
基于智能制造的物料加热控制方法及生产线管控系统.pdf

一吃****瀚文

1/10

2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

基于智能制造的物料加热控制方法及生产线管控系统.pdf
本申请提供一种基于智能制造的物料加热控制方法及生产线管控系统,涉及工业制造技术领域。该方法包括:若物流辊道上的物料状态指示物流辊道已上料,则获取物流辊道下游对应的作业区中的可用加热炉,并控制作业区中的锻造机器人,将物流辊道上的物料转移到可用加热炉内。最后在预设时长后控制锻造机器人从可用加热炉中取出加热后的物料、并将加热后的物料移动至下一工艺节点。实现了对物流加热的自动控制,无需人工参与,减少了制造人员的工作负荷,且提高航空环锻件生产的生产效率。
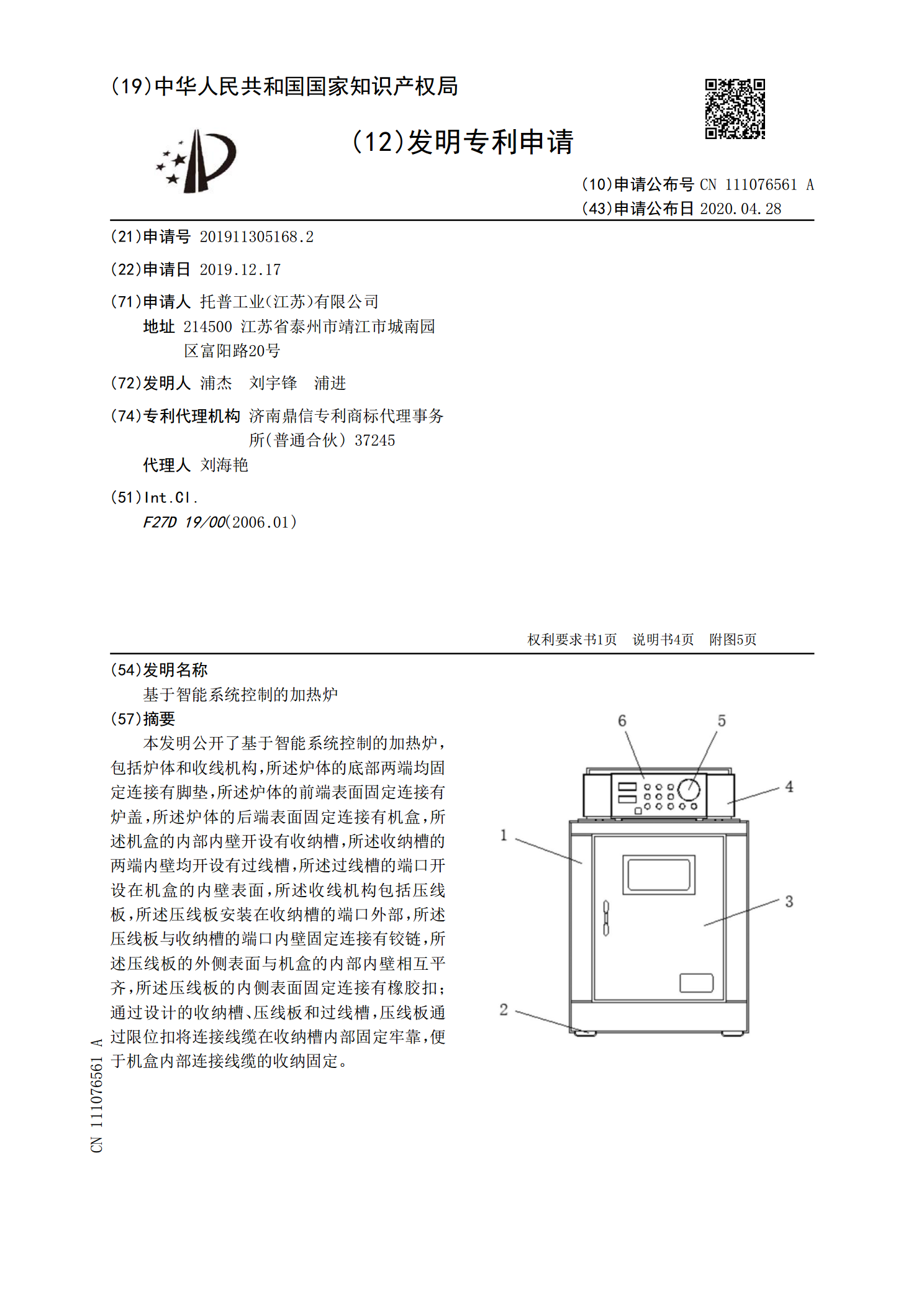
基于智能系统控制的加热炉.pdf
本发明公开了基于智能系统控制的加热炉,包括炉体和收线机构,所述炉体的底部两端均固定连接有脚垫,所述炉体的前端表面固定连接有炉盖,所述炉体的后端表面固定连接有机盒,所述机盒的内部内壁开设有收纳槽,所述收纳槽的两端内壁均开设有过线槽,所述过线槽的端口开设在机盒的内壁表面,所述收线机构包括压线板,所述压线板安装在收纳槽的端口外部,所述压线板与收纳槽的端口内壁固定连接有铰链,所述压线板的外侧表面与机盒的内部内壁相互平齐,所述压线板的内侧表面固定连接有橡胶扣;通过设计的收纳槽、压线板和过线槽,压线板通过限位扣将连接
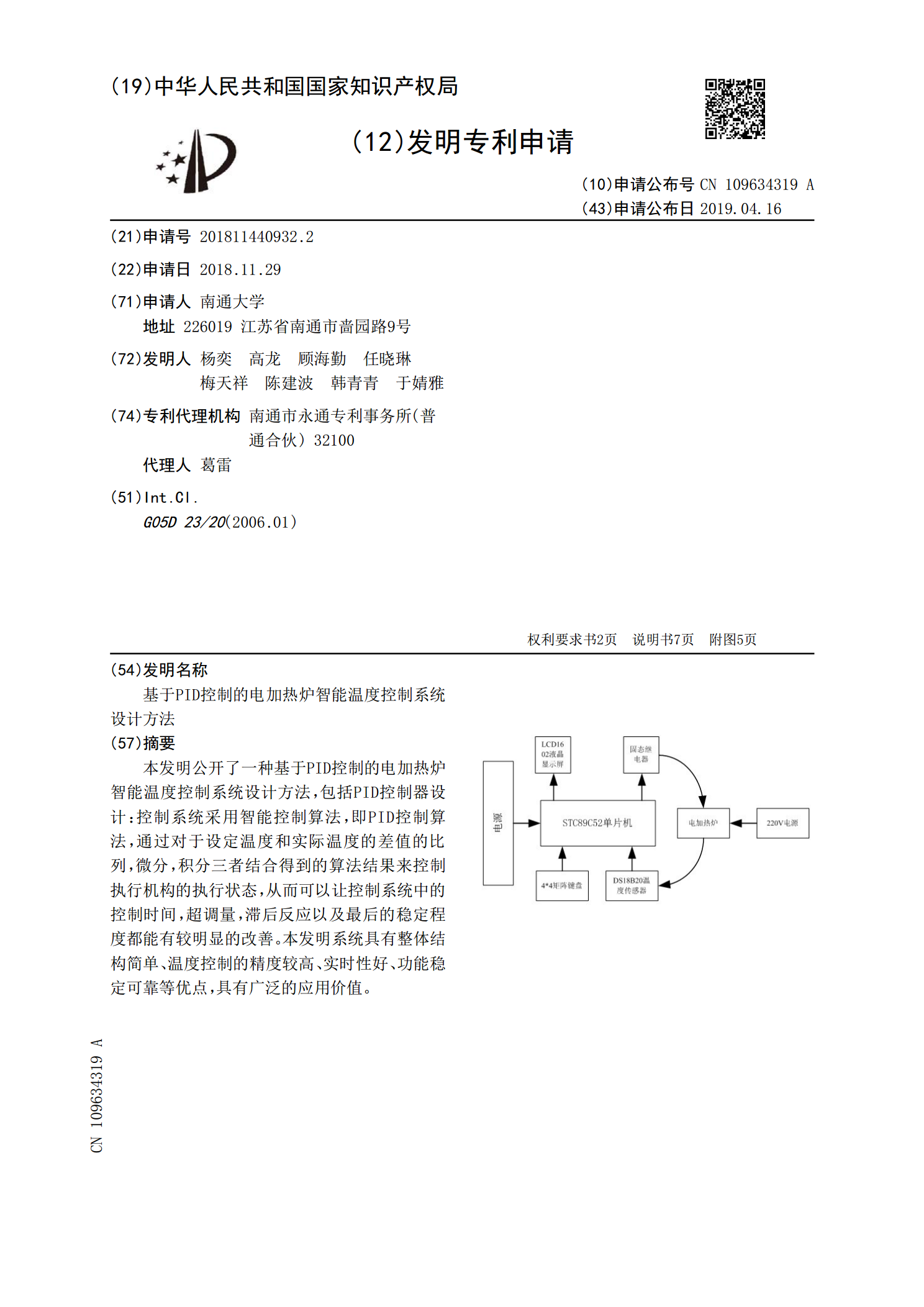
基于PID控制的电加热炉智能温度控制系统设计方法.pdf
本发明公开了一种基于PID控制的电加热炉智能温度控制系统设计方法,包括PID控制器设计:控制系统采用智能控制算法,即PID控制算法,通过对于设定温度和实际温度的差值的比列,微分,积分三者结合得到的算法结果来控制执行机构的执行状态,从而可以让控制系统中的控制时间,超调量,滞后反应以及最后的稳定程度都能有较明显的改善。本发明系统具有整体结构简单、温度控制的精度较高、实时性好、功能稳定可靠等优点,具有广泛的应用价值。

一种基于人工智能的生产制造能控系统.pdf
本发明涉及人工智能监控的领域,尤其涉及一种基于人工智能的生产制造能控系统,其包括采集控制终端、传输终端和MES;MES向传输终端发出采集指令;传输终端接收采集指令并发送给采集控制终端;采集控制终端根据所述采集指令并按照预设的采集频率级别对相应能耗设备的运行数据进行采集并发送给传输终端;传输终端接收所述运行数据并发送给MES;MES接收所述运行数据,将运行数据与预设的基础参数和场景限制参数分别进行对比分析,根据分析结果生成控制指令并发送给传输终端;传输终端接收控制指令并发送给采集控制终端;采集控制终端接收所
基于智能制造的信息决策处理方法及系统.pdf
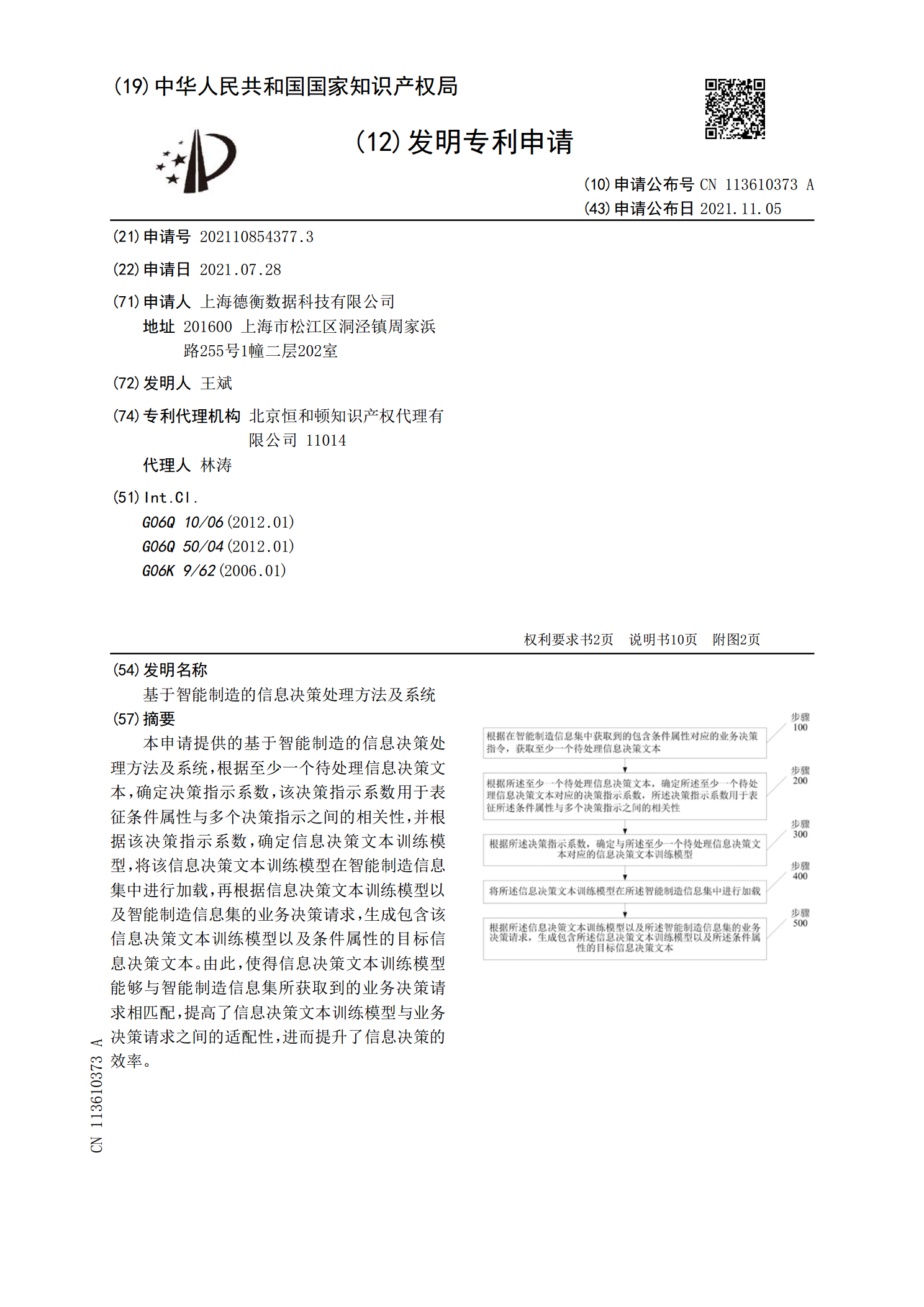
本申请提供的基于智能制造的信息决策处理方法及系统,根据至少一个待处理信息决策文本,确定决策指示系数,该决策指示系数用于表征条件属性与多个决策指示之间的相关性,并根据该决策指示系数,确定信息决策文本训练模型,将该信息决策文本训练模型在智能制造信息集中进行加载,再根据信息决策文本训练模型以及智能制造信息集的业务决策请求,生成包含该信息决策文本训练模型以及条件属性的目标信息决策文本。由此,使得信息决策文本训练模型能够与智能制造信息集所获取到的业务决策请求相匹配,提高了信息决策文本训练模型与业务决策请求之间的适配