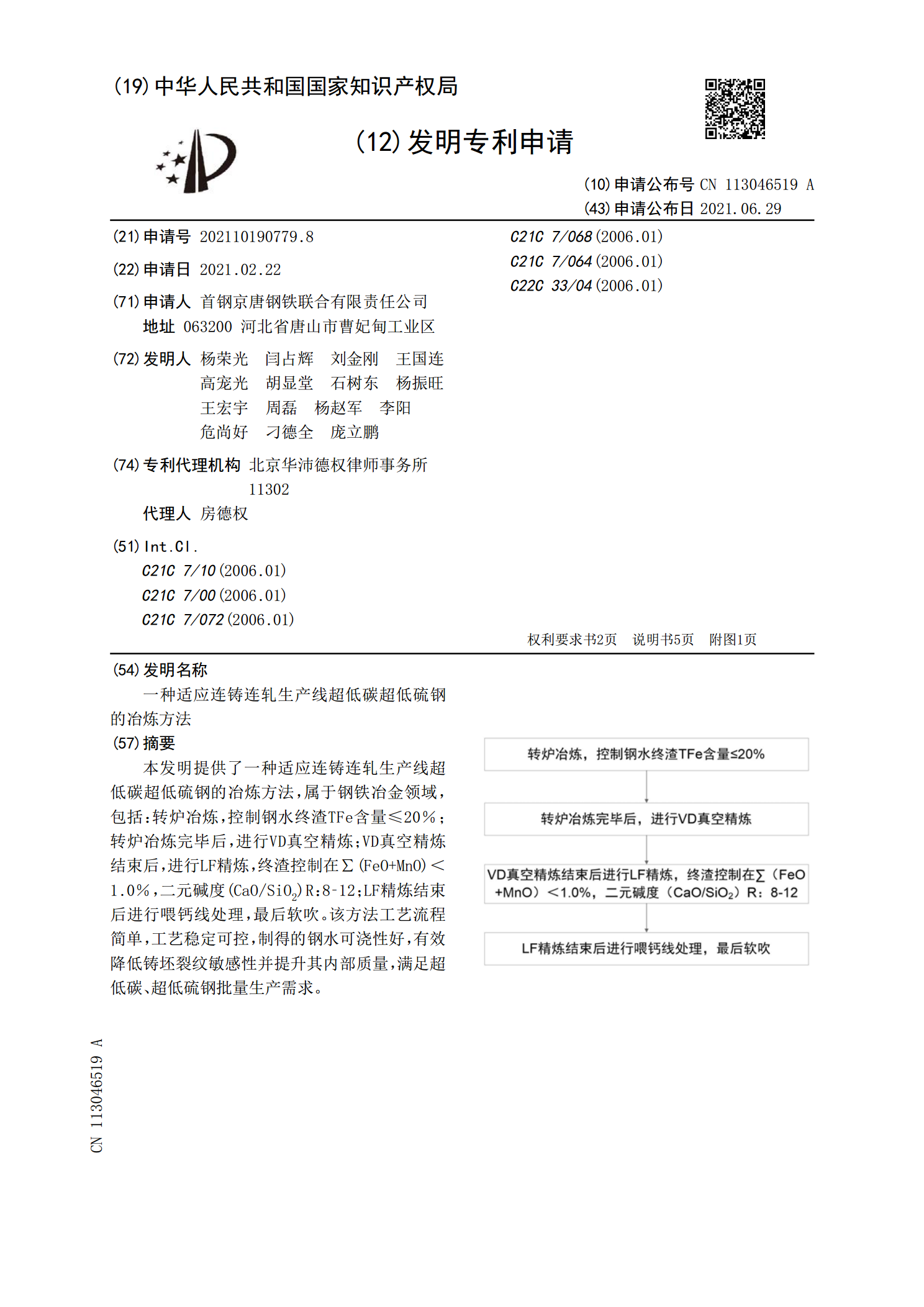
一种适应连铸连轧生产线超低碳超低硫钢的冶炼方法.pdf
本发明提供了一种适应连铸连轧生产线超低碳超低硫钢的冶炼方法,属于钢铁冶金领域,包括:转炉冶炼,控制钢水终渣TFe含量≤20%;转炉冶炼完毕后,进行VD真空精炼;VD真空精炼结束后,进行LF精炼,终渣控制在∑(FeO+MnO)<1.0%,二元碱度(CaO/SiO
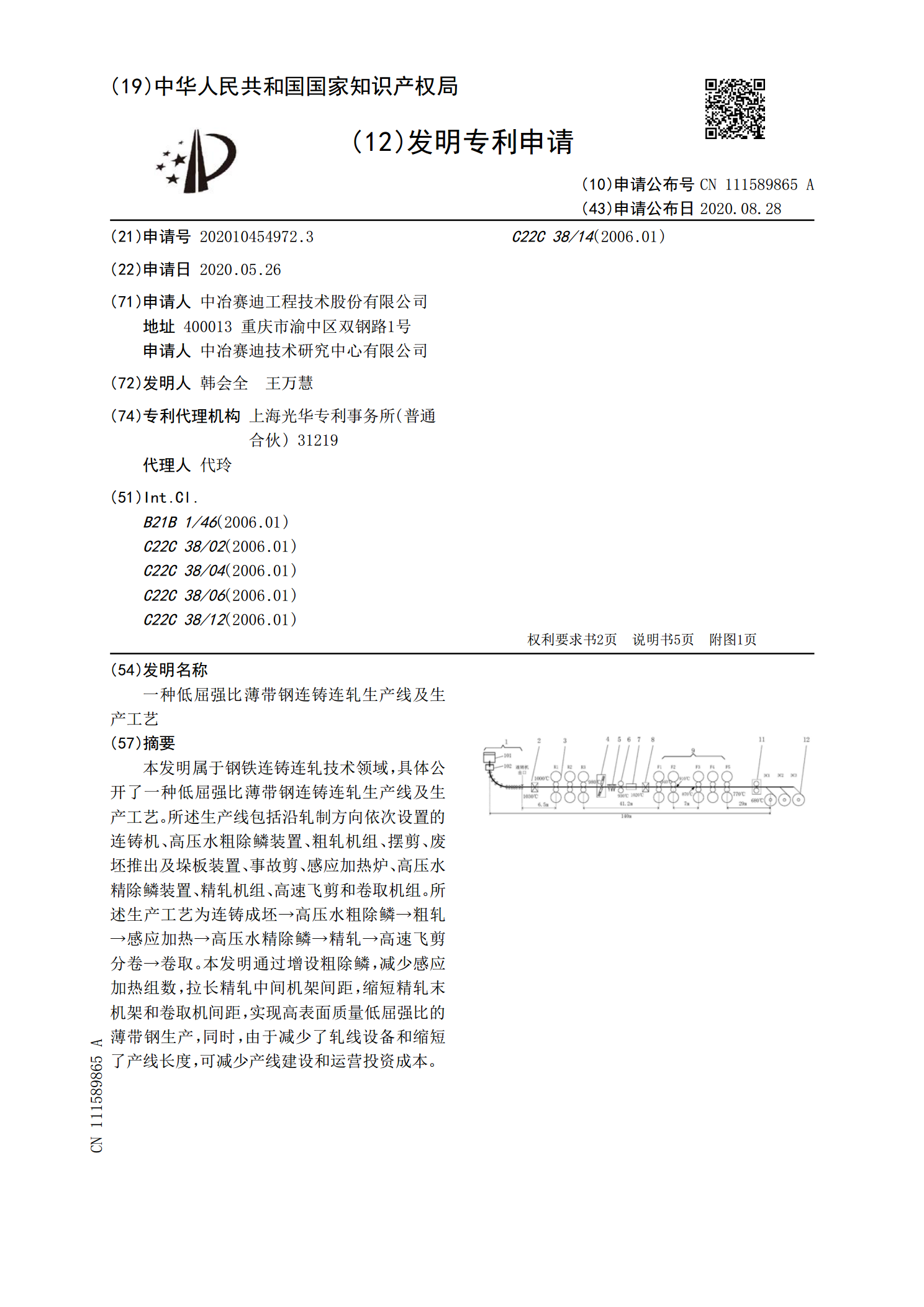
一种低屈强比薄带钢连铸连轧生产线及生产工艺.pdf
本发明属于钢铁连铸连轧技术领域,具体公开了一种低屈强比薄带钢连铸连轧生产线及生产工艺。所述生产线包括沿轧制方向依次设置的连铸机、高压水粗除鳞装置、粗轧机组、摆剪、废坯推出及垛板装置、事故剪、感应加热炉、高压水精除鳞装置、精轧机组、高速飞剪和卷取机组。所述生产工艺为连铸成坯→高压水粗除鳞→粗轧→感应加热→高压水精除鳞→精轧→高速飞剪分卷→卷取。本发明通过增设粗除鳞,减少感应加热组数,拉长精轧中间机架间距,缩短精轧末机架和卷取机间距,实现高表面质量低屈强比的薄带钢生产,同时,由于减少了轧线设备和缩短了产线长度

薄板坯连铸连轧低屈强比易酸洗钢的制造方法.pdf
本发明公开了一种薄板坯连铸连轧低屈强比易酸洗钢的制造方法,包括铁水脱硫、转炉冶炼、精炼、薄板连铸、板坯均热、热连轧、层流冷却、卷取、风冷的步骤,其特殊之处在于:板坯均热温度为1160~1200℃;热连轧时直接进行7道次精轧,各道次的压下率分配依次为:50~60%、50~60%、52~58%、45~50%、20~25%、13~18%、9~13%,终轧温度为870~890℃;层流冷却至温度为580~610℃;所述板坯的各组分的重量百分比为C:0.045~0.065%,Si≤0.05%,Mn:0.40~0.60