
一种足银首饰焊接用焊膏及其制备方法和应用.pdf

韶敏****ab

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种足银首饰焊接用焊膏及其制备方法和应用.pdf
本发明涉及一种足银首饰焊接用焊膏及其制备方法和应用,属于银首饰焊接材料技术领域。本发明的足银首饰焊接用焊膏,由金属钎料粉、钎剂和载体组成;所述金属钎料粉和钎剂的质量比为(80~95):(5~20);所述金属钎料粉和钎剂的质量之和与载体的质量之比为(70~85):(15~30)。载体中含有水性聚氨酯、十六十八醇和聚乙二醇辛基苯基醚,可起到增加粘度、增稠防沉降的作用。本发明的足银首饰焊接用焊膏初始粘度大、成膜能力好、不易干、不易沉降,可采用点胶机点胶定位,点胶后的待焊接银首饰可在隧道炉或马弗炉中进行焊接,进而

低温软钎焊接用焊膏及制备方法.pdf
本发明公开了一种低温软钎焊接用焊膏,焊膏的焊接温度小于等于180℃,焊膏包括焊料和助焊剂,按照焊膏的总重量百分比计,其中焊料为60‑80%,助焊剂为20‑40%,焊料为熔点低于180℃的金属粉末,金属粉末包括单金属粉末和合金粉末中的至少一种,助焊剂中按重量比包括:有机胺与氨基醇组合而成的助剂40‑50%、醇类助剂45‑50%和卤素盐助剂5‑10%。本发明具有适当的粘度和流变性,易涂覆在需要连接的部位,膏体稳定,不易沉降分层,钎焊接头的抗腐蚀性强,且在焊接中隔离空气,避免去除氧化层的铝被空气中的氧气二次氧化
一种犬用营养膏及其制备方法和应用.pdf
本发明公布了一种犬类专用补充微量元素和维生素的营养膏及其制备方法和应用,该营养膏包括如下重量份的各组分:蛋白质7~40份、风味诱食料1~20份、氨基酸类组分0.1~3份、维生素0.01~6份、矿物质0.3~3份、油脂2~10份、功能性糖类0.001~3份、载体20~40份、着色剂0.1~1.1份、增稠剂0.1~3.5份、水10~35份和防腐剂0~0.4份。本发明的营养膏专用于犬类,首次在复合微量元素和维生素补充剂中添加益生元成分,能够同时全面补充犬类所需复合微量元素和维生素、且吸收率较高,具有良好的市场前
一种宠物用营养膏及其制备方法和应用.pdf
本发明提供了一种宠物用营养膏及其制备方法和应用,所述宠物用营养膏以重量份数计包括枸杞多糖1?5份、牛蒡子提取物0.5?1份、微生物菌1×10<base:Sup>6</base:Sup>?3×10<base:Sup>8</base:Sup>CFU/g、供能剂7?14份、乳化剂8?18份和载体32?70份。本发明提供的宠物用营养膏能够有效促进宠物生长,提高宠物体重,提高宠物免疫力。
一种焊接后具有胶粘效果的助焊膏及其制备方法.pdf
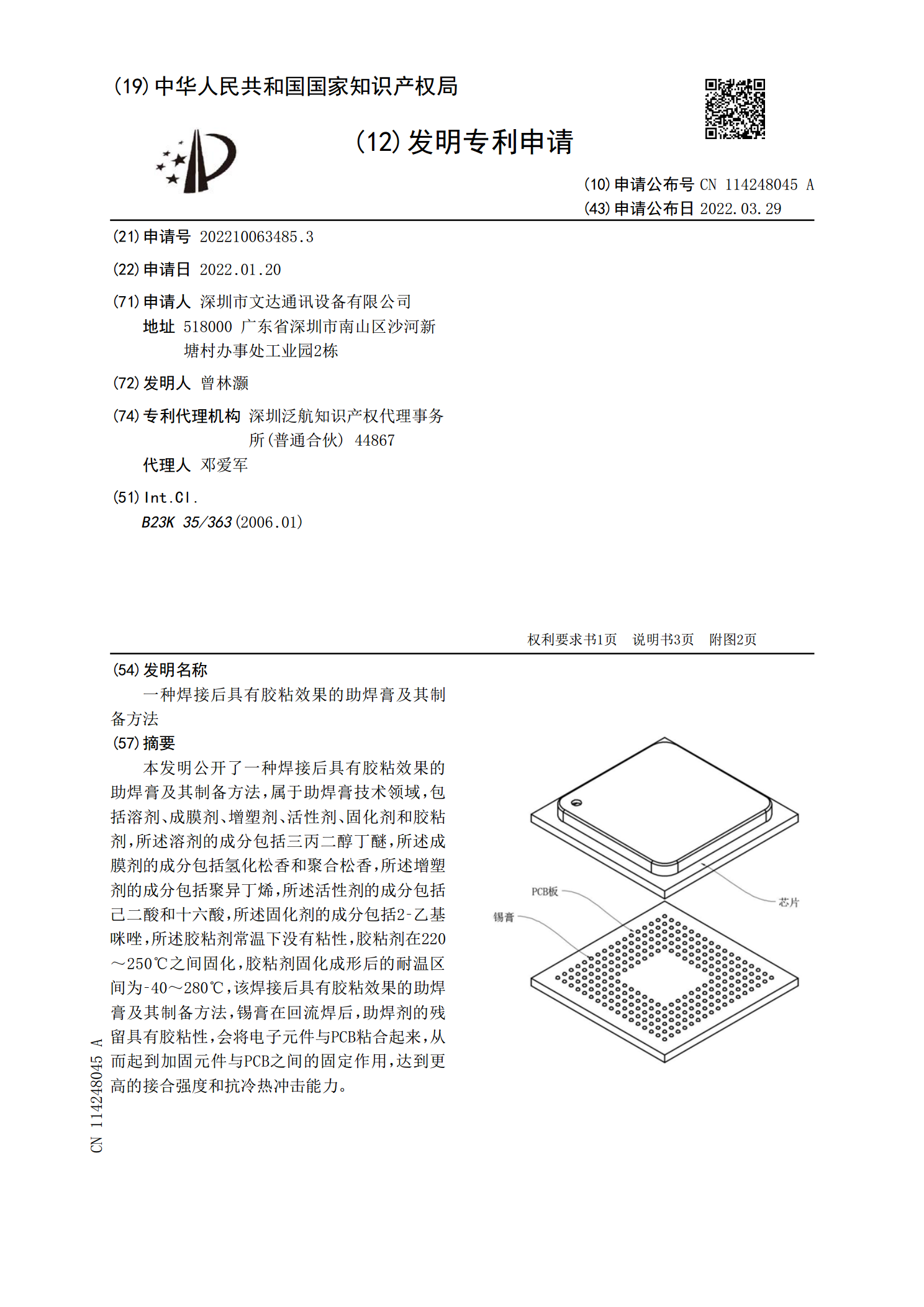
本发明公开了一种焊接后具有胶粘效果的助焊膏及其制备方法,属于助焊膏技术领域,包括溶剂、成膜剂、增塑剂、活性剂、固化剂和胶粘剂,所述溶剂的成分包括三丙二醇丁醚,所述成膜剂的成分包括氢化松香和聚合松香,所述增塑剂的成分包括聚异丁烯,所述活性剂的成分包括己二酸和十六酸,所述固化剂的成分包括2‑乙基咪唑,所述胶粘剂常温下没有粘性,胶粘剂在220~250℃之间固化,胶粘剂固化成形后的耐温区间为‑40~280℃,该焊接后具有胶粘效果的助焊膏及其制备方法,锡膏在回流焊后,助焊剂的残留具有胶粘性,会将电子元件与PCB粘合