
一种高硅奥氏体不锈钢无缝钢管的制造方法.pdf

努力****凌芹

1/7
2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高硅奥氏体不锈钢无缝钢管的制造方法.pdf
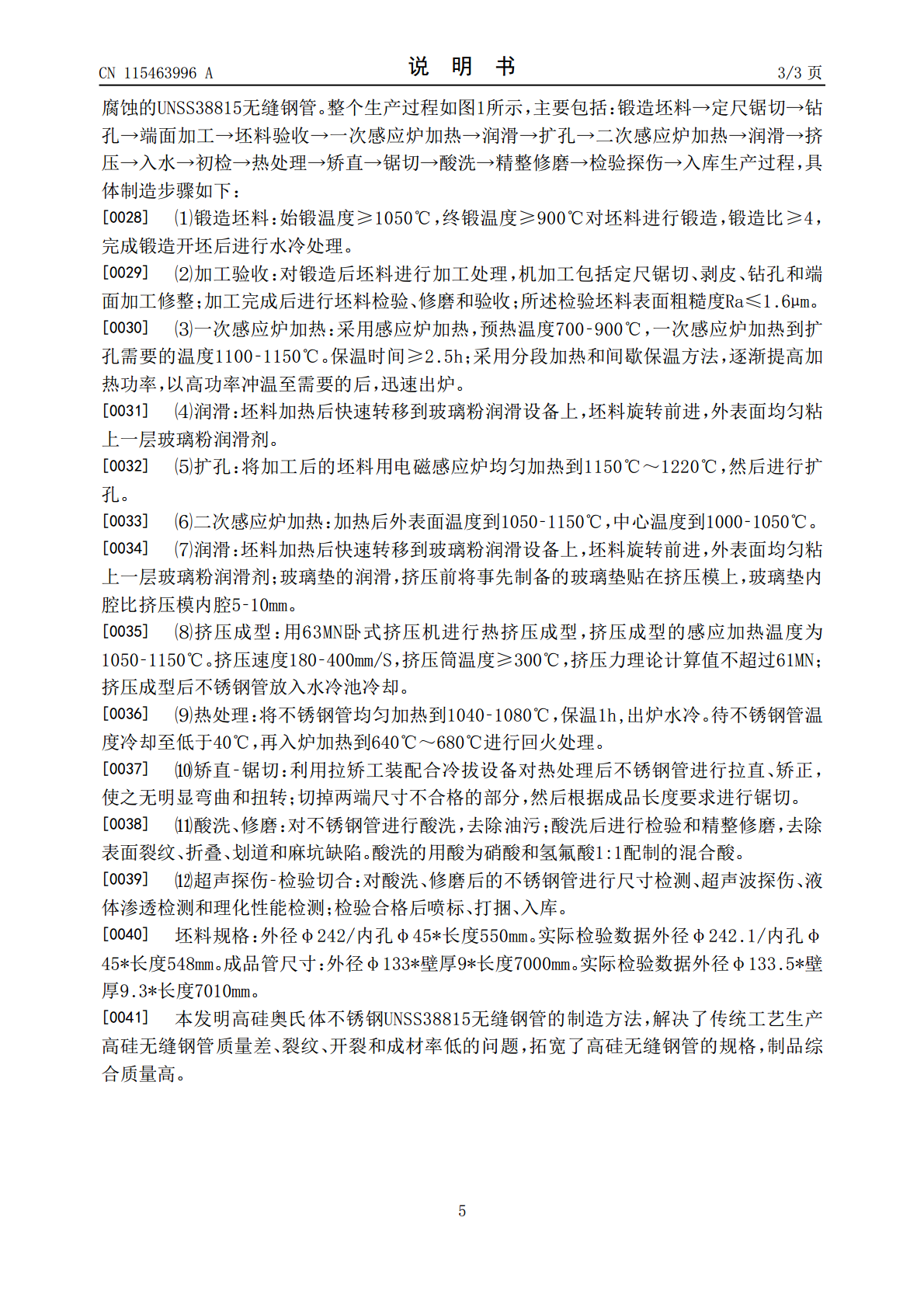
本发明涉及一种高硅奥氏体不锈钢无缝钢管的制造方法,制造步骤为:⑴锻造坯料;⑵加工验收;⑶一次感应炉加热;⑷润滑;⑸扩孔;⑹二次感应炉加热;⑺润滑;⑻挤压成型;⑼热处理;⑽矫直‑锯切;⑾酸洗、修磨;⑿超声探伤‑检验切合。高硅奥氏体不锈钢管为耐浓硫酸腐蚀的UNSS38815无缝钢管。本发明采用锻坯+扩孔+挤压工艺生产无缝钢管,加工后的不锈钢管尺寸、外径和壁厚公差符合标准要求,表面质量好,解决了传统工艺生产高硅无缝钢管质量差、成材率低的问题,拓宽了高硅无缝钢管的规格。

一种高硅含钛奥氏体不锈钢材质管坯的制造方法.pdf
本发明属于冶金材料技术领域,涉及一种高硅含钛奥氏体不锈钢材质管坯的制造方法。所述的制造方法依次包括如下步骤:(1)高硅含钛奥氏体不锈钢配料真空感应炉冶炼;(2)真空自耗重熔;(3)均质化锻造:先后进行快锻机锻造和精锻机锻造,快锻机锻造先后进行锻打钳把工序、预变形工序、均匀化热处理工序、快锻工序、切割工序;精锻机锻造先后进行保温工序和精锻工序。利用本发明的高硅含钛奥氏体不锈钢材质管坯的制造方法,能够使制造的管坯满足快堆堆芯包壳材料对管坯中有害元素O和S含量、夹杂物水平以及组织均匀性控制的要求。
一种制造优良的奥氏体不锈钢无缝钢管的方法.pdf
本发明公开了一种优良的奥氏体不锈钢无缝钢管的制造方法,包含如下步骤:1)按造上述元素配比进行熔化,将铁水灌入规定的模具当中,冷却后得到圆柱形钢锭;2)在1045℃温度附近对圆柱形钢锭进行低温穿孔形成管坯;3)对管坯进行第一次酸洗;4)用连轧管机对酸洗过的管坯进行轧制;5)用16机架减径机对轧制后的毛管减径;6)然后对减径后的钢管进行回火处理,之后空冷至室温,接下来对钢管在加热,出炉后水冷淬火;7)将上述成品管进行酸洗。经检测,钢管的屈服强度达1245MPa,抗拉强度达1340MPa。目的之二,夏比V型0℃
一种高纯净高氮奥氏体不锈钢的制造方法.pdf
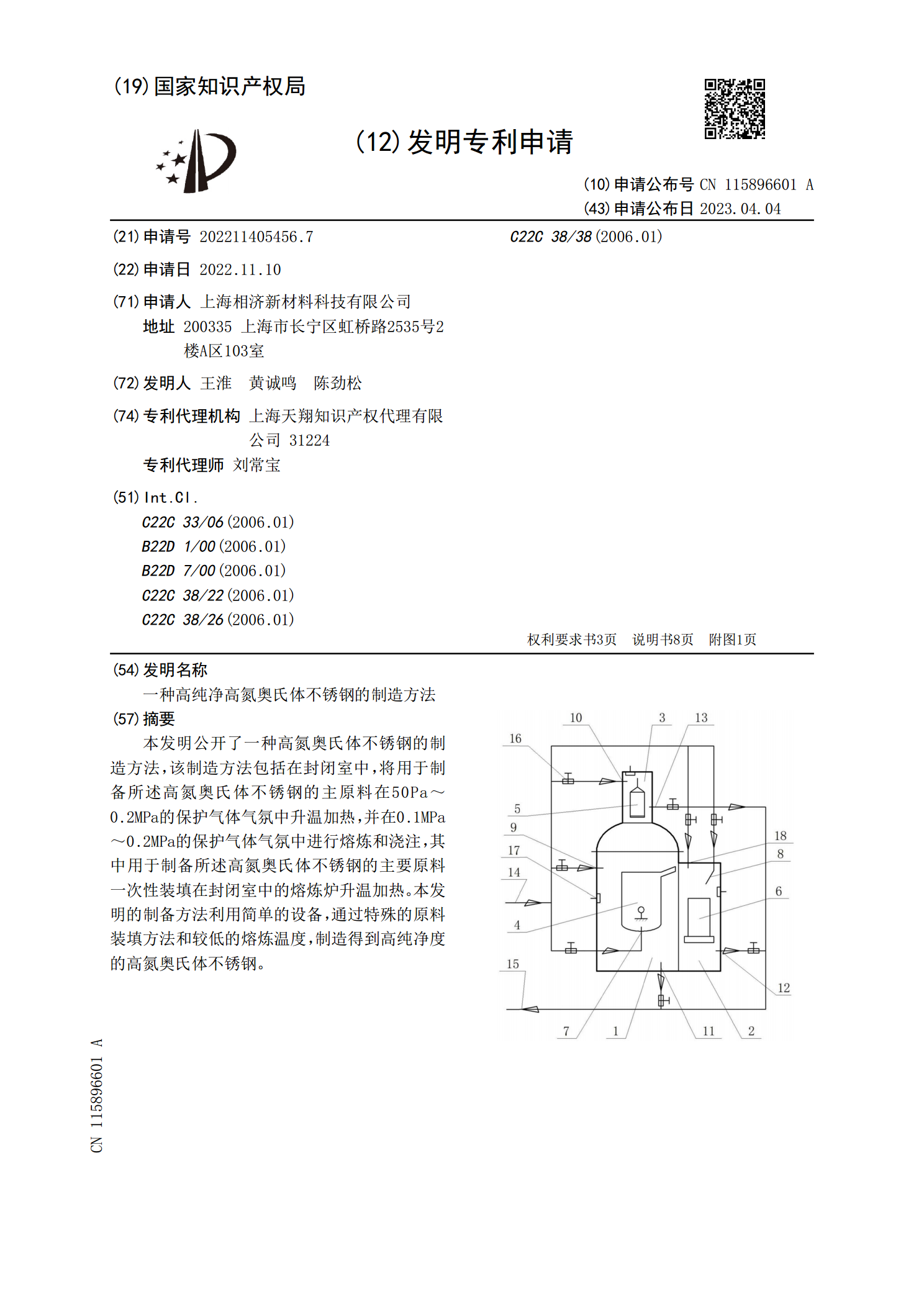
本发明公开了一种高氮奥氏体不锈钢的制造方法,该制造方法包括在封闭室中,将用于制备所述高氮奥氏体不锈钢的主原料在50Pa~0.2MPa的保护气体气氛中升温加热,并在0.1MPa~0.2MPa的保护气体气氛中进行熔炼和浇注,其中用于制备所述高氮奥氏体不锈钢的主要原料一次性装填在封闭室中的熔炼炉升温加热。本发明的制备方法利用简单的设备,通过特殊的原料装填方法和较低的熔炼温度,制造得到高纯净度的高氮奥氏体不锈钢。
一种高氮无磁奥氏体不锈钢及其制造方法.pdf
本发明涉及一种高氮无磁奥氏体不锈钢,其化学成分重量百分比如下:C:0.01~0.10,Si:≤1.0,Mn:17.0~24.0,P:≤0.035,S:≤0.015,Ni:1.0~4.0,Cr:17.0~24.0,Mo:≤1.0,N:0.50~0.80,其余为Fe和不可避免的杂质组成。本发明的制造方法包括:电炉+AOD+LF方式冶炼,连铸或者模铸扁锭,连铸控制过热度小于50℃;将连铸坯或模铸扁锭放入步进式加热炉中加热,在轧机上热轧成所需规格的板材,终轧温度在800~950℃,热轧板材进行酸洗后得到高氮奥氏体