
一种真空感应炉冶炼铁镍基高温合金低氧控制方法.pdf

书生****瑞梦

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种真空感应炉冶炼铁镍基高温合金低氧控制方法.pdf
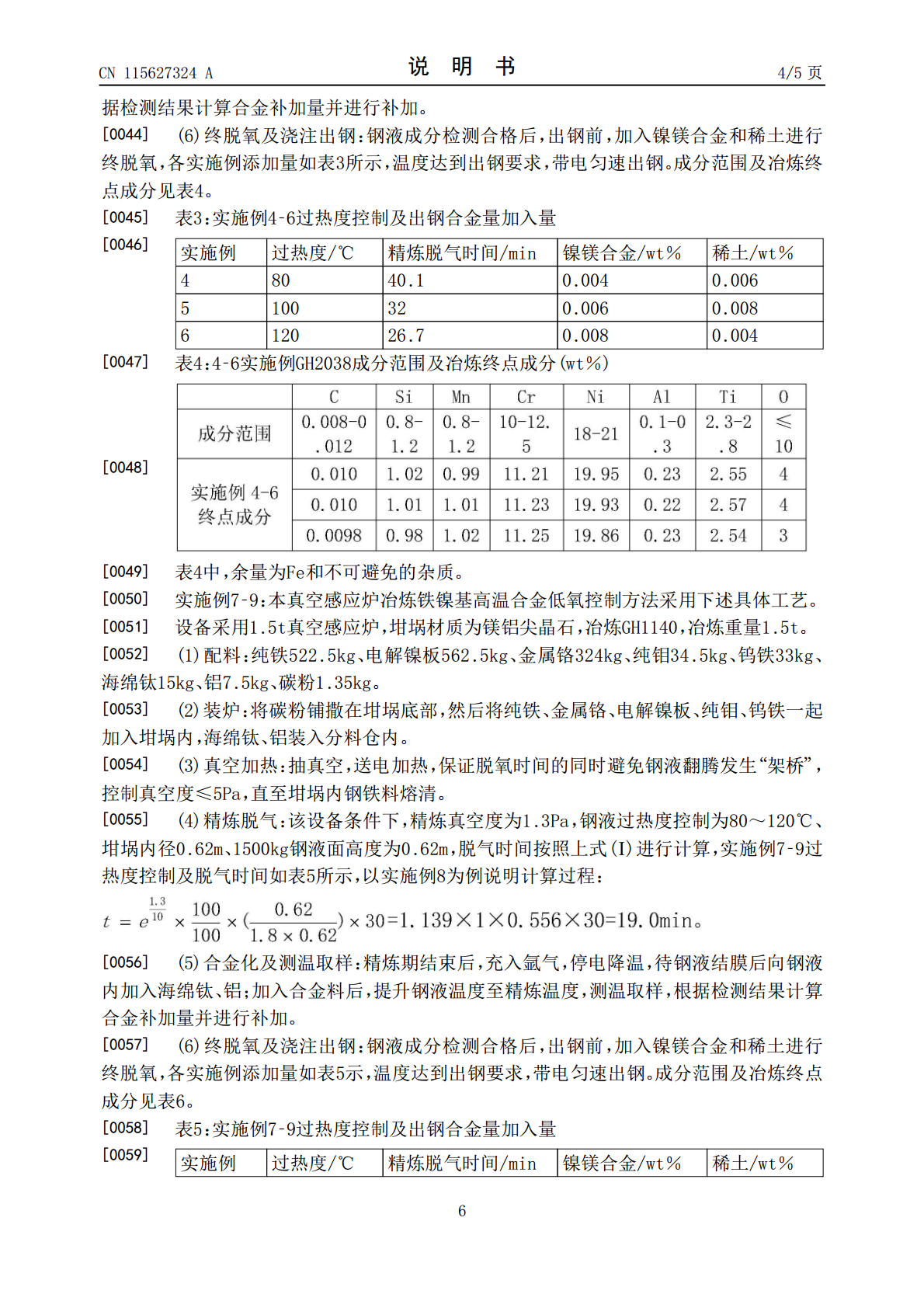
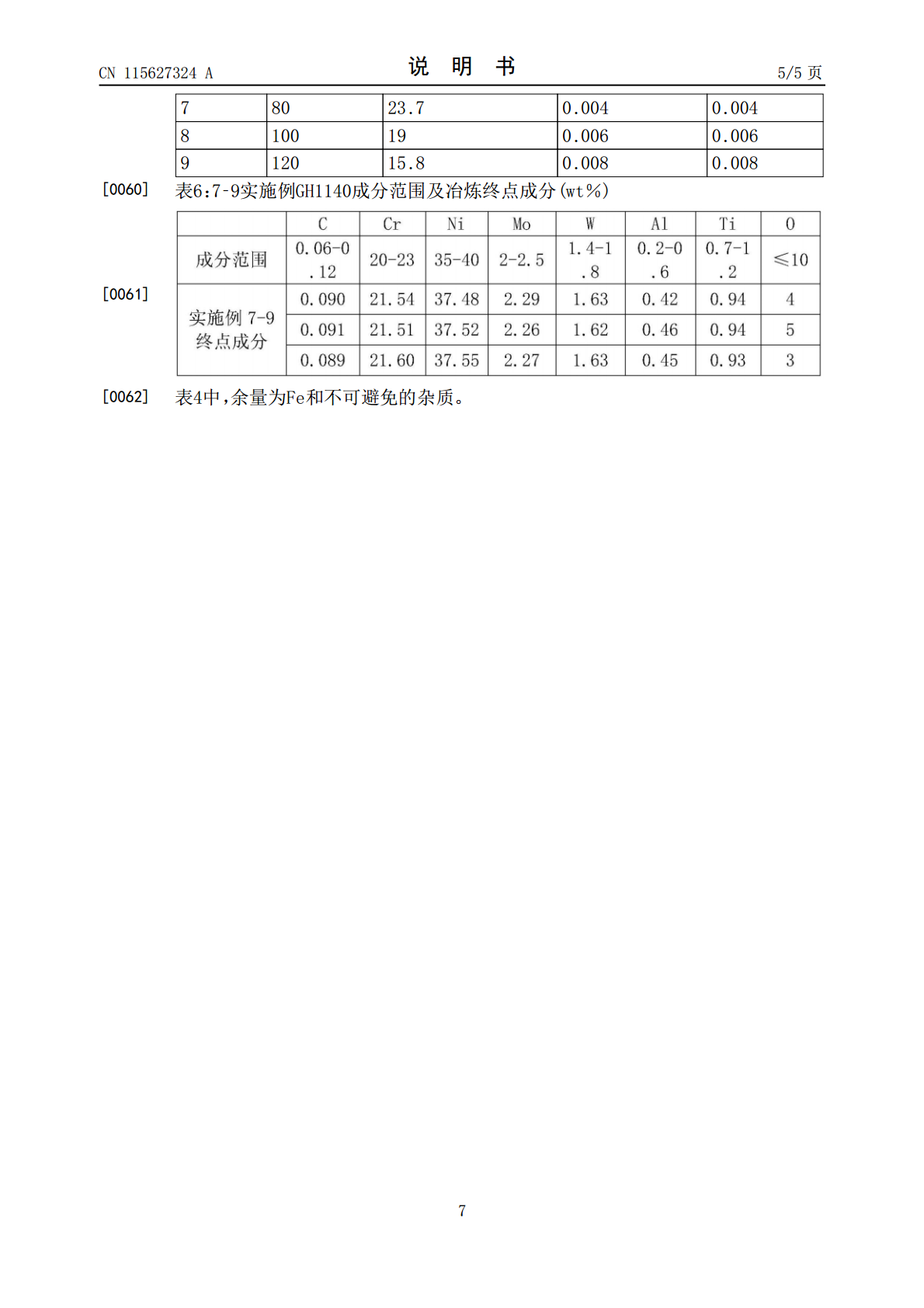
本发明公开了一种真空感应炉冶炼铁镍基高温合金低氧控制方法,其包括装炉、真空加热、精炼脱气、合金化和终脱氧及浇注出钢过程;所述精炼脱气过程:在真空度≤5Pa下进行高真空脱气,脱气时间按照式(Ⅰ)进行计算。本方法不仅保证了铁镍基高温合金产品成分的稳定性还充分发挥了真空感应炉的特点,最大限度的保证了产品中氧含量维持在较低的水平;本方法针对真空精炼脱气过程中脱气时间形成经验公式,能精准控制脱气时间。尤其是终脱氧采取镍镁合金+稀土双联工艺进行脱氧,有效控制钢液中氧含量维持在极低水平。本方法比通常方法冶炼极大的降低了
一种真空感应炉冶炼镍基高温合金的方法.pdf
本发明涉及一种真空感应炉冶炼镍基高温合金的方法,它包括下述依次的步骤:Ⅰ按照配比将合金原料装入炉内;Ⅱ关闭炉盖抽真空,送电熔化炉料;Ⅲ熔化期,熔化速度≤1/2炉最大容量/小时;Ⅳ前精炼期?炉料全部化清后,开始底吹氩气精炼,精炼20-25分钟;Ⅴ合金化期停止吹氩,加入Al、Ti进行合金化;ⅥAl、Ti化清后,进入后精炼期,再次进行底吹氩气精炼;Ⅶ充气?精炼结束后,关闭真空泵,向炉内与锭模内充入氩气;Ⅷ终点合金化:加入B、Zr、稀土元素,加入Ni-Mg合金;Ⅸ3-4分钟后带电出钢浇铸成合金锭。本真空感应炉冶炼
一种镍基高温合金的氮化方法.pdf
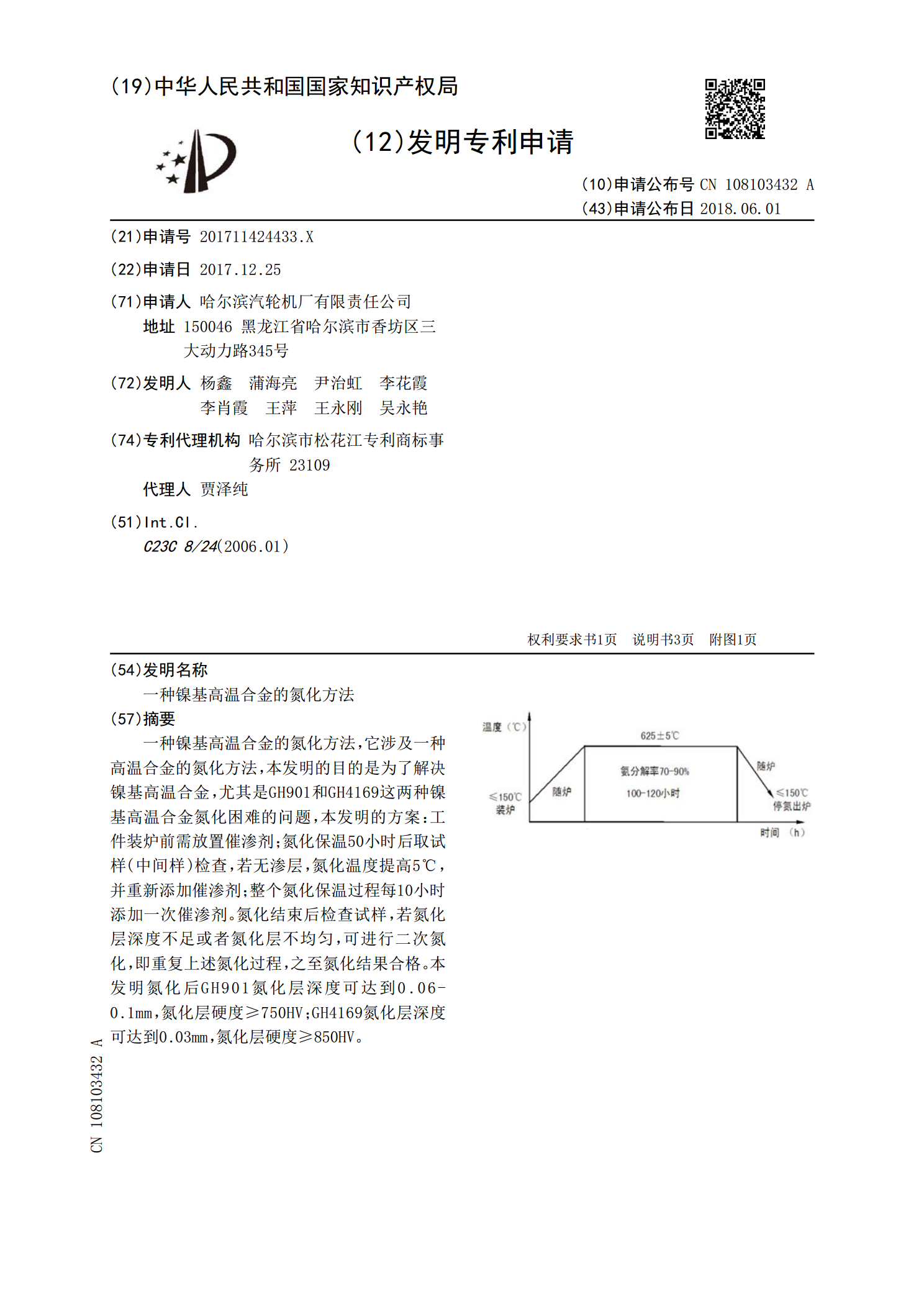
一种镍基高温合金的氮化方法,它涉及一种高温合金的氮化方法,本发明的目的是为了解决镍基高温合金,尤其是GH901和GH4169这两种镍基高温合金氮化困难的问题,本发明的方案:工件装炉前需放置催渗剂;氮化保温50小时后取试样(中间样)检查,若无渗层,氮化温度提高5℃,并重新添加催渗剂;整个氮化保温过程每10小时添加一次催渗剂。氮化结束后检查试样,若氮化层深度不足或者氮化层不均匀,可进行二次氮化,即重复上述氮化过程,之至氮化结果合格。本发明氮化后GH901氮化层深度可达到0.06‑0.1mm,氮化层硬度≥750
一种镍基高温合金脱硫的方法.pdf
本发明公开了一种镍基高温合金脱硫的方法,该方法包括:精选冶炼原材料;采用ZG‑0.025型真空感应熔炼炉熔炼Inconel690合金铸锭,其工艺参数为:抽真空至0.01Pa,10~15kW:10~20min;20~25kW直到熔化;真空度≤0.1Pa,精炼20min,电磁搅拌;高真空下充入高纯氩气,调整温度,加入元素铝、硅、钛、铌和钼及易挥发元素锰进行微合金化和脱氧,电磁搅拌;降低功率,浇注,冷却取出铸锭,切除冒口。本发明得到的镍基高温合金内部组织致密、化学成分均匀、无缩孔和缩松,铸锭硫含量≤5ppm。
一种镍基高温合金脱氧的方法.pdf
本发明公开了一种镍基高温合金脱氧的方法,该方法包括:精选冶炼原材料;采用ZG‑0.025型真空感应熔炼炉熔炼Inconel690合金铸锭,其工艺参数为:抽真空至0.01Pa,10~15kW:10~20min;20~25kW直到熔化;真空度≤0.1Pa,精炼10min,电磁搅拌;真空下降低功率至5kW冷冻放气,再升温,反复2‑3次;高真空充入高纯氩气,调整温度,加入脱氧元素稀土镧和镁,电磁搅拌后加入微合金化元素硅、铝、钛、铌和钼及易挥发元素锰,电磁搅拌;降低功率,浇注,冷却取出铸锭,切除冒口。本发明得到的铸