
一种不锈钢件及用于加工该不锈钢件的方法.pdf

雨星****萌娃


1/8

2/8

3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不锈钢件及用于加工该不锈钢件的方法.pdf
本发明涉及不锈钢件加工技术领域,且公开了一种用于加工不锈钢件的方法,包括以下步骤:S1、将合金以及铁水加入到冶炼炉中剂型冶炼,在冶炼的过程中吹入氩气,使其完全溶解;S2、完全溶解后的液体进行精炼,精炼完成之后在温度1300‑1380℃下进行锻造,获得钢坯;S3、将钢坯升温至1300‑1380℃,利用热轧机对钢坯进行轧制,之后使钢坯降温至750‑850℃,再次进行轧制,之后将钢坯静置冷却至200‑300℃,获得不锈钢板;S4、将不锈钢板加热至1000‑1200℃,并对其进行保温,之后通过静置使钢板缓慢冷却。
一种用于不锈钢无缝管件件加工的多功能固定装置.pdf
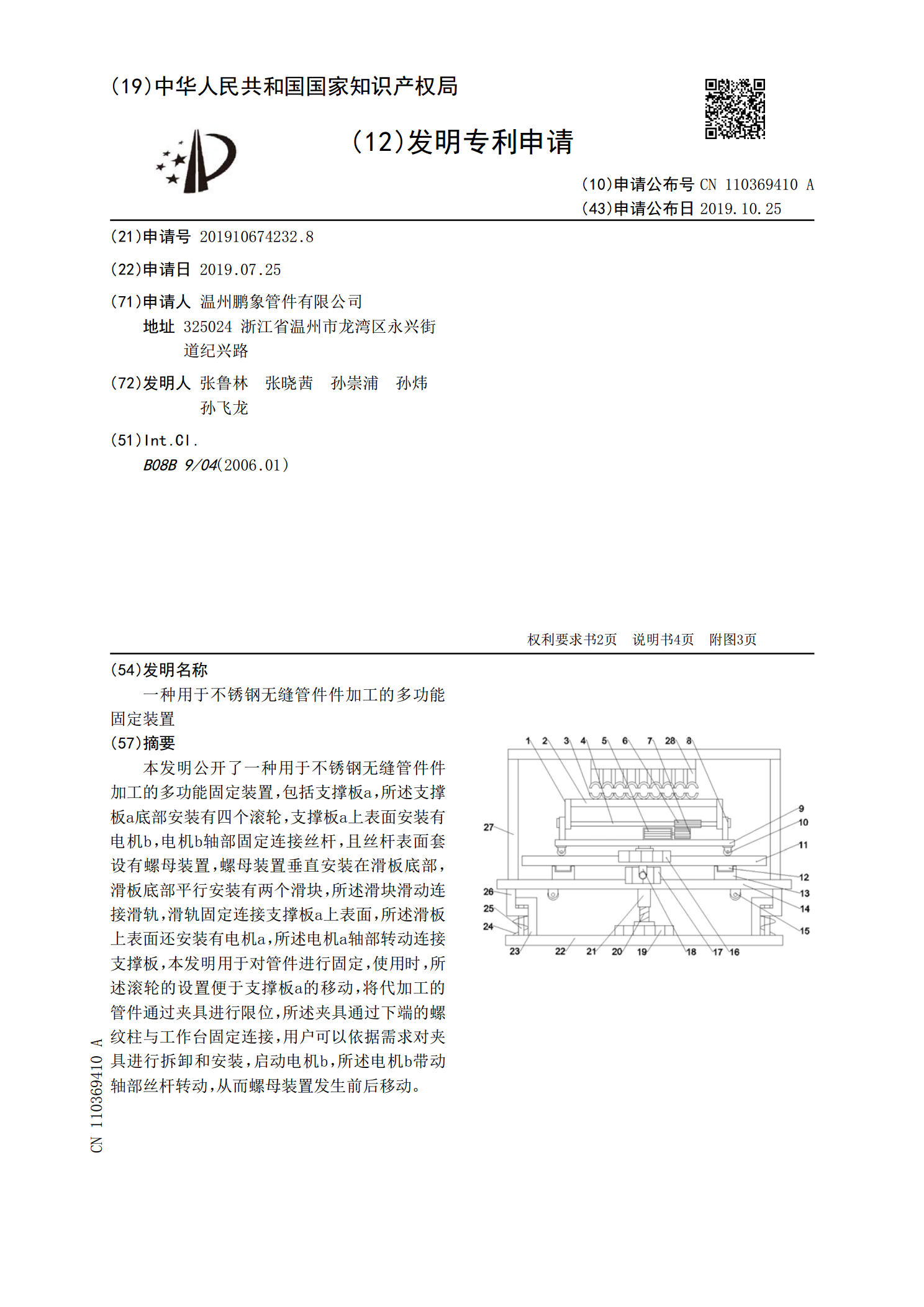
本发明公开了一种用于不锈钢无缝管件件加工的多功能固定装置,包括支撑板a,所述支撑板a底部安装有四个滚轮,支撑板a上表面安装有电机b,电机b轴部固定连接丝杆,且丝杆表面套设有螺母装置,螺母装置垂直安装在滑板底部,滑板底部平行安装有两个滑块,所述滑块滑动连接滑轨,滑轨固定连接支撑板a上表面,所述滑板上表面还安装有电机a,所述电机a轴部转动连接支撑板,本发明用于对管件进行固定,使用时,所述滚轮的设置便于支撑板a的移动,将代加工的管件通过夹具进行限位,所述夹具通过下端的螺纹柱与工作台固定连接,用户可以依据需求对夹

一种钣金件、该钣金件的加工方法及用于该加工方法的冲压模具.pdf
本发明提供一种钣金件,是用于某车型的前牵引钩螺母加强板等呈几字型而且具有不对称筋条布置特征的梁类冲压零件,还提供该钣金件的加工方法,包括顺序进行落料、冲筋条和翻折一侧直角型面、翻折周边型面、翻折另一侧直角型面和冲孔五道工序,冲压出来的零件都是合格品,完全消除了筋条叠料、孔位偏差、孔变形、孔尺寸超差、型面偏差、两边型面高低差等等冲压成型的问题。本发明还提供用于该加工方法的冲压模具,结构简单,便于加工和制造;使用方便,模具易切换,冲压零件合格率和稳定性大大提高。
不锈钢管件加工流程.pdf
不锈钢管件制造工艺流程下料成形(焊接)热处理表面处理切削加工无损检测表面防护标志①下料管件所用材料主要为管子、板材和棒材,根据材料特性和产品所用坯料的形状选择下料方法。坯料的形状、尺寸和其它要求根据不同产品的工艺规定进行。对于管子,常用的下料方法有带锯床或弓锯床切割、气割、等离子切割。对于板材,常用的下料方法有气割、等离子切割、冲床冲切。对于棒材,常用的下料方法有带锯床或弓锯床切割、冲剪切割。②成形(焊接)对所有管件的制造工艺来说,成形是其不可缺少的工序。因不同产品的成形工艺不尽相同,需要的篇幅较长,将在

高精不锈钢零件的加工方法.pdf
本发明涉及一种高精不锈钢零件的加工方法,通过本对零件仿形加工预留余量,将氮化位置加工预留量减小,再对零件进行稳定回火,稳定回火后进行磨、氮化、再加工等步骤,既防止了零件在最后进行氮化时产生的报废情况,又防止了非氮化面尺寸经过长时间高温处理导致零件变形,高精度尺寸超差的情况。本发明可以保证非氮化面高精度尺寸、氮层深度及氮化面超高精度尺寸同时合格,提高加工稳定性,效果十分显著。