
一种大型扁方锻件的自由锻方法.pdf

悠柔****找我

1/8
2/8

3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型扁方锻件的自由锻方法.pdf
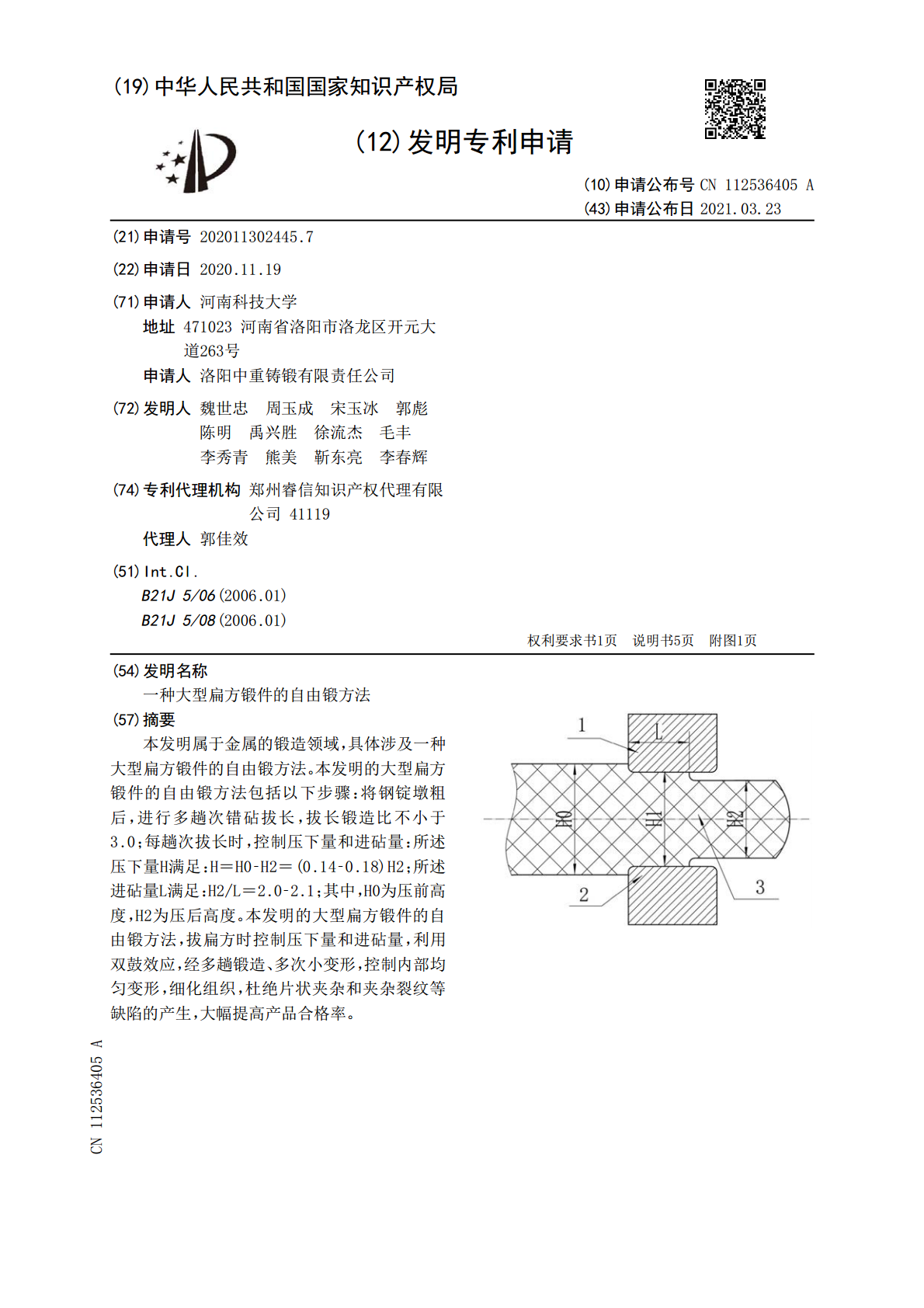
本发明属于金属的锻造领域,具体涉及一种大型扁方锻件的自由锻方法。本发明的大型扁方锻件的自由锻方法包括以下步骤:将钢锭墩粗后,进行多趟次错砧拔长,拔长锻造比不小于3.0;每趟次拔长时,控制压下量和进砧量:所述压下量H满足:H=H0‑H2=(0.14‑0.18)H2;所述进砧量L满足:H2/L=2.0‑2.1;其中,H0为压前高度,H2为压后高度。本发明的大型扁方锻件的自由锻方法,拔扁方时控制压下量和进砧量,利用双鼓效应,经多趟锻造、多次小变形,控制内部均匀变形,细化组织,杜绝片状夹杂和夹杂裂纹等缺陷的产生,

一种长轴类大型锻件的自由锻压方法.pdf
本发明公开了一种长轴类大型锻件的自由锻压方法,利用一种被动式转料机,按照以下步骤实施:步骤1、将被动式转料机与天车连接,将吊把与吊钩钩挂连接可靠;步骤2、对工件的端部进行自由锻压,经过初步锻压的工件在加热炉再次加热后,工件一端用操作机装夹,将工件另一端穿过环状链条并且前伸放在压机的砧子上;再控制操作机和天车一起左右移动,使得工件的端部放置在压机的砧子的合适位置,多次旋转工件锻压,直至该部位的锻压达到预定尺寸;将工件掉头后,按照上述方法锻压工件的另一端部;步骤3、对工件的中间部位进行自由锻压。本发明方法,配

大型自由锻件尺寸在线测量装置及方法.pdf
本发明公开了一种大型自由锻件尺寸在线测量装置及方法,本装置在锻压机两侧设置水平和垂直运动单元、激光投线法长度测量单元、测温寻边法直径在线测量单元、激光对射测距法直径在线测量单元、激光对射测距法直径离线测量单元、激光束投线法直径目测及预警单元,以及安装于操作机上的操作机位置测量单元,各测量单元安装于水平或垂直运动单元上,可水平或上下运动,本方法分别采用投射激光束法、红外测温自动寻边法和激光对射测距法得到锻件直径、长度尺寸及水平截面内的锻件轮廓;本装置和方法实现了锻件在线和离线尺寸测量,增强了测量功能,提高了
一种自由锻件的制造方法.pdf
本发明公开了一种自由锻件的制造方法,涉及锻件技术领域,具体包括(1)锻件加热、(2)锻件预备和(3)捶打锻造。该自由锻件的制造方法,加热后的锻件胚料平稳置于砧座表面时,电磁环上升包裹锻件胚料通电可持续对锻件胚料进行加热,从而起到保温效果,无需锻件胚料频繁来回于加热炉与砧座之间,从而提高加工效率,且电磁环外部连接有钢化玻璃,起到阻隔热量流失的作用,同时可阻挡因捶打而产生的溅射物,避免溅射至人体表面造成烫伤。

我国大型自由锻件生产现状分析.docx
我国大型自由锻件生产现状分析我国大型自由锻件生产现状分析一、引言大型自由锻件是指在锻造过程中不采用模具,在锻造机械的压力和力量作用下,直接通过锻造操作人员的技能和经验来完成锻造的产品。自由锻件具有锻造过程快速、成本低、生产效率高等优点,广泛应用于航空航天、能源、交通等行业。本文将对我国大型自由锻件的生产现状进行分析,进一步了解我国大型自由锻件生产的发展趋势和存在的问题。二、我国大型自由锻件生产的背景和特点近年来,中国经济快速发展,对大型自由锻件的需求不断增加。大型自由锻件在核电、风电、石油化工、船舶、高铁