
连续退火炉加热段入口区域炉辊横向温度精准控制方法.pdf

萌运****魔王

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连续退火炉加热段入口区域炉辊横向温度精准控制方法.pdf
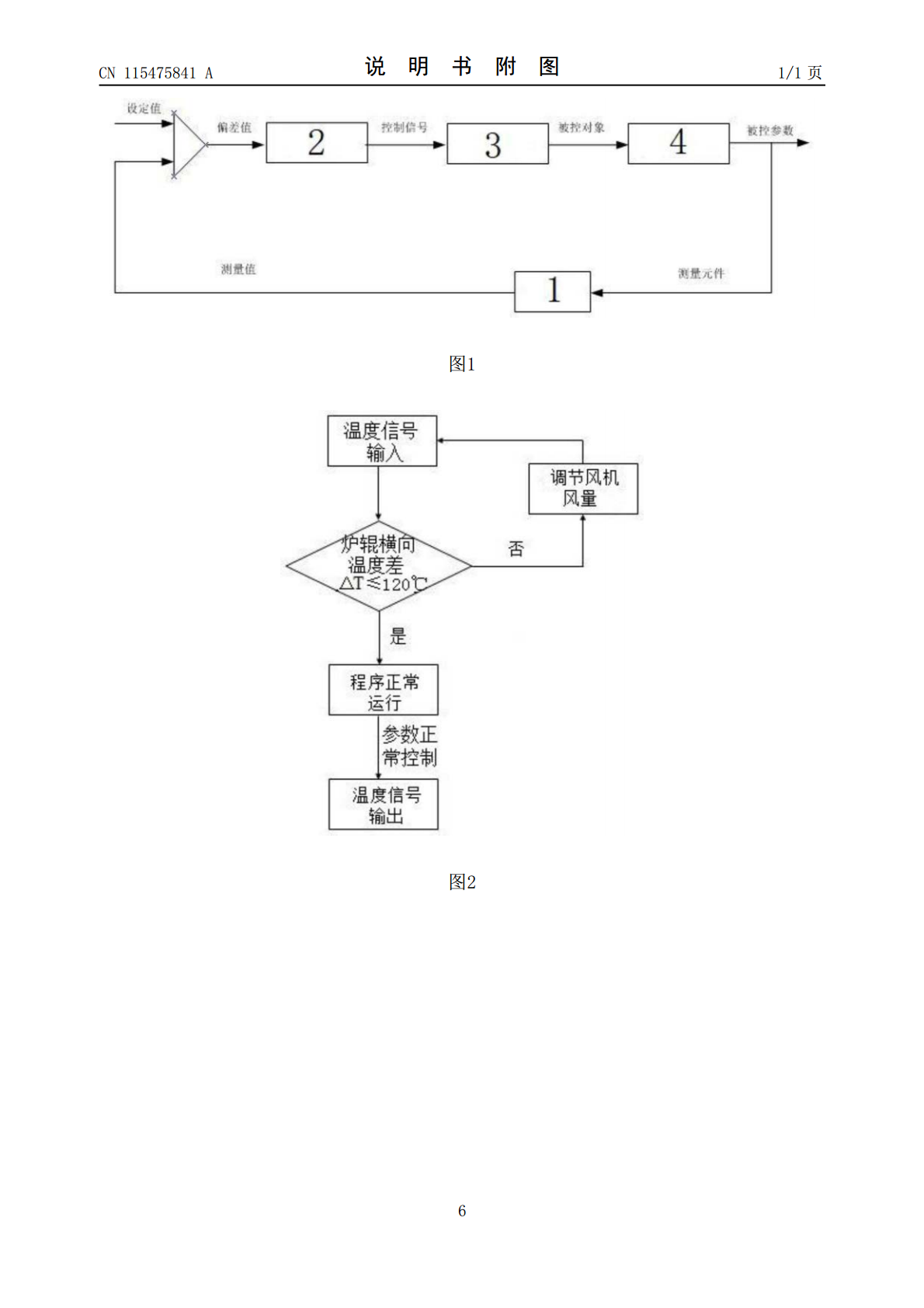
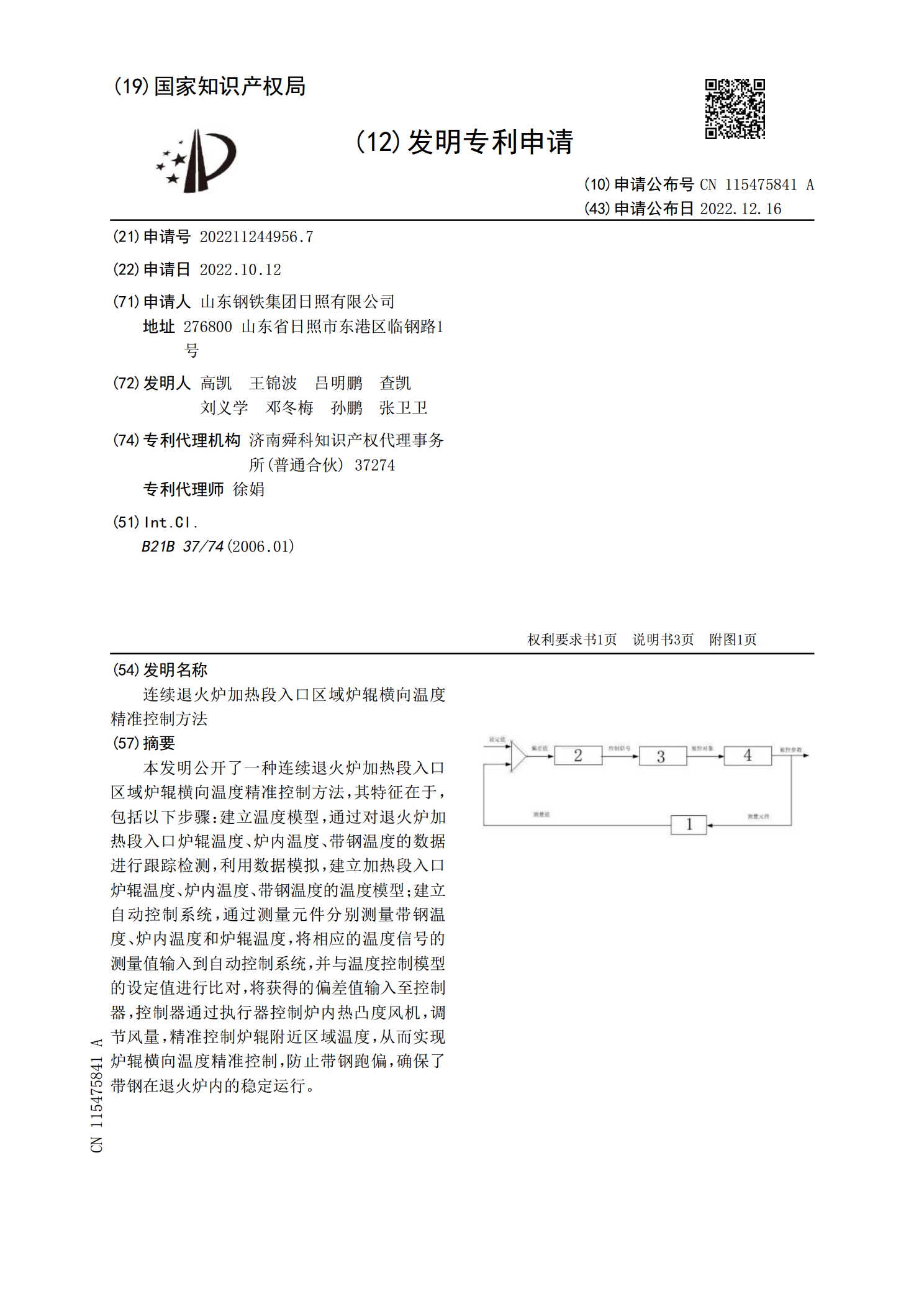
本发明公开了一种连续退火炉加热段入口区域炉辊横向温度精准控制方法,其特征在于,包括以下步骤:建立温度模型,通过对退火炉加热段入口炉辊温度、炉内温度、带钢温度的数据进行跟踪检测,利用数据模拟,建立加热段入口炉辊温度、炉内温度、带钢温度的温度模型;建立自动控制系统,通过测量元件分别测量带钢温度、炉内温度和炉辊温度,将相应的温度信号的测量值输入到自动控制系统,并与温度控制模型的设定值进行比对,将获得的偏差值输入至控制器,控制器通过执行器控制炉内热凸度风机,调节风量,精准控制炉辊附近区域温度,从而实现炉辊横向温度
退火炉加热段温度控制方法及装置.pdf
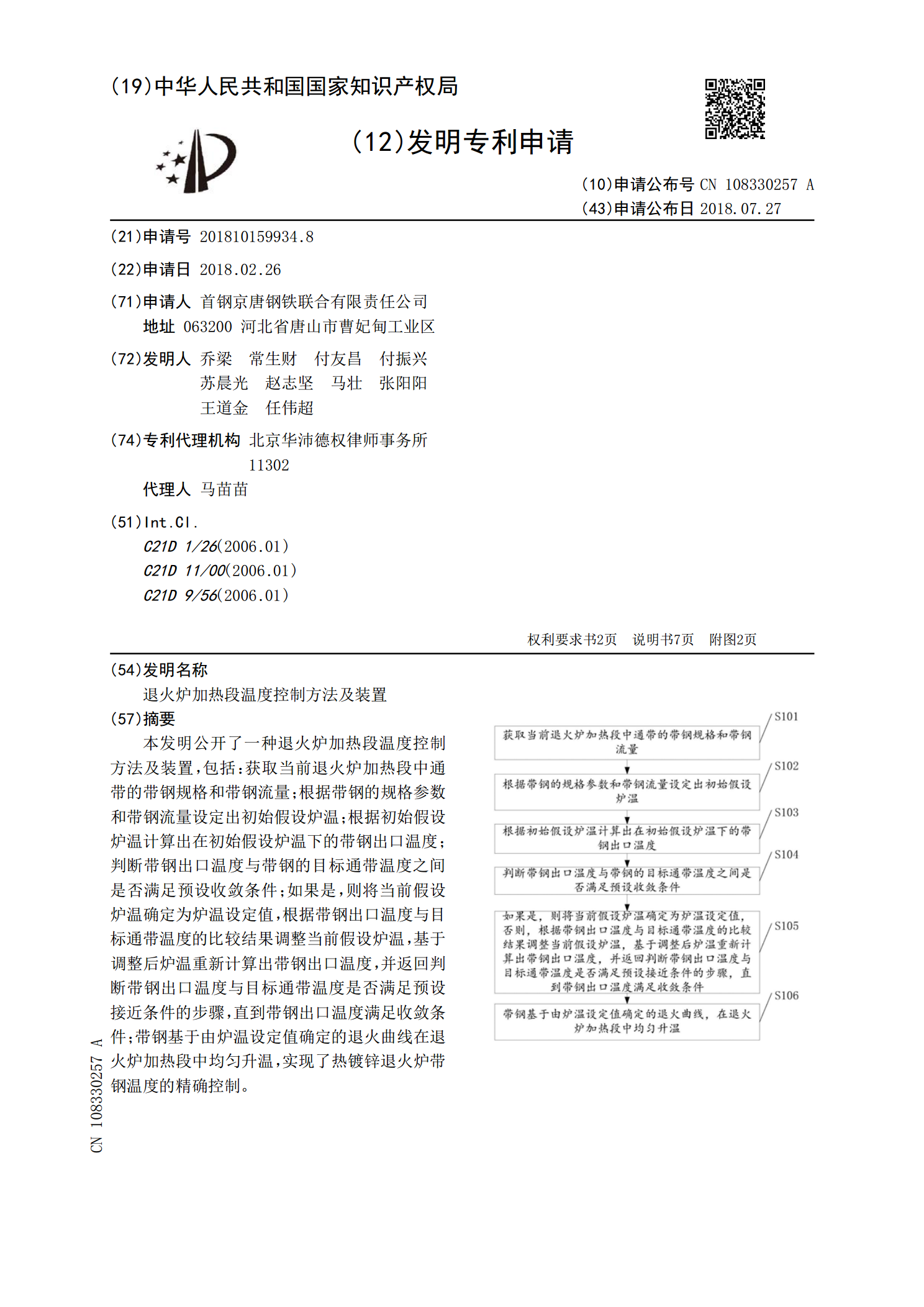
本发明公开了一种退火炉加热段温度控制方法及装置,包括:获取当前退火炉加热段中通带的带钢规格和带钢流量;根据带钢的规格参数和带钢流量设定出初始假设炉温;根据初始假设炉温计算出在初始假设炉温下的带钢出口温度;判断带钢出口温度与带钢的目标通带温度之间是否满足预设收敛条件;如果是,则将当前假设炉温确定为炉温设定值,根据带钢出口温度与目标通带温度的比较结果调整当前假设炉温,基于调整后炉温重新计算出带钢出口温度,并返回判断带钢出口温度与目标通带温度是否满足预设接近条件的步骤,直到带钢出口温度满足收敛条件;带钢基于由炉

冷轧连退线退火炉加热段炉辊辊型改造.docx
冷轧连退线退火炉加热段炉辊辊型改造冷轧连退线退火炉加热段炉辊辊型改造摘要:随着钢铁工业的发展,冷轧连退线退火炉成为了重要的热处理设备之一。然而,在连退线退火过程中,炉辊运行过程中受到了很大的磨损,导致其寿命较短。因此,对于炉辊辊型的改造成为了提高炉辊寿命的有效手段。本论文针对冷轧连退线退火炉加热段炉辊辊型改造进行了详细的研究和探讨。关键词:冷轧连退线退火炉,炉辊,辊型改造,寿命,磨损引言:冷轧连退线退火炉是钢铁工业中常见的热处理设备,其用于提高冷轧板材的硬度、强度和延展性等性能。然而,在连退线退火过程中,
冷轧连续退火炉炉辊的更换方法.pdf
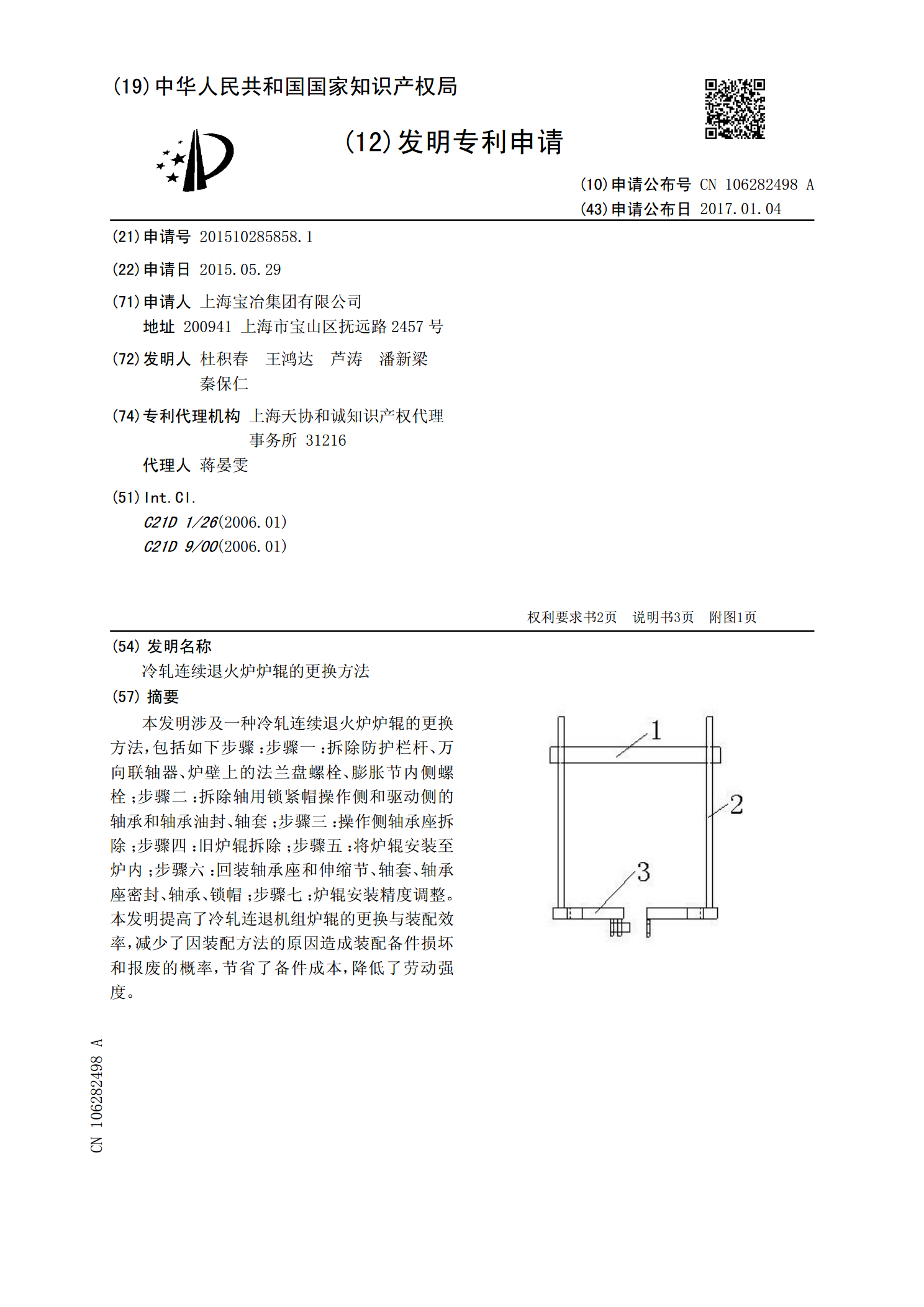
本发明涉及一种冷轧连续退火炉炉辊的更换方法,包括如下步骤:步骤一:拆除防护栏杆、万向联轴器、炉壁上的法兰盘螺栓、膨胀节内侧螺栓;步骤二:拆除轴用锁紧帽操作侧和驱动侧的轴承和轴承油封、轴套;步骤三:操作侧轴承座拆除;步骤四:旧炉辊拆除;步骤五:将炉辊安装至炉内;步骤六:回装轴承座和伸缩节、轴套、轴承座密封、轴承、锁帽;步骤七:炉辊安装精度调整。本发明提高了冷轧连退机组炉辊的更换与装配效率,减少了因装配方法的原因造成装配备件损坏和报废的概率,节省了备件成本,降低了劳动强度。
抑制连续退火炉炉辊结瘤的方法.pdf
本发明公开了一种抑制连续退火炉炉辊结瘤的方法,其采用酸洗轧制联合机组和连续退火机组,所述方法工艺为:所述酸洗轧制联合机组中采用5机架连轧机组;所述连轧机组中至少F1~F3的工作辊进行镀Cr处理,镀Cr后轧辊硬度不低于900Hv;F1工作辊粗糙度控制在0.3~1.3微米,F2~F4工作辊的粗糙度控制在≤1.1微米,F5机架工作辊的粗糙度控制在2.0~5.0微米。本方法不涉及修改炉辊涂层成分,通过对两个工序过程各个参数的控制,从而抑制炉辊结瘤,达到了延长退火炉炉辊使用寿命的目的。采用本方法后可以达到抑制发生连