
一种焦炉炉门预制块施釉系统及工艺.pdf

一吃****春晓


1/10

2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种焦炉炉门预制块施釉系统及工艺.pdf
本发明涉及一种焦炉炉门预制块施釉系统及工艺,所述系统包括一次施釉装置、二次施釉装置、输送链一、输送链二、输送链三及起重机;一次施釉装置由搅拌机一及浸釉池组成,二次施釉装置由搅拌机二、储釉罐及施釉室组成,施釉室内设施釉台及施釉喷枪。本发明对施釉工艺及组成设备进行优化,通过控制系统可实现施釉全过程自动控制,取代人工操作,降低了残次品率,提升了生产效率及产品质量;采用两次施釉过程,大幅提升了釉面质量,延长了炉门预制块的使用寿命;喷枪施釉过程采用全封闭作业,全程无污染物外排,保护环境,节约资源。
一种焦炉炉门预制块用釉料制备、自动施釉系统及工艺.pdf
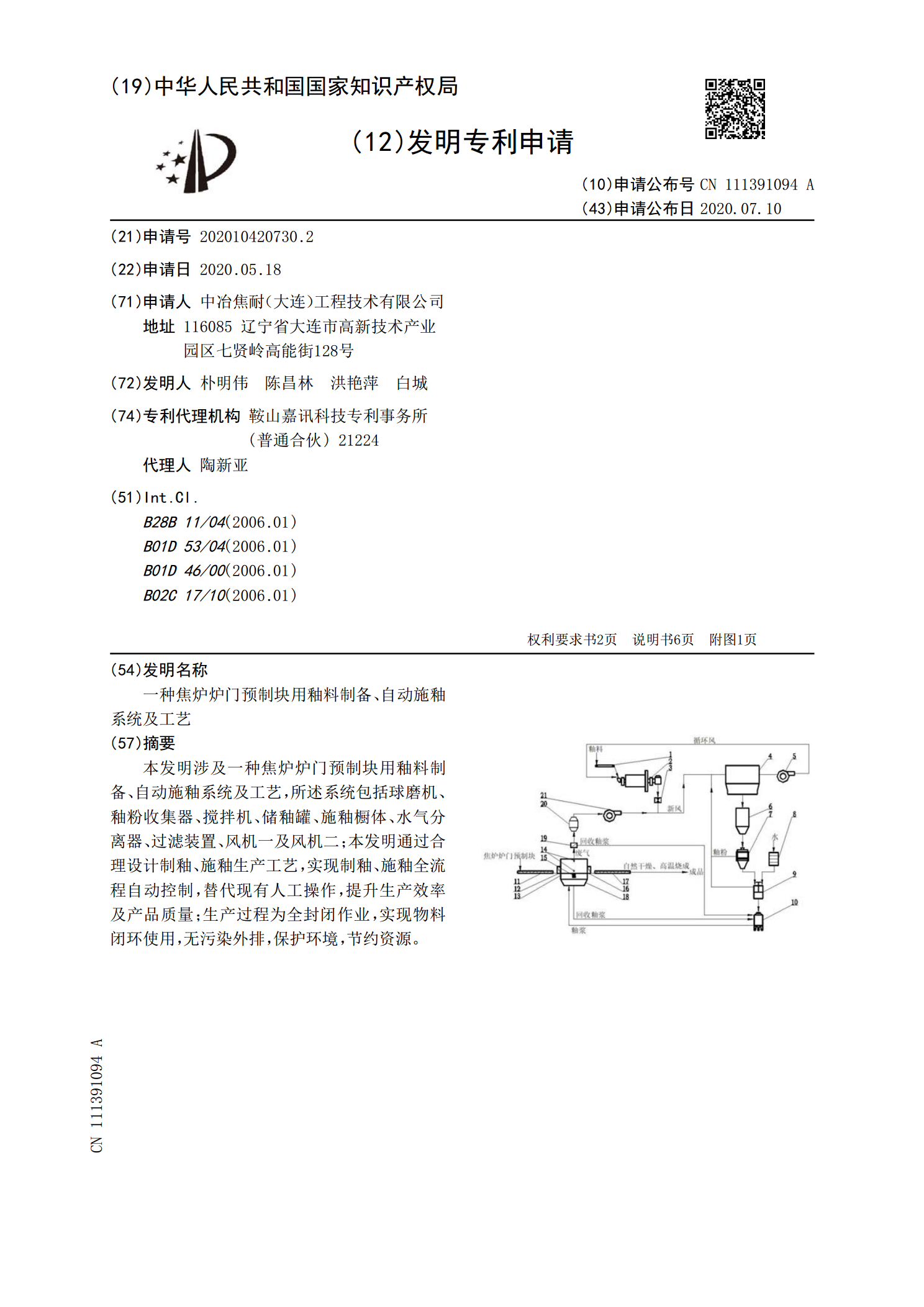
本发明涉及一种焦炉炉门预制块用釉料制备、自动施釉系统及工艺,所述系统包括球磨机、釉粉收集器、搅拌机、储釉罐、施釉橱体、水气分离器、过滤装置、风机一及风机二;本发明通过合理设计制釉、施釉生产工艺,实现制釉、施釉全流程自动控制,替代现有人工操作,提升生产效率及产品质量;生产过程为全封闭作业,实现物料闭环使用,无污染外排,保护环境,节约资源。

一种焦炉炉门涂釉砖.pdf
一种焦炉炉门涂釉砖,属于耐火材料加工技术领域。由砖体和涂覆在砖体表面的釉料组成。其特征在于,釉料由下列重量份的组分制成:长石45~55份,石英5~15份,钟乳石10~18份,熟滑石0~6份,生大同4~10份,苏州土0~4份,氧化铝1~8份,锆英粉10~20份,碳酸钡3~8份。使用本发明的焦炉炉门涂釉砖建造的焦炉炉门可降低游离碳颗粒及焦油渗透粘附现象,在使用过程中炉门表面积碳情况明显得到改善,月平均附着无沉积厚度1~2mm,月平均清理次数为2~4次即可,有效减少焦炉炉门积碳的清理次数、清理难度,以及清理过程

一种焦炉炉门预制件安装方法.pdf
一种焦炉炉门预制件安装方法,其特征在于包括以下步骤:a、将螺栓、拉杆穿到每个预制件中;b、在平坦的水泥地面上按照炉门安装孔位置进行预制件拉线摆放;c、将纤维毯平铺在预制件的表面上;d、将炉门吊起和预制件组对,在炉门上面俯身进行螺栓紧固,完成炉门预制件安装。本发明的焦炉炉门预制件安装方法具有减少施工环节,减少工作量,节约机械台班和人工费用,改变螺栓紧固操作方式和提高工作效率的优点。
一种焦炉炉门整体浇筑工艺.pdf
本发明涉及一种焦炉炉门整体浇筑工艺。该工艺包括步骤:浇注料配料与混料,炉门外框平置,底部铺纳米微孔隔热板两层,焊锚固件和不锈钢网,将模具置于炉门外框上;将混配好的浇注料倒入模具中;振捣浇注料排除气泡,表面平整后模内养护10~12h,放入260~300℃窑炉中烘烤48小时;冷却后脱模涂防粘渣涂料;常温自然养护5~8天。采用本发明工艺整体浇筑炉门在焦炉上使用半年以上,无裂纹或脱落现象,表面不结焦,降低了炉门散热损失。