
一种高强度铝型材成型工艺.pdf

一只****iu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高强度铝型材成型工艺.pdf
本发明涉及铝型材加工技术领域,公开了一种高强度铝型材成型工艺,包括用于加热多个铝型材的炉体,所述炉体上设有线圈,炉体的顶端还设有铁棒,铝型材的中部开设有中心槽,且铁棒上还设有多组用于传导热量的弹性金属薄片,矩形框内部设有多组横向交叉臂和纵向交叉臂,横向交叉臂用于控制相邻纵向交叉臂的间距,铁棒位于对应纵向交叉臂的底端,横向交叉臂与纵向交叉臂的端部还分别连接有横向拉绳和纵向拉绳,横向拉绳与纵向拉绳的另一端通过同一个牵引绳与外部的卷扬机相连接。相较于现有技术,本申请解决了时效炉加热铝型材受热不均匀、效率低等系列
一种铝型材挤压成型工艺.pdf
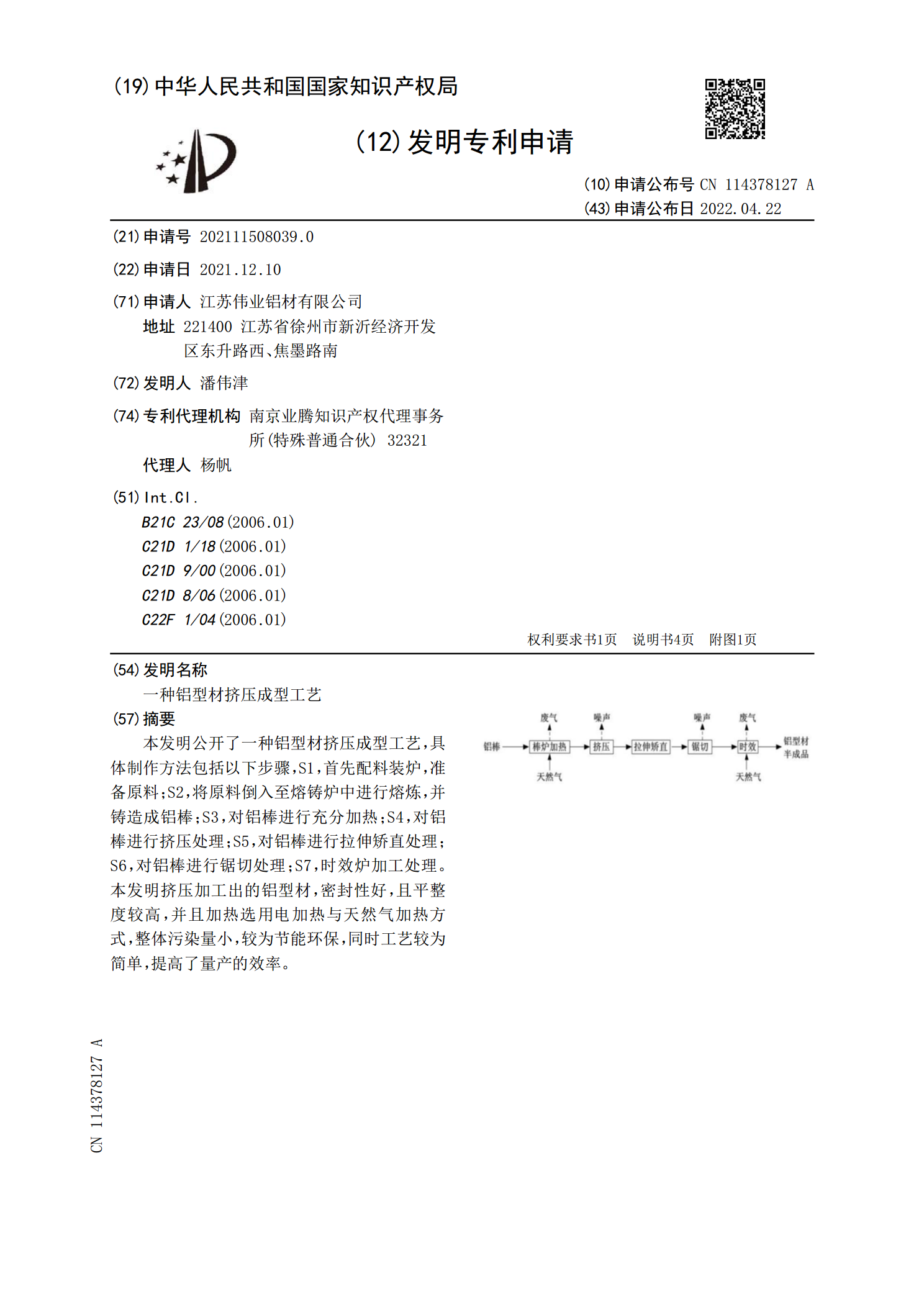
本发明公开了一种铝型材挤压成型工艺,具体制作方法包括以下步骤,S1,首先配料装炉,准备原料;S2,将原料倒入至熔铸炉中进行熔炼,并铸造成铝棒;S3,对铝棒进行充分加热;S4,对铝棒进行挤压处理;S5,对铝棒进行拉伸矫直处理;S6,对铝棒进行锯切处理;S7,时效炉加工处理。本发明挤压加工出的铝型材,密封性好,且平整度较高,并且加热选用电加热与天然气加热方式,整体污染量小,较为节能环保,同时工艺较为简单,提高了量产的效率。

一种高强度螺钉的成型工艺.pdf
本发明属于紧固件成型技术领域,具体涉及一种高强度螺钉的成型工艺。本发明提供的高强度螺钉的成型工艺,包括步骤1:将金属棒材切割成段得到金属段材;步骤2:对金属段材加热墩头;步骤3:将墩头端整形成正六棱柱形的螺钉头并进行倒角开槽,得到螺钉初坯;步骤4:对螺钉初坯进行热处理;步骤5:对远离螺钉头的一端进行滚丝;步骤6:使用抛丸机对表面进行抛丸处理,得到螺钉精坯;步骤7:洗去螺钉精坯表面的附着物;步骤8:对洁净的螺钉精坯进行发黑处理,得到所述的高强度螺钉。本发明提供的高强度螺钉的成型工艺,整体工艺步骤简单易行,综

6063铝型材框成型工艺与加工工艺设计.docx
6063铝型材框成型工艺与加工工艺设计标题:6063铝型材框成型工艺与加工工艺设计摘要:本论文旨在研究6063铝型材框成型工艺与加工工艺设计,通过对6063铝型材的特性及加工要求的分析,提出了适用于6063铝型材框成型的工艺方案,并探讨了加工过程中的注意事项和优化措施,以期提高产品质量和生产效率。关键词:6063铝型材、框成型、加工工艺、产品质量、生产效率一、引言6063铝合金具有轻质、高强度、可塑性好、耐腐蚀等优点,广泛应用于建筑、交通工具、电子设备等领域。作为一种重要的工业材料,对其成型工艺和加工工艺
一种高强度实心轮胎及其成型工艺.pdf
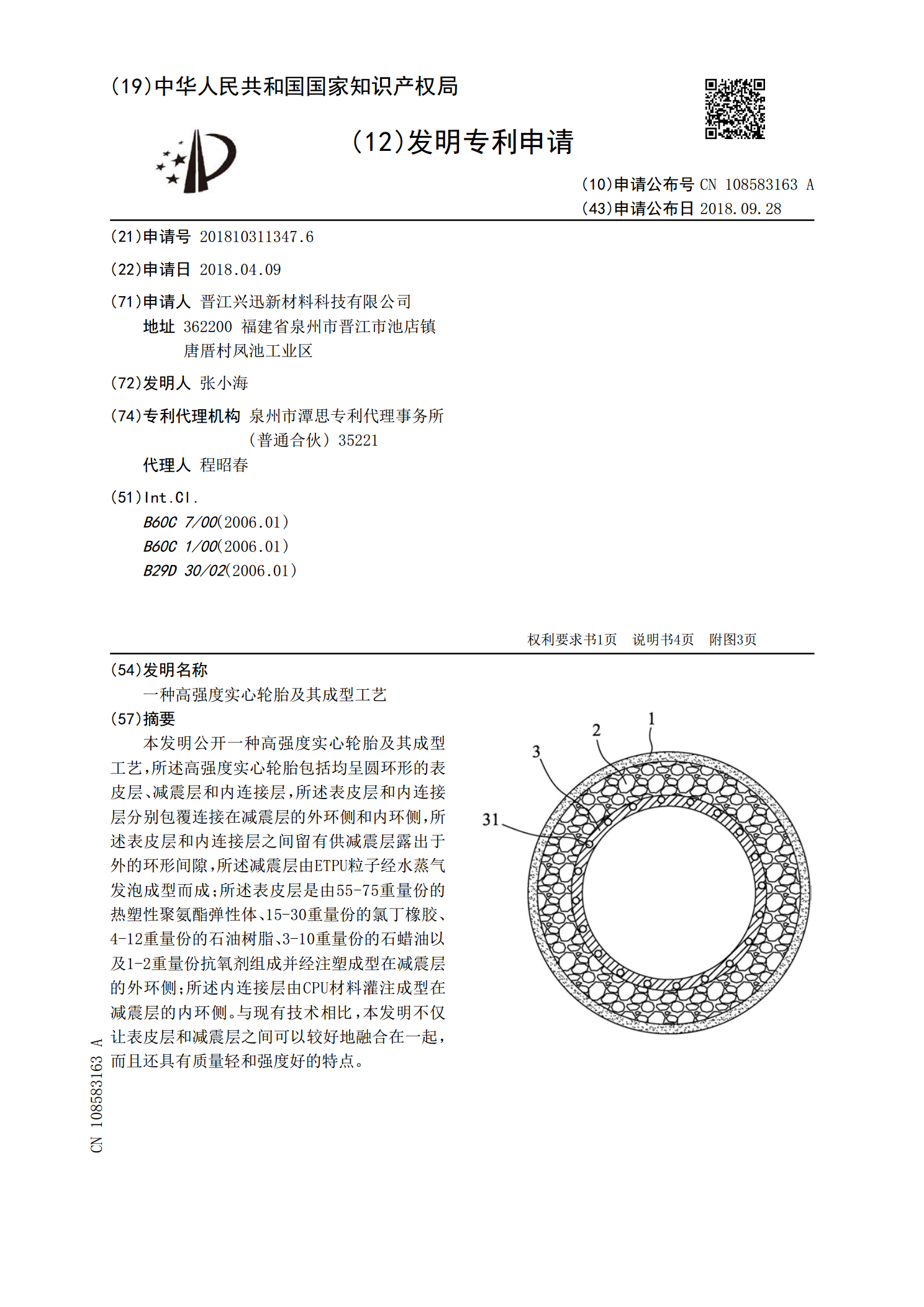
本发明公开一种高强度实心轮胎及其成型工艺,所述高强度实心轮胎包括均呈圆环形的表皮层、减震层和内连接层,所述表皮层和内连接层分别包覆连接在减震层的外环侧和内环侧,所述表皮层和内连接层之间留有供减震层露出于外的环形间隙,所述减震层由ETPU粒子经水蒸气发泡成型而成;所述表皮层是由55‑75重量份的热塑性聚氨酯弹性体、15‑30重量份的氯丁橡胶、4‑12重量份的石油树脂、3‑10重量份的石蜡油以及1‑2重量份抗氧剂组成并经注塑成型在减震层的外环侧;所述内连接层由CPU材料灌注成型在减震层的内环侧。与现有技术相比