
一种平凹连体玻璃面板加工方法.pdf

努力****爱敏

1/7

2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种平凹连体玻璃面板加工方法.pdf
本发明公开了一种平凹连体玻璃面板加工方法,包括如下:S1.设定与平凹电磁炉相匹配的连体玻璃面板一定结构,S2.选取一块所需大小的玻璃面板,采用加热炉进行对平板玻璃进行预加热;S3.将加热完毕的玻璃输送至高温炉内的带与产品凹部相匹配的凹模具相贴合且对玻璃进行挤压成型;最后晶化及化学强化。玻璃板的凹部为加热后由凹模具压铸结合通孔实现抽真空成型,能够有效减少以往压模成型而导致的凹凸不平的现象,其晶化与化学强化的手段有效进一步提高了玻璃板成型后的性能,提高了应用于炉时的强度与包覆性的紧贴传热的效果。

一种平凹一体化玻璃面板加工装置及其加工方法.pdf
本发明公开了一种平凹一体化玻璃面板加工装置,包括加热炉,所述加热炉的一侧设置有对玻璃进行再次加热的成型炉,所述成型炉远离加热炉的一侧设置有对成型玻璃进行降温处理的冷却机构,所述成型炉的一侧设置有对玻璃进行吸附的真空吸附机构,所述冷却机构的内部设置有移动机构,所所述成型炉的内部设置有对加热玻璃进行塑型的成型机构,所述加热炉一侧设置有用于玻璃晶化的晶化隧道炉,且与成型炉另一侧出口对接。本加工装置,可以实现平凹一体成型的玻璃面板加工,简化加工工序,增大产品的整体使用美观性,可有效用于电磁炉立体灶加热用的或其它电

一种玻璃面板的加工方法及用途.pdf
本发明提供了一种玻璃面板的加工方法及用途,涉及玻璃面板加工领域,该玻璃面板的加工方法,包括在贴保护膜之前在视窗区的玻璃面板上制备保护油层的步骤,该加工方法缓解了现有技术在去除保护膜的过程中在玻璃面板表面留有难以去除的胶印从而导致的产品不良率较高的技术问题,达到无胶印残留的技术效果。
一种平凹一体化玻璃面板成型结构及其成型方法.pdf
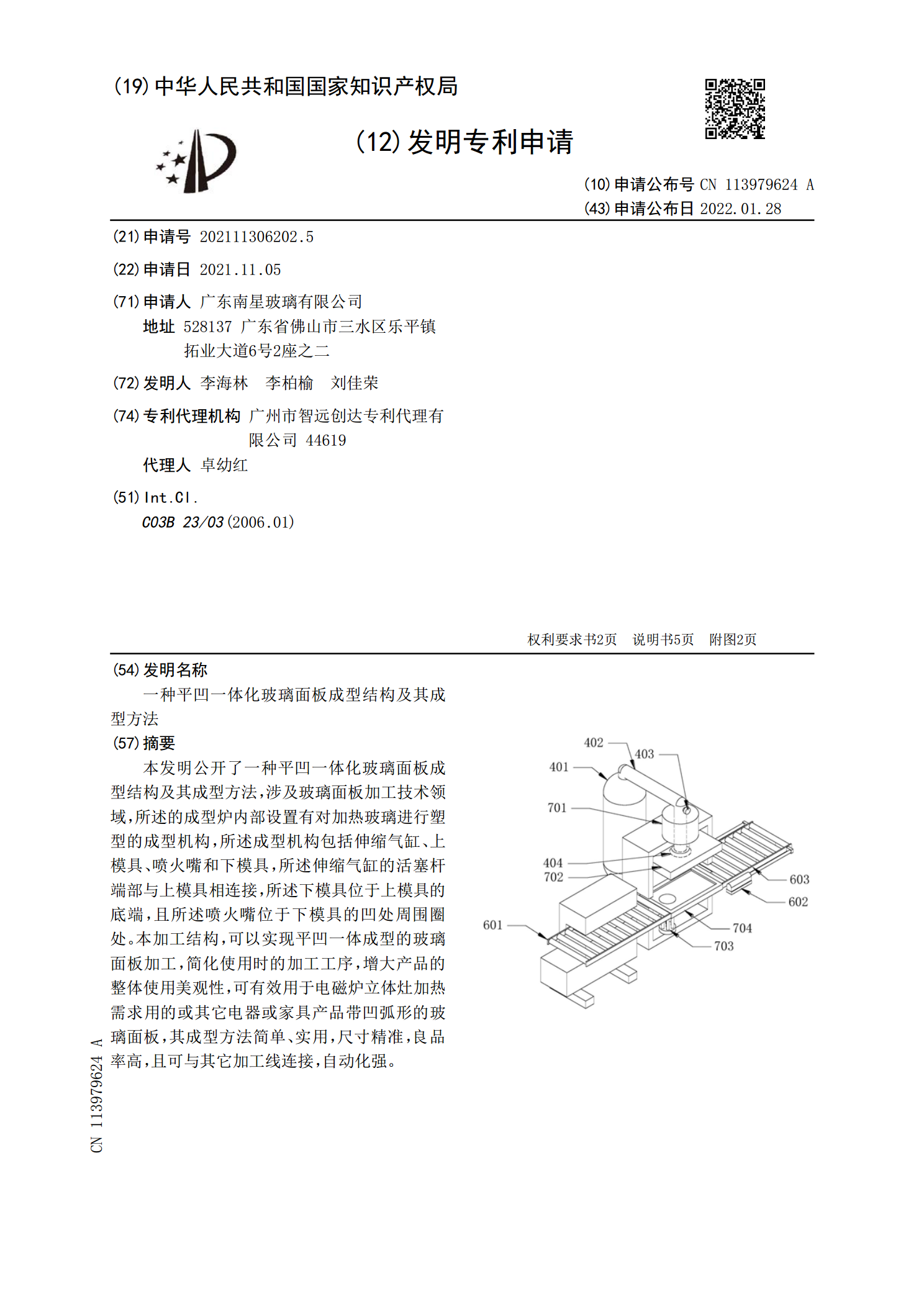
本发明公开了一种平凹一体化玻璃面板成型结构及其成型方法,涉及玻璃面板加工技术领域,所述的成型炉内部设置有对加热玻璃进行塑型的成型机构,所述成型机构包括伸缩气缸、上模具、喷火嘴和下模具,所述伸缩气缸的活塞杆端部与上模具相连接,所述下模具位于上模具的底端,且所述喷火嘴位于下模具的凹处周围圈处。本加工结构,可以实现平凹一体成型的玻璃面板加工,简化使用时的加工工序,增大产品的整体使用美观性,可有效用于电磁炉立体灶加热需求用的或其它电器或家具产品带凹弧形的玻璃面板,其成型方法简单、实用,尺寸精准,良品率高,且可与其

一种电饭煲玻璃面板加工工艺.pdf
本发明公开了一种电饭煲玻璃面板加工工艺。工艺包括以下几个步骤:(1)将玻璃切割成所需大小后进行磨边处理;(2)清洗至玻璃表面无脏污,无水渍及水滴残留;(3)清洗后的玻璃置于钢化炉中进行钢化;(4)印刷采用丝网印刷并分八次进行,每次印刷后烘干并清洗;(5)用拷贝纸将产品完全覆盖,再用珍珠棉包装,最后用泡沫相隔。本发明玻璃面板加工工艺简单,通过多次印刷,印刷图案、笔画清晰无露底、杂质、脏污,边部无毛刺缺口,线条平直,无锯齿状,有立体感,同时粘附性能好,不易脱落;通过钢化,提高了玻璃面板的强度,抗冲击达到104