
一种TC17钛合金铸锭熔炼方法.pdf

鹏飞****可爱


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种TC17钛合金铸锭熔炼方法.pdf
本发明涉及一种TC17钛合金铸锭熔炼方法,包括如下步骤:S1、用等离子焊接法对多个电极块进行真空等离子焊接,获得自耗电极;S2、将自耗电极进行三次真空自耗电弧熔炼;S3、将经过真空自耗电弧熔炼的铸锭进行表面机加工后得到TC17钛合金成品铸锭。该方法通过在铸锭第三次熔炼的后期从坩埚上部充入氩气,增大了熔炼后期炉室内的热传导,解决TC17铸锭头部成分不均匀导致的β斑隐患。
一种钛及钛合金铸锭的真空感应熔炼方法.pdf
本发明公开了一种钛及钛合金铸锭的真空感应熔炼方法,包括如下步骤:先根据需熔炼的铸锭选择并称取原料,将称取的原料分别置于真空感应熔炼炉的不同储料仓中;然后将各种原料按照钛及钛合金的配比由不同的储料仓以一定的速度加入混料仓内混料,混合均匀后的物料进入真空感应熔炼炉的熔炼室;抽真空,然后进行铸锭熔炼;其中,当需熔炼的铸锭重量不大于100Kg时,采用连续拉锭成型工艺一次即可完成铸锭的熔炼;当需熔炼的铸锭重量大于100Kg时,以每次混料时混料仓内各原料的总重不超过混料仓的最大承载量为基准,重复加料、抽真空、熔炼步骤
一种工业常用规格钛合金铸锭熔炼补缩方法.pdf
一种工业常用规格钛合金铸锭熔炼补缩方法,将海绵钛与中间合金按照GB/T3620.1混合均匀后进行电极块压制,再将压制电极组焊成电极;将电极作为自耗电极在真空自耗电弧炉中进行熔炼获得一次锭;将一次锭作为自耗电极在真空自耗电弧炉中进行二次熔炼获得二次锭;将二次锭作为自耗电极在真空自耗电弧炉中进行三次熔炼,并在熔炼后期进行补缩即可。本发明工艺简单,可操作性强,采取本发明的方法可减小工业常用规格铸锭的冒口切除量,提高铸锭成品率及铸锭头部成分均匀性,冒口切除量控制在40~70mm。补缩时采用采用不同速率逐级降级电流
一种铜钛合金铸锭的熔炼工艺.pdf
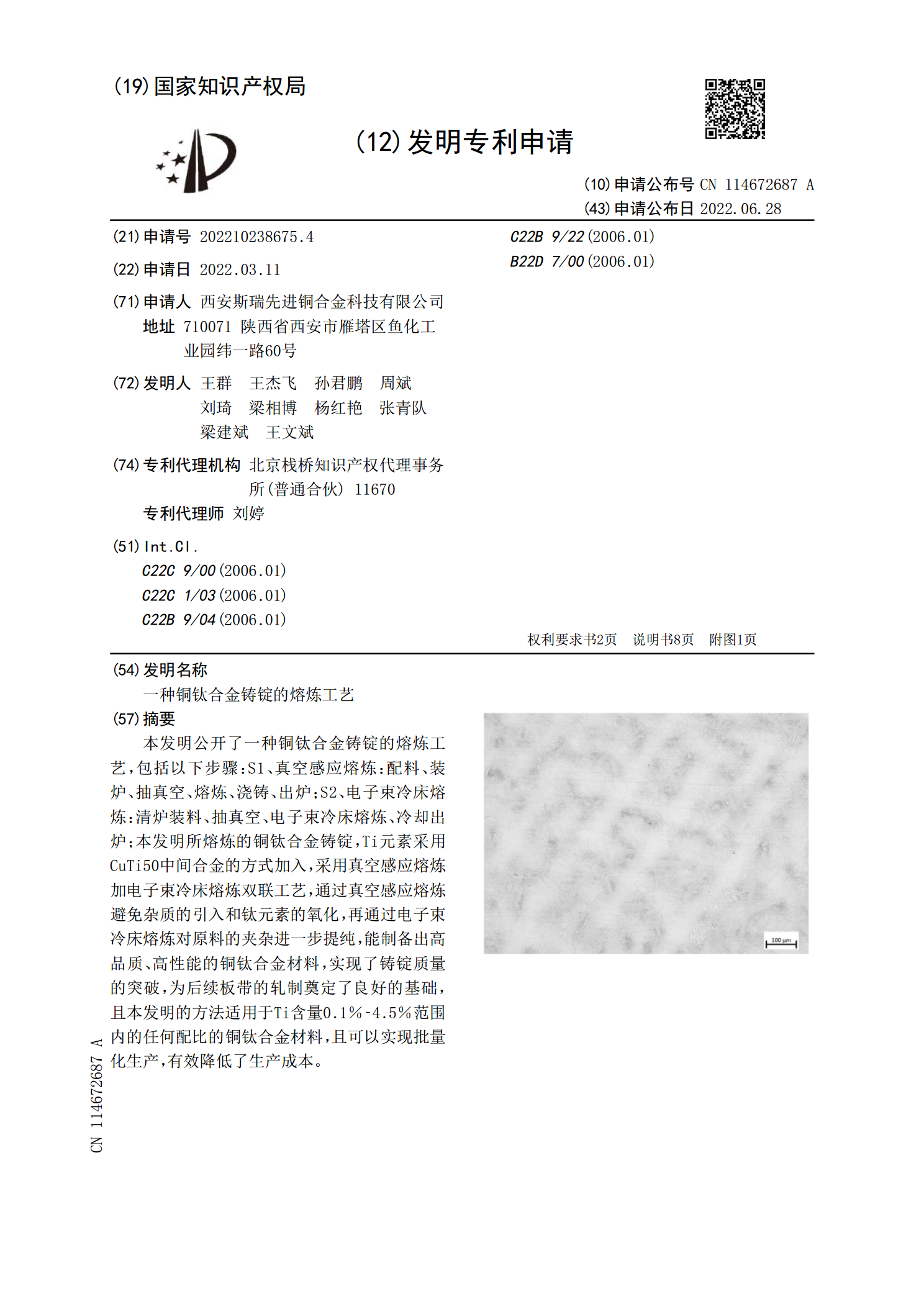
本发明公开了一种铜钛合金铸锭的熔炼工艺,包括以下步骤:S1、真空感应熔炼:配料、装炉、抽真空、熔炼、浇铸、出炉;S2、电子束冷床熔炼:清炉装料、抽真空、电子束冷床熔炼、冷却出炉;本发明所熔炼的铜钛合金铸锭,Ti元素采用CuTi50中间合金的方式加入,采用真空感应熔炼加电子束冷床熔炼双联工艺,通过真空感应熔炼避免杂质的引入和钛元素的氧化,再通过电子束冷床熔炼对原料的夹杂进一步提纯,能制备出高品质、高性能的铜钛合金材料,实现了铸锭质量的突破,为后续板带的轧制奠定了良好的基础,且本发明的方法适用于Ti含量0.1

一种钛合金或锆合金铸锭用的真空感应熔炼炉及铸锭方法.pdf
本发明提供一种钛合金或锆合金铸锭用的真空感应熔炼炉及铸锭方法,本发明中的水冷铜坩埚采用分瓣式结构,该分瓣式结构为由多个分瓣体拼接而成的中空式结构,从而能够增强水冷铜坩埚的透磁率;同时,通过在中空式结构的正下方可升降的设置有与水冷铜坩埚的底部相配合的水冷铜拉锭机构,能够生产出大规格的钛合金和锆合金铸锭,可达到500Kg级别甚至更高;而且,本发明在炉体的顶部一侧设置有由真空密封管道、电磁真空阀、加料仓和储料仓组成的加料机构,能够实现在生产的过程中半连续作业,且在加料时无需破坏炉体内的真空,适合熔炼高活性的金属