
一种高合金比难变形高温合金电极坯退火工艺.pdf

论文****可爱

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高合金比难变形高温合金电极坯退火工艺.pdf
本发明公开一种高合金比难变形高温合金电极坯退火工艺,其目的是消除电极坯内部残余应力、改善强化相形貌,避免电极坯冷却过程和后续熔炼过程产生裂纹。本发明开发一种真空感应冶炼电极坯退火工艺,包括入退火炉方式、升温速率、退火温度、退火保温时间、降温速率、出炉方式;电极坯脱模后快速高温装入退火炉,防止热应力裂纹形成;高温1185℃±10℃退火,保温10h~15h的退火工艺,避免此处受热应力及组织应力造成开裂;退火后缓冷可减少电极坯内外温差,减小热应力影响,同时随着电极坯温度逐渐降低,电极坯内部组织应力大幅度降低。本
难变形铜合金板带坯连续铸轧工艺.pdf
本发明公开了一种难变形铜合金板带坯连续铸轧工艺,工艺流程包括:配料装炉→熔化精炼→静止保温→结晶→铸坯→水冷→牵引→双面铣削→随动横剪→周期轧机轧制→切头→卷取。其中,所需装置包括感应炉、静止炉、水平连铸机、铣削机、周期轧机、卷取机,保温温度为1150~1200℃,保温20min,铸坯冷却温度为30~50℃,铸造速度为0.2m/min,每面铣面厚度小于1mm,轧制加工率为70~95%。产品变形量大,板带材机械性能优良,热处理后可获得细晶组织,工艺过程稳定性高,工具制作和更换简单,可轧制多种合金,能耗小,生
一种高铝、钛变形高温合金的制备工艺.pdf
一种高铝、钛变形高温合金的制备工艺,按质量百分比包括C:0.05~0.08%,Cr:20~24%,Co:10~15%,Mn:≤0.5%,Si:≤0.3%,Nb:0.3~0.6%,W:≤5.0%,Ti:1.5~3.5%,Al:1.5~3.5%,N:≤0.03%,B:≤0.003%,Zr:≤0.03%,Re:≤0.1%,余量为Ni;在最高不超过0.3Pa的真空度下对预配的合金炉料进行冶炼;在Ni3Al析出温度以上70‑120℃温度范围内进行变形量达70%的开坯锻造;在γ’析出温度以上120‑160℃进行变形量
一种超高强耐高温镁合金大锭坯的多级退火工艺.pdf
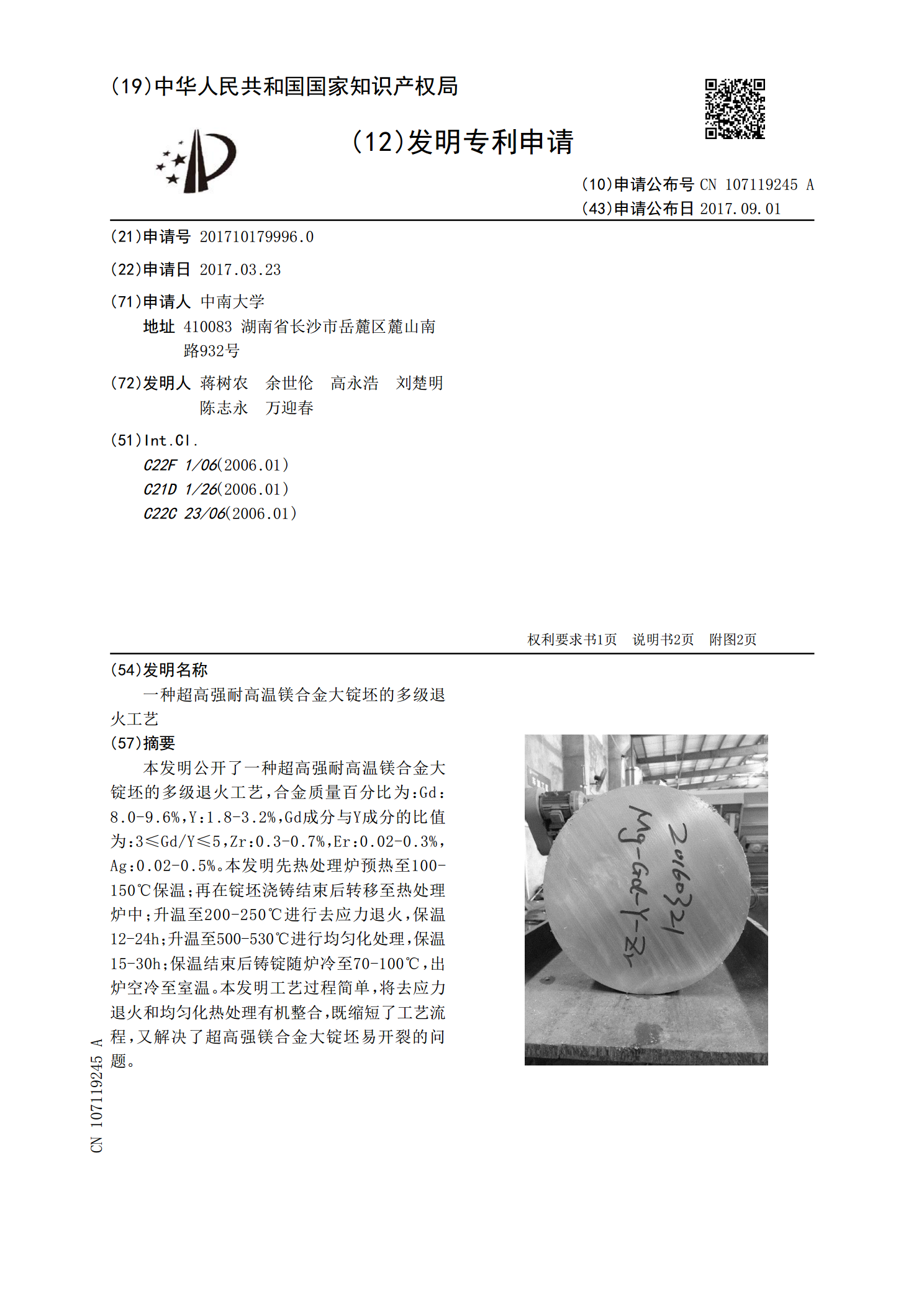
本发明公开了一种超高强耐高温镁合金大锭坯的多级退火工艺,合金质量百分比为:Gd:8.0‑9.6%,Y:1.8‑3.2%,Gd成分与Y成分的比值为:3≤Gd/Y≤5,Zr:0.3‑0.7%,Er:0.02‑0.3%,Ag:0.02‑0.5%。本发明先热处理炉预热至100‑150℃保温;再在锭坯浇铸结束后转移至热处理炉中;升温至200‑250℃进行去应力退火,保温12‑24h;升温至500‑530℃进行均匀化处理,保温15‑30h;保温结束后铸锭随炉冷至70‑100℃,出炉空冷至室温。本发明工艺过程简单,将去
变形高温合金生产工艺.pdf
本发明公开了一种变形高温合金生产工艺,包括如下步骤:步骤S1、合金原料预处理;步骤S2:在真空感应炉中熔炼;步骤S3:进行电渣重熔;步骤S4:进行真空自耗重熔;步骤S5:进行高温扩散均匀化退火;步骤S6:在挤压机上挤压成所需要的棒材;步骤S7:采用线切割方式切取试样,并对试样热处理;步骤S8:预氧化处理。本发明通过各合金元素的特定的合理配比确保了合金获得良好综合性能,与现有合金相比,加工得到的变形高温合金具有的优势包括:优良的可加工性能;较高的高温力学性能和组织稳定性;具有优异的抗氧化性能;本发明的加工工