
多孔高温合金材料及其制备方法.pdf

景山****魔王

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
多孔高温合金材料及其制备方法.pdf
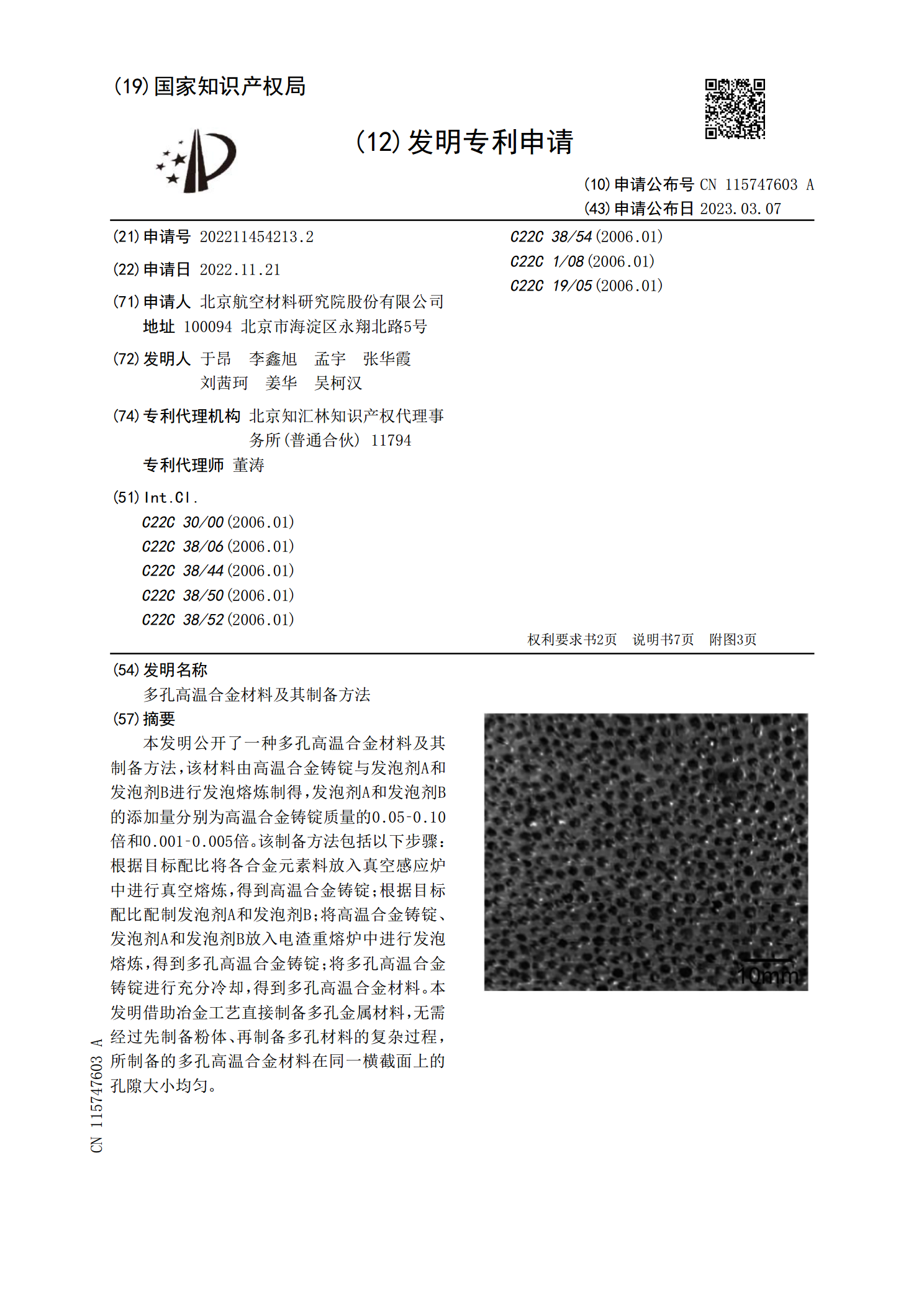
本发明公开了一种多孔高温合金材料及其制备方法,该材料由高温合金铸锭与发泡剂A和发泡剂B进行发泡熔炼制得,发泡剂A和发泡剂B的添加量分别为高温合金铸锭质量的0.05‑0.10倍和0.001‑0.005倍。该制备方法包括以下步骤:根据目标配比将各合金元素料放入真空感应炉中进行真空熔炼,得到高温合金铸锭;根据目标配比配制发泡剂A和发泡剂B;将高温合金铸锭、发泡剂A和发泡剂B放入电渣重熔炉中进行发泡熔炼,得到多孔高温合金铸锭;将多孔高温合金铸锭进行充分冷却,得到多孔高温合金材料。本发明借助冶金工艺直接制备多孔金属
一种多孔铬合金材料及其制备方法.pdf
一种多孔铬合金材料及其制备方法,该多孔铬合金材料呈三维网状结构,基底材料为多孔金属铁、镍或铁镍合金,基底材料表面镀覆有金属铬,铬的质量占金属材料总质量的5~30%。其制备方法是:在多孔金属铁、镍或铁镍合金表面镀铬;之后,在热处理炉中对镀铬后的铁、镍或铁镍合金进行热处理。本发明之多孔铬合金材料耐高温,强度较高,其制备工艺简单,且成本低廉,适合大规模生产。
一种高温合金材料及其制备方法.pdf
本发明公开了一种高温合金材料及其制备方法,以重量百分比计,包括C:0.05~0.15%、Cr:20.5~23.00%、Mo:8.00~10.00%、Co:0.50~2.50%、W:0.20~1.00%、Fe、17.00~20.00%、B:0.001~0.010%、余量为Ni以及不可避免的杂质。本发明制备的高温合金组织均匀,电渣重熔所用渣料采用合理的配比进行加工,提高材料的纯净度,使合金材料在低温、室温和高温情况下塑性和冲击韧性增强,锻造采用小变形量、多火次方法进行锻造成材,使涡轮叶片组织均均匀,具有优良的
耐高温的高熵合金材料及其制备方法.pdf
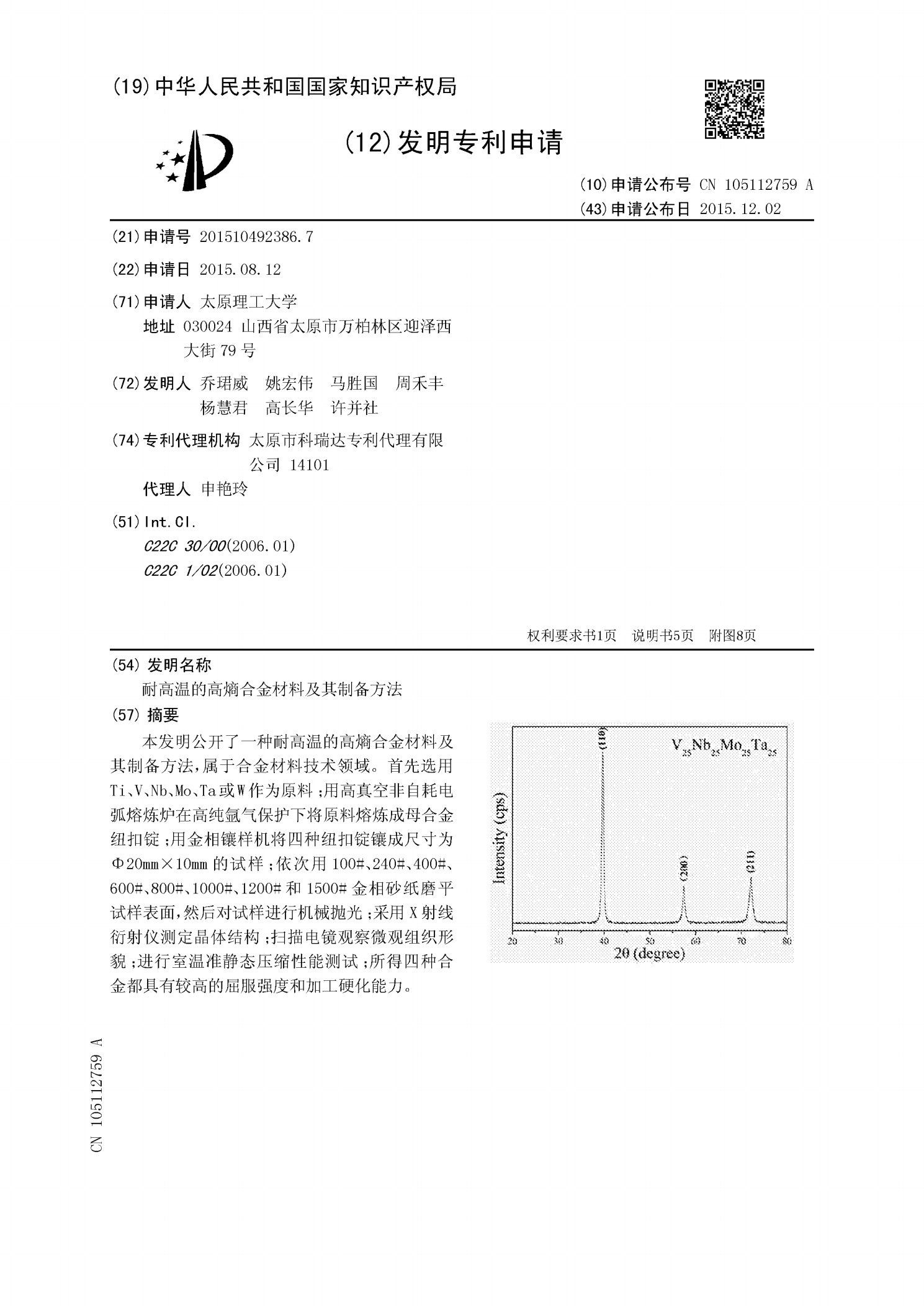
本发明公开了一种耐高温的高熵合金材料及其制备方法,属于合金材料技术领域。首先选用Ti、V、Nb、Mo、Ta或W作为原料;用高真空非自耗电弧熔炼炉在高纯氩气保护下将原料熔炼成母合金纽扣锭;用金相镶样机将四种纽扣锭镶成尺寸为Φ20mm×10mm的试样;依次用100#、240#、400#、600#、800#、1000#、1200#和1500#金相砂纸磨平试样表面,然后对试样进行机械抛光;采用X射线衍射仪测定晶体结构;扫描电镜观察微观组织形貌;进行室温准静态压缩性能测试;所得四种合金都具有较高的屈服强度和加工硬化

发动机涡轮用高温合金材料及其制备方法.pdf
本发明涉及一种发动机涡轮用高温合金材料,所述高温合金材料的成分按重量百分比计包括:C:0.22-0.28%,Mn:2.1-2.2%,Si:0.45-0.61%,Cr:18.3-19.2%,Mo:8.25-10.4%,W:3.50-3.80%,Al:0.05-0.35%,Cu:0.18-0.27%,Fe:5.0-9.2%,B:1.0-1.1%,Ti:3.15-3.45%,Co:6.7-8.2%,Zr:0.12-0.18%,Nb:1.12-1.38%,余量为Ni及不可避免的杂质,并提供了与该材料相配的制备方法