
连铸全水冷却生产硫系易切削钢的方法.pdf

春兰****89

1/8
2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连铸全水冷却生产硫系易切削钢的方法.pdf
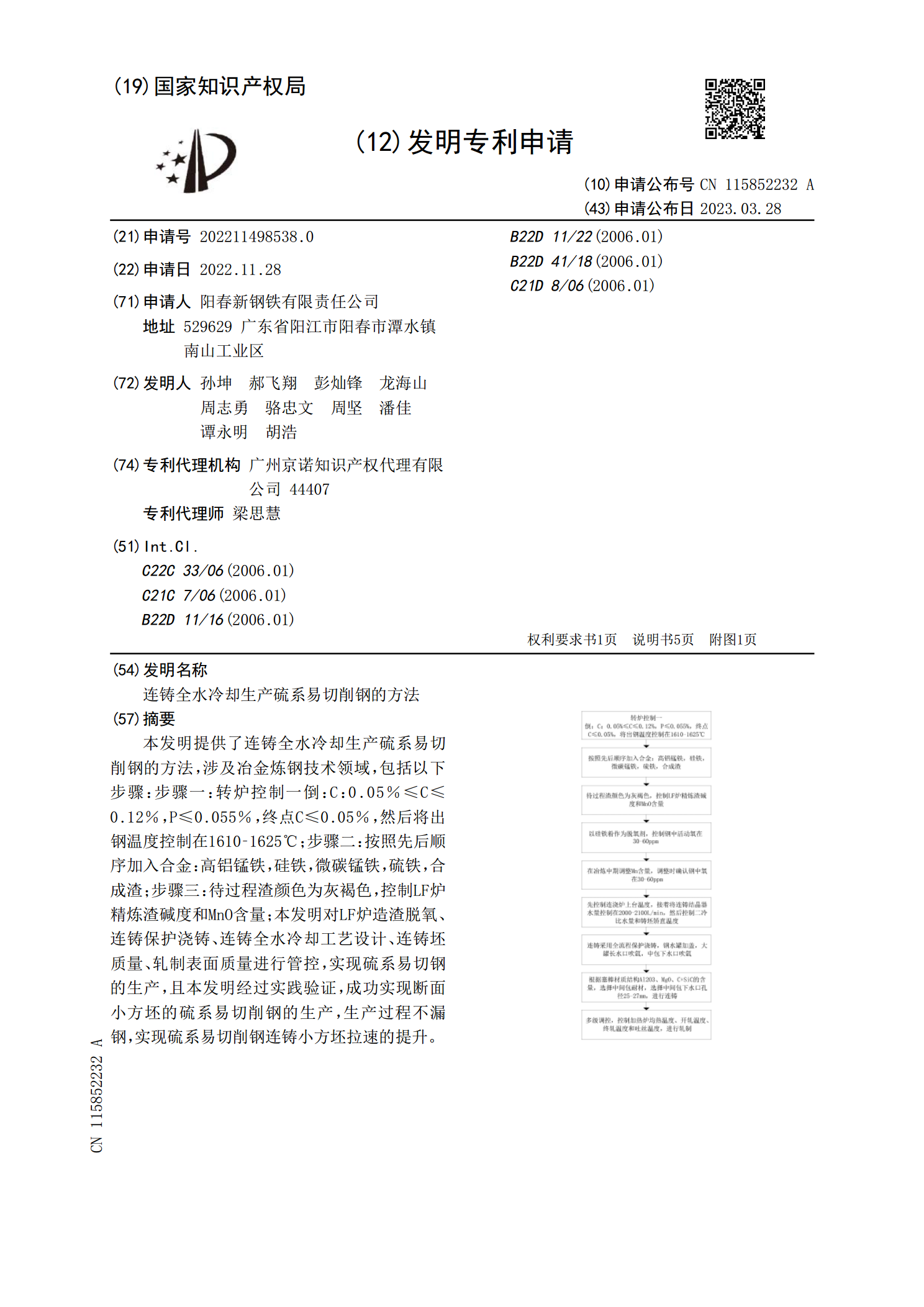
本发明提供了连铸全水冷却生产硫系易切削钢的方法,涉及冶金炼钢技术领域,包括以下步骤:步骤一:转炉控制一倒:C:0.05%≤C≤0.12%,P≤0.055%,终点C≤0.05%,然后将出钢温度控制在1610‑1625℃;步骤二:按照先后顺序加入合金:高铝锰铁,硅铁,微碳锰铁,硫铁,合成渣;步骤三:待过程渣颜色为灰褐色,控制LF炉精炼渣碱度和MnO含量;本发明对LF炉造渣脱氧、连铸保护浇铸、连铸全水冷却工艺设计、连铸坯质量、轧制表面质量进行管控,实现硫系易切钢的生产,且本发明经过实践验证,成功实现断面小方坯的

1215硫系易切削钢转炉-连铸生产的工艺开发.docx
1215硫系易切削钢转炉-连铸生产的工艺开发1215硫系易切削钢是一种高性能钢材,具有易加工、耐磨、抗疲劳等优良特性,被广泛应用于汽车、机械、航空航天等领域。为了提高1215钢材的生产效率和质量,钢铁企业采用转炉-连铸生产工艺加工1215钢材。转炉-连铸生产工艺是钢铁企业广泛应用的一种工艺流程,它包括转炉冶炼、炼钢、连铸和热轧成材等环节。其中,转炉冶炼是钢材生产的关键环节,它决定了钢材的成分和质量。传统的转炉冶炼工艺需要耗费大量的能源和资金,而且环保问题也愈发突出。因此,钢铁企业开始探索新型的转炉冶炼工艺

含硫易切削齿轮钢的连铸方法.pdf
本发明公开了一种含硫易切削齿轮钢的连铸方法,属于钢铁冶金技术领域,解决现有技术中生产质量合格的含硫易切削齿轮钢时拉速低、影响产量的问题。它包括a、将过热度为15~30℃的钢水注入到加有保护渣的连铸机的结晶器内冷却得到连铸坯;控制冷却水用量和电磁搅拌强度;b、将a步骤得到的连铸坯从结晶器内拉出,依次通过二冷区和空冷区进行冷却,拉速为1.3~1.8m/min,所述连铸坯在二冷区的表面温度控制为1000~1150℃,所述连铸坯进入空冷区时表面温度控制为900~1050℃。主要用于200mm×200mm断面的齿轮
含硫易切削钢ASTM1141冶炼及连铸生产工艺.pdf
本发明涉及一种可提高钢液至锻件出材率的含硫易切削钢ASTM1141冶炼及连铸生产工艺,通过在原有模铸生产工艺基础上对冶炼过程控硫方式及工艺路线进行优化,采用电炉配料→电炉初炼→精炼精调(含调整硫)→VD脱气→连铸浇钢→热送锻造的工艺流程,解决了该钢种精炼时间长的问题,大幅提高了冶炼效率、同时采用多炉连浇连铸圆坯代替模铸钢锭锻造,提高钢液到锻坯出材率到85%以上。
一种高硫低铝易切削钢连铸板坯及其生产方法.pdf
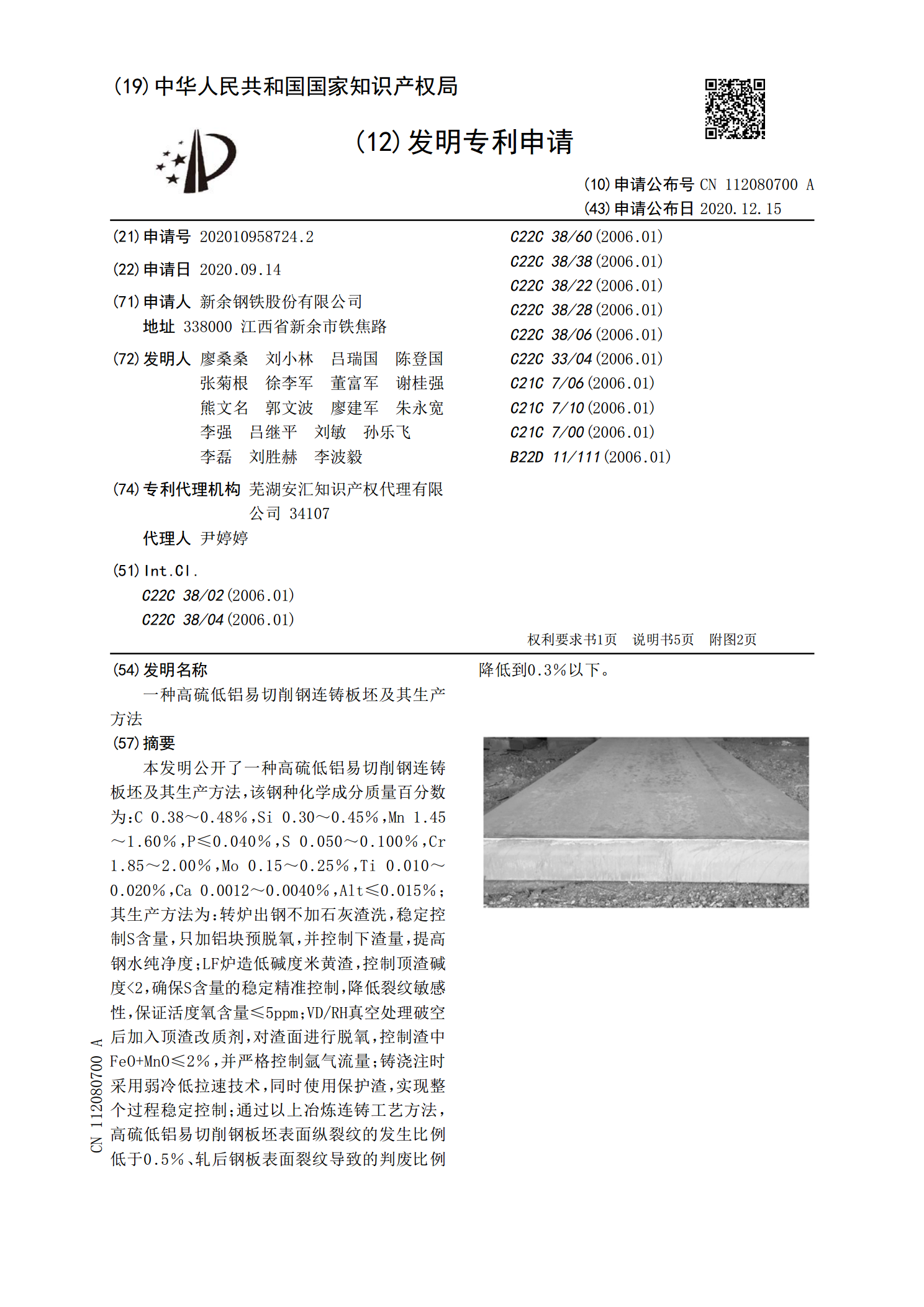
本发明公开了一种高硫低铝易切削钢连铸板坯及其生产方法,该钢种化学成分质量百分数为:C0.38~0.48%,Si0.30~0.45%,Mn1.45~1.60%,P≤0.040%,S0.050~0.100%,Cr1.85~2.00%,Mo0.15~0.25%,Ti0.010~0.020%,Ca0.0012~0.0040%,Alt≤0.015%;其生产方法为:转炉出钢不加石灰渣洗,稳定控制S含量,只加铝块预脱氧,并控制下渣量,提高钢水纯净度;LF炉造低碱度米黄渣,控制顶渣碱度