
一种坯料上料系统及坯料翻转上料方法.pdf

猫巷****奕声


1/8
2/8
3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种坯料上料系统及坯料翻转上料方法.pdf
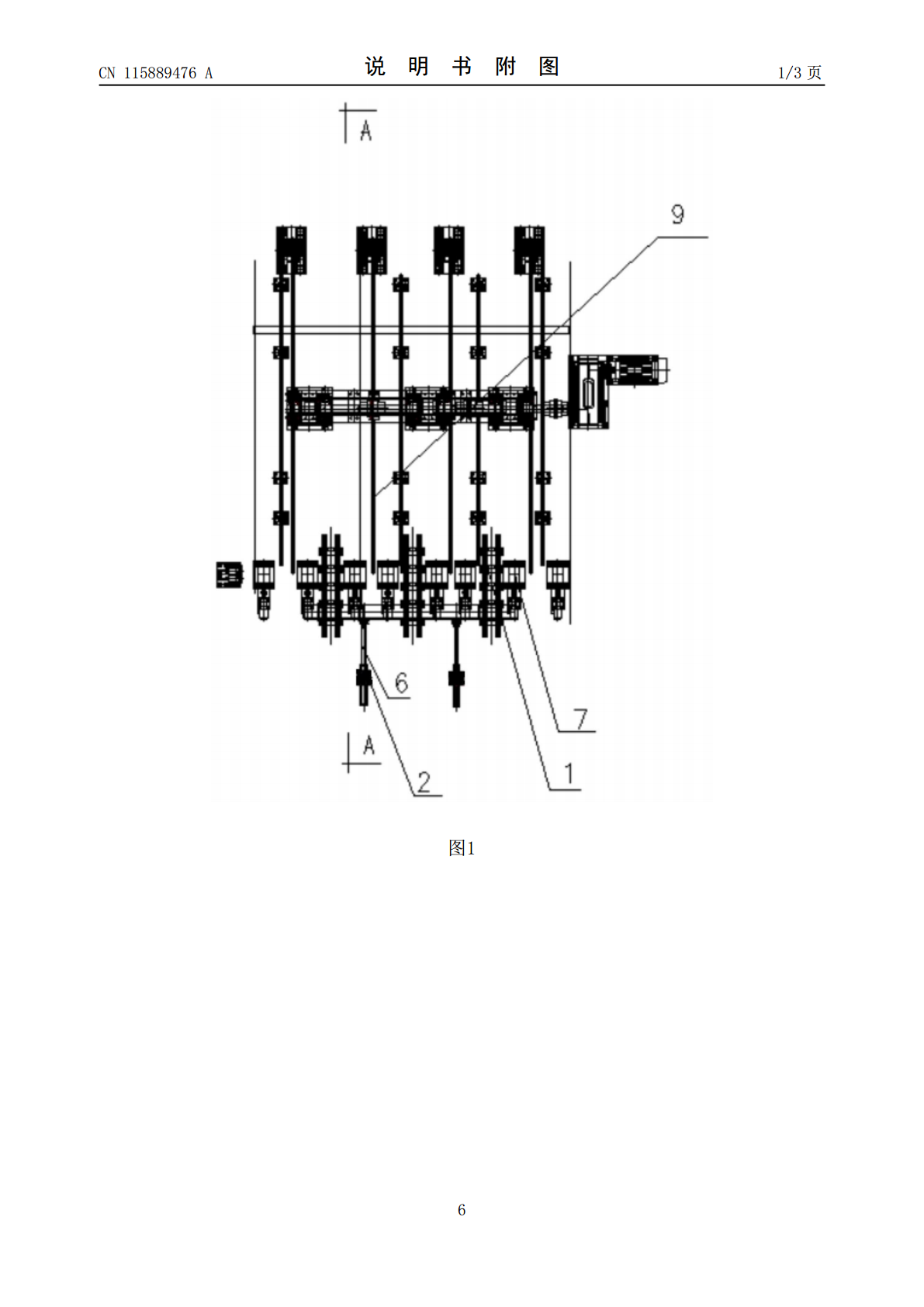
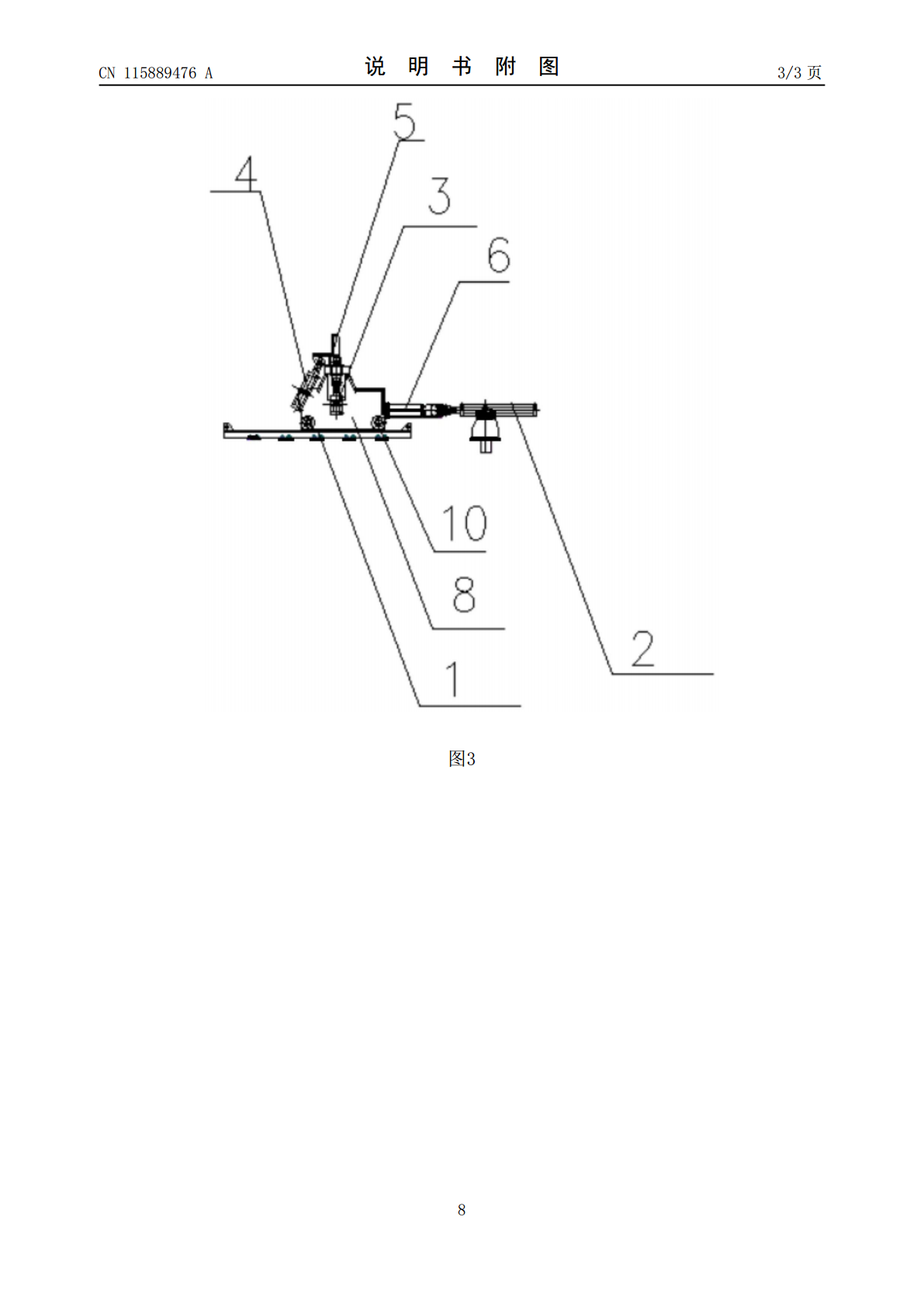
本发明属于钢材加工设备技术领域,具体提供了一种坯料上料系统及坯料翻转上料方法。上述坯料上料系统包括上料台架、入炉辊道、轨道和翻料车,所述入炉辊道设置在所述上料台架末端;所述轨道设置在所述上料台架与所述入炉辊道之间,所述翻料车在所述轨道上运动;所述翻料车上设有翻坯装置;所述翻坯装置用于抓取和翻转所述上料台架上的坯料,并将其输送至所述入炉辊道。本发明提供的这种坯料上料系统和坯料翻转上料方法可与连铸“轻压下”工艺相结合,对“轻压下”的坯料进行90°翻转,使轧制变形更加均匀,产品质量好。

用于坯料叠跺的料仓和用于由坯料制作容器的方法.pdf
一种用于坯料叠跺(M)的料仓(1),包括:被构造为用于插入和取出坯料叠跺(M)的竖直的通道(2);支撑部件(4)的一系列的组,该支撑部件的一系列的组能在允许坯料叠跺(M)沿着通道(2)朝支撑部件(4)的下方的部分移动的缩回位置与至少部分抽出位置之间移动,在至少部分抽出位置,支撑部件(4)拦截沿着通道(2)向下移动的坯料叠跺(M)并为坯料叠跺(M)提供稳定支撑;以及传动装置(5),其被构造为当紧接在其下方的支撑部件(4)拦截相应的坯料叠跺(M)时自动将每个支撑部件(4)从缩回位置移动到至少部分抽出位置,从而
一种翻转上料装置及其上料方法.pdf
本发明提供一种翻转上料装置及其上料方法,包括底座、液压缸、支撑架、翻转装置、夹具以及输送装置,液压缸设于支撑架与底座之间,支撑架包括底板、左侧板和右侧板,翻转装置包括翻转轴、升降齿条、第一齿轮、连接块、缓冲套筒、弹簧、升降杆以及限位板,翻转轴横向设置且与支撑架转动连接,夹具安装于翻转轴上,缓冲套筒竖向固定设于右侧板外侧,弹簧设于缓冲套筒内部,升降杆下端插设于套筒内部且顶压于弹簧顶部,升降杆与缓冲套筒内侧壁滑动连接,升降杆上方设有限位板,滑块一端与升降杆固定连且另一端固定连接升降齿条,第一齿轮固定设于翻转轴

盘管坯料上料小车及管料自动开卷装置.pdf
本发明公开了盘管坯料上料小车及管料自动开卷装置,属于盘管加工设备领域,实现自动上料,减少人力投入,本发明的盘管坯料上料小车,包括固定底座和安装在所述固定底座上的送料小车,所述固定底座上设有能使所述送料小车在所述固定底座上滑动的滑轨,所述送料小车包括小车底座、安装在所述小车底座上的升降座,所述升降座上设有控制所述升降座相对所述小车底座升降的升降装置,所述升降座上设有用于支撑管料的托盘,所述托盘上具有管料放置槽,所述管料放置槽的两道侧壁与管料的外周相抵,管料放置在所述管料放置槽内时与所述管料放置槽的底壁之间留
一种辅助坯料咬入轧机的推料装置.pdf
本发明涉及轧机送料装置设备技术领域,具体提供了一种辅助坯料咬入轧机的推料装置,用于将坯料推入轧机的工作辊的辊缝中,所述轧机包括机架、辊道以及上下设置的两个工作辊,所述辅助坯料咬入轧机的推料装置包括固定支架、驱动机构和连杆组件,所述连杆组件包括第一连杆、第二连杆和连杆件,所述第一连杆和所述第二连杆平行设置,且所述第一连杆和所述第二连杆沿着所述辊道的长度方向从后至前间隔设置;其中,该结构使得连杆组件能够实现折叠以及伸展,第一状态下,连杆组件折叠,使得连杆组件与辊道间留出足够空间以便坯料通过,第二状态下,连杆组