
一种超超临界锅炉管HR3C的加工方法.pdf

是你****盟主

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超超临界锅炉管HR3C的加工方法.pdf
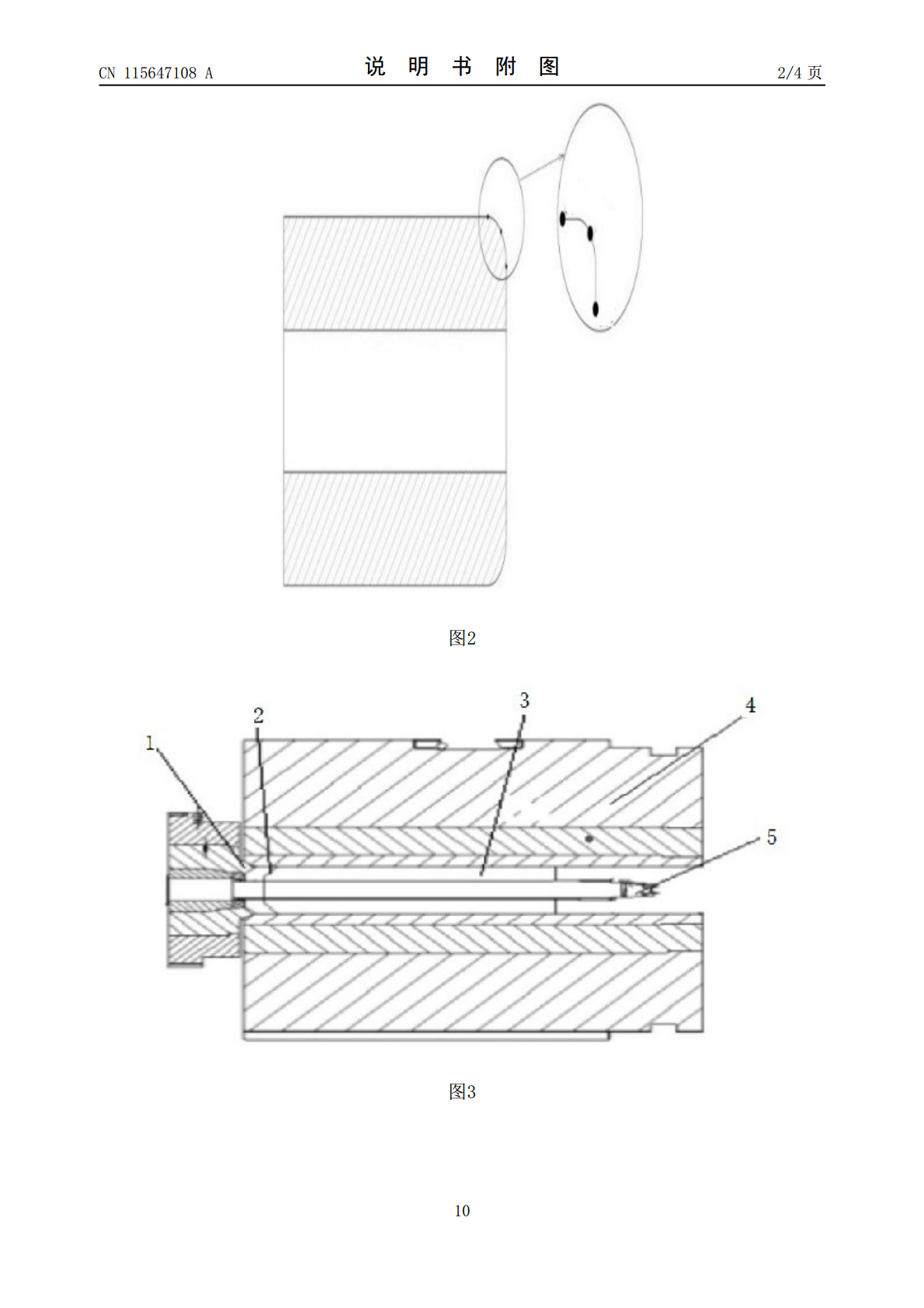
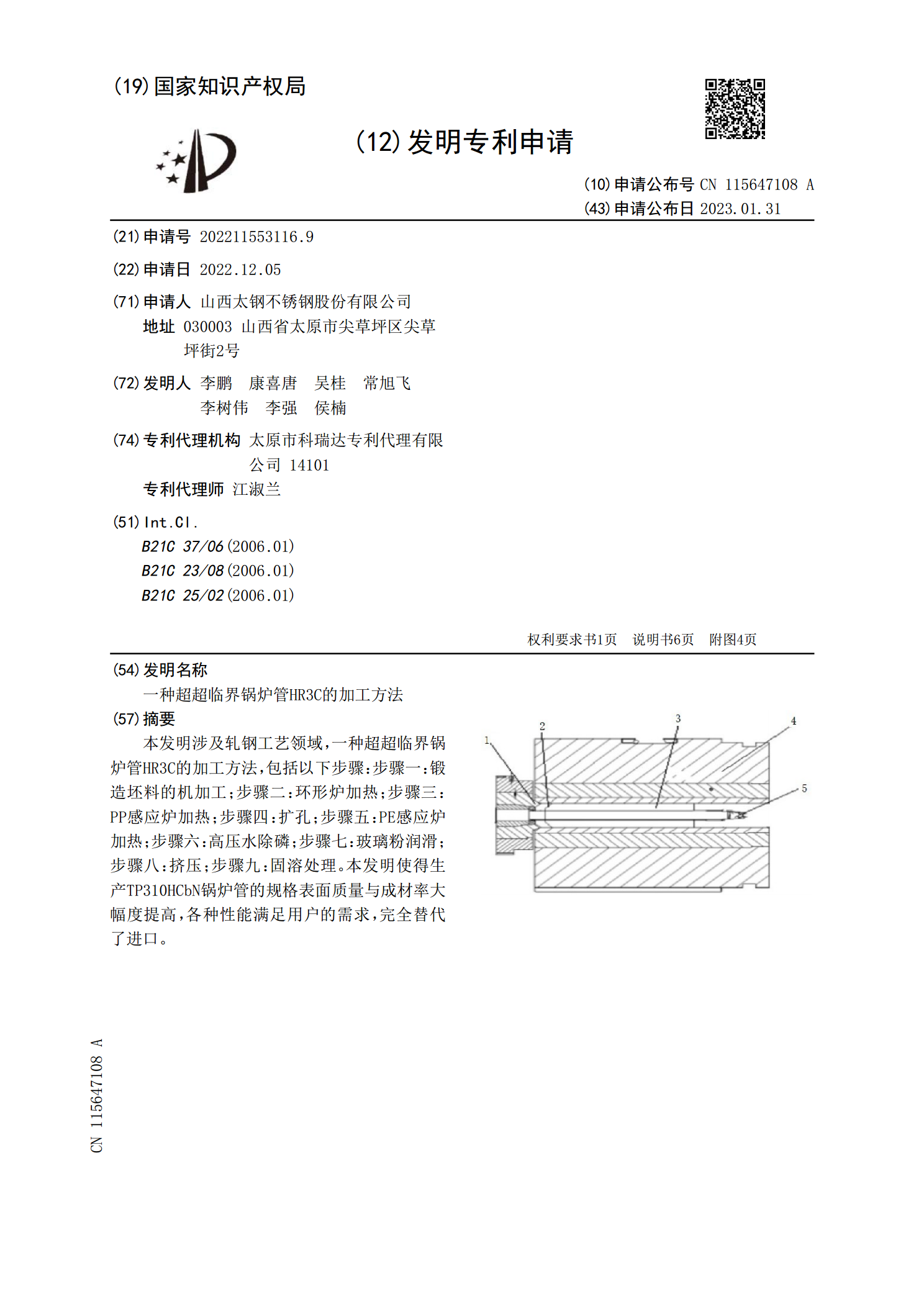
本发明涉及轧钢工艺领域,一种超超临界锅炉管HR3C的加工方法,包括以下步骤:步骤一:锻造坯料的机加工;步骤二:环形炉加热;步骤三:PP感应炉加热;步骤四:扩孔;步骤五:PE感应炉加热;步骤六:高压水除磷;步骤七:玻璃粉润滑;步骤八:挤压;步骤九:固溶处理。本发明使得生产TP310HCbN锅炉管的规格表面质量与成材率大幅度提高,各种性能满足用户的需求,完全替代了进口。

一种用于超临界、超超临界锅炉的复合锅炉管.pdf
本发明一种用于超临界、超超临界锅炉的复合锅炉管,其特征在于包括适用于超临界、耐热钢管内基体、通过高熵合金熔覆获得的外层以及内基体与外层间强冶金‑化学结合界面。所述的高熵合金熔覆层是通过感应熔覆工艺实现的。高熵合金熔覆层厚度为0.3~1.5mm;界面层厚度为3um~20um。其工艺步骤包括选用适用的耐热钢管作为锅炉管基体、锅炉管基体表面粗糙活化处理、高熵合金涂层预制备、涂层熔覆处理。本发明通过具有优异抗高温氧化性、良好热导系数的特种高熵合金熔覆层与适用于超临界、超超临界的耐热钢管基体的高强高韧性相统一的结构
一种高等级超超临界锅炉管的制备方法.pdf
一种高等级超超临界锅炉管的制备方法,属于管材制备技术领域,解决S30432经济型奥氏体不锈钢管生产过程中出现内、外表面轧伤,内表面大量带状晶粒,外表面混晶等技术问题,本发明包括以下步骤:制备穿孔坯料→斜底炉加热→斜轧穿孔→矫直、一次酸洗及修磨→第一道次轧制及脱脂→高温软化→第二道次轧制及脱脂→热处理与酸洗,制得高等级超超临界锅炉管成品。本发明使得荒管成材率提高到98%左右,并且荒管内外表面的质量完全能满足冷轧工序的要求,成品晶粒度合格率为95%左右,使得S30432高等级超超临界锅炉管实现完全国产化、替代
一种T/P92钢制超超临界锅炉管道现场取样方法.pdf
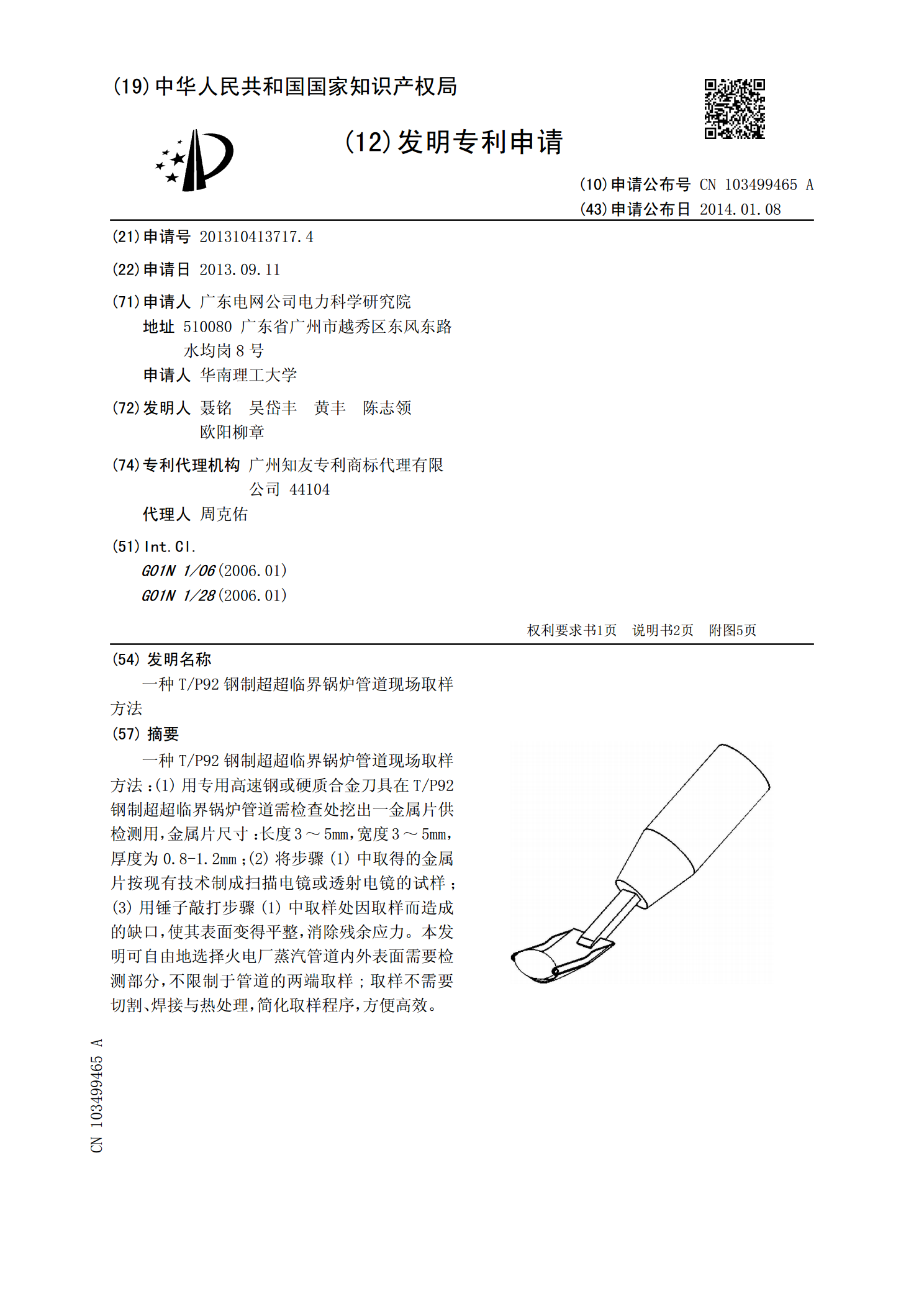
一种T/P92钢制超超临界锅炉管道现场取样方法:(1)用专用高速钢或硬质合金刀具在T/P92钢制超超临界锅炉管道需检查处挖出一金属片供检测用,金属片尺寸:长度3~5mm,宽度3~5mm,厚度为0.8-1.2mm;(2)将步骤(1)中取得的金属片按现有技术制成扫描电镜或透射电镜的试样;(3)用锤子敲打步骤(1)中取样处因取样而造成的缺口,使其表面变得平整,消除残余应力。本发明可自由地选择火电厂蒸汽管道内外表面需要检测部分,不限制于管道的两端取样;取样不需要切割、焊接与热处理,简化取样程序,方便高效。
一种超超临界机组用国产高等级锅炉管制造质量监控方法.pdf
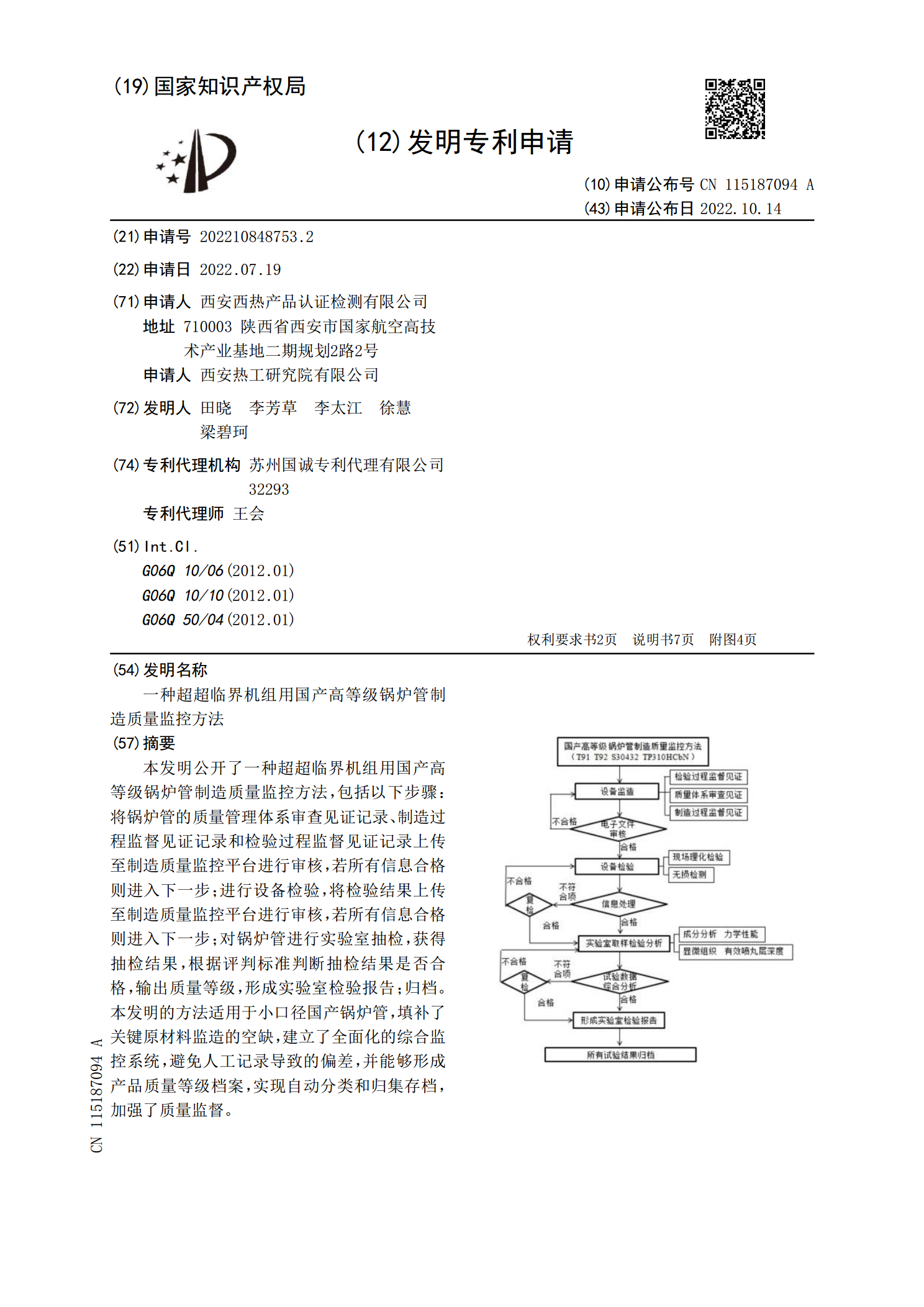
本发明公开了一种超超临界机组用国产高等级锅炉管制造质量监控方法,包括以下步骤:将锅炉管的质量管理体系审查见证记录、制造过程监督见证记录和检验过程监督见证记录上传至制造质量监控平台进行审核,若所有信息合格则进入下一步;进行设备检验,将检验结果上传至制造质量监控平台进行审核,若所有信息合格则进入下一步;对锅炉管进行实验室抽检,获得抽检结果,根据评判标准判断抽检结果是否合格,输出质量等级,形成实验室检验报告;归档。本发明的方法适用于小口径国产锅炉管,填补了关键原材料监造的空缺,建立了全面化的综合监控系统,避免人