
一种加热辊底炉钢板的智能运行控制方法.pdf

戊午****jj

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种加热辊底炉钢板的智能运行控制方法.pdf
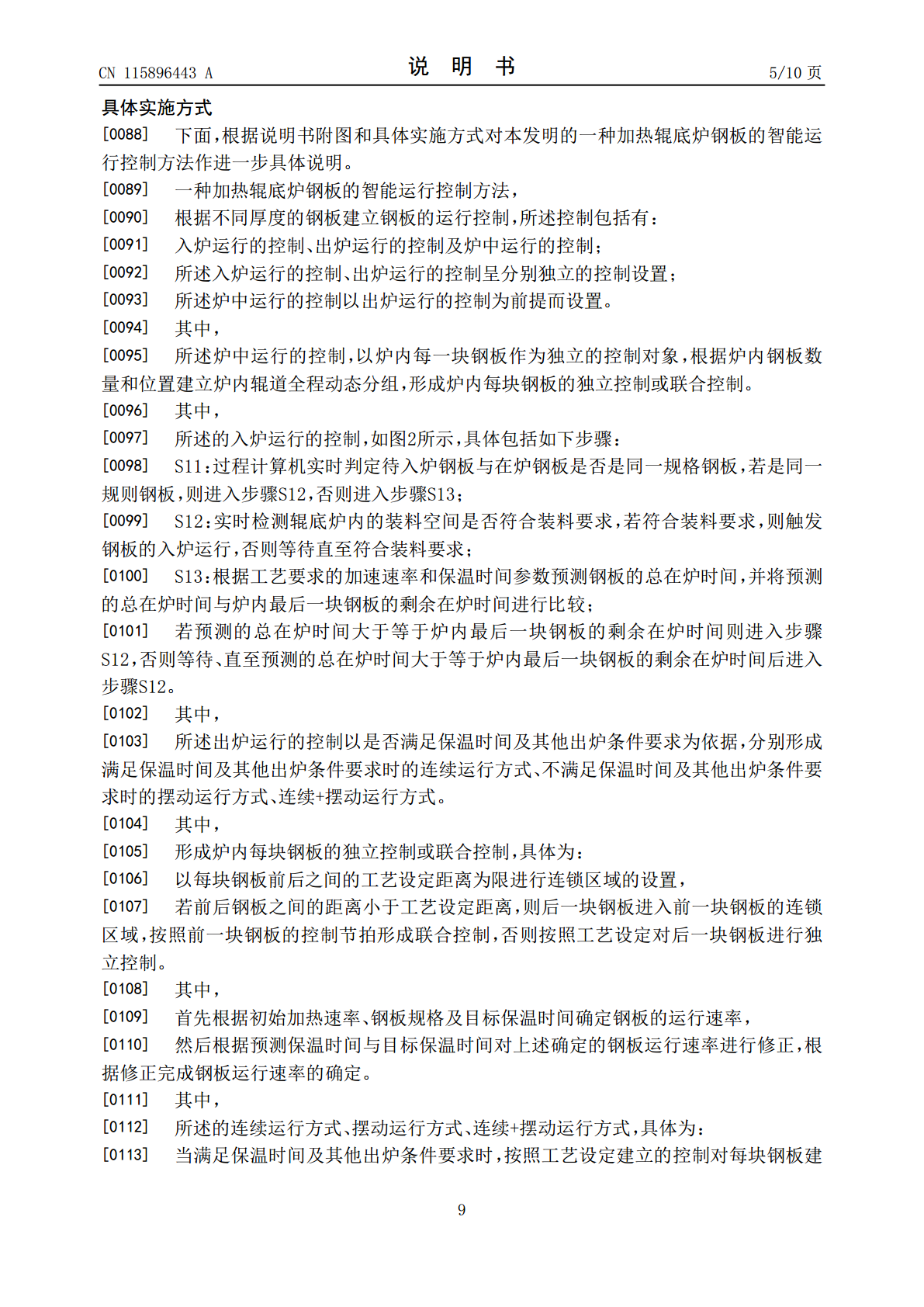
一种加热辊底炉钢板的智能运行控制方法,根据不同厚度的钢板建立钢板的运行控制,所述控制包括有:入炉运行的控制、出炉运行的控制及炉中运行的控制;所述入炉运行的控制、出炉运行的控制呈分别独立的控制设置;所述炉中运行的控制以出炉运行的控制为前提而设置。本发明的一种加热辊底炉钢板的智能运行控制方法,实现了不同厚度规格钢板在炉时间与保温时间的分别保证,并可针对不同厚度规格的钢板进行各自保温阶段的分别判定,使得运行控制精细化到每种钢板及同一规格下的每块钢板。
一种低温辊底式热处理炉钢板加热的控制方法.pdf
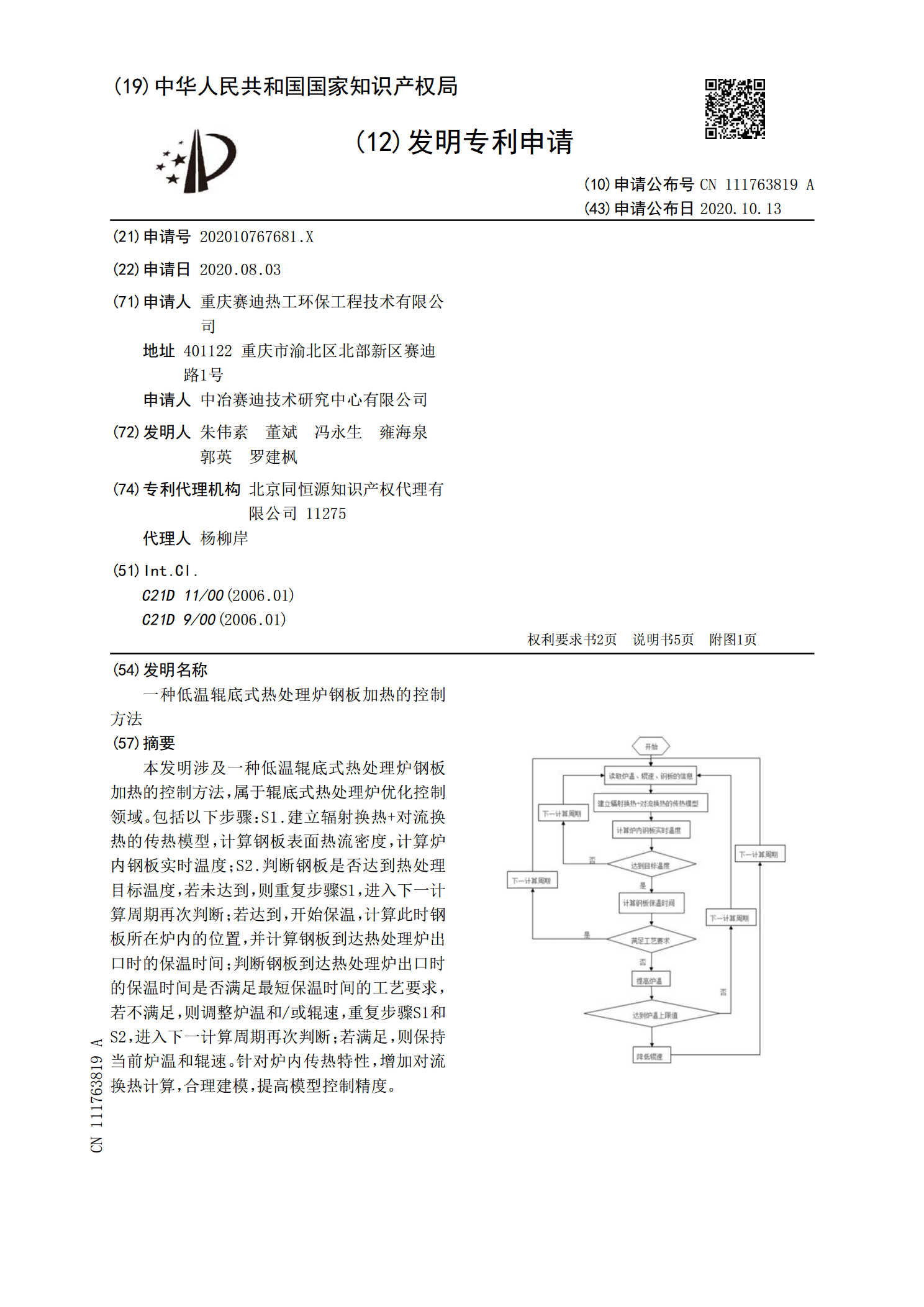
本发明涉及一种低温辊底式热处理炉钢板加热的控制方法,属于辊底式热处理炉优化控制领域。包括以下步骤:S1.建立辐射换热+对流换热的传热模型,计算钢板表面热流密度,计算炉内钢板实时温度;S2.判断钢板是否达到热处理目标温度,若未达到,则重复步骤S1,进入下一计算周期再次判断;若达到,开始保温,计算此时钢板所在炉内的位置,并计算钢板到达热处理炉出口时的保温时间;判断钢板到达热处理炉出口时的保温时间是否满足最短保温时间的工艺要求,若不满足,则调整炉温和/或辊速,重复步骤S1和S2,进入下一计算周期再次判断;若满足
辊底加热炉炉辊的辊环.pdf
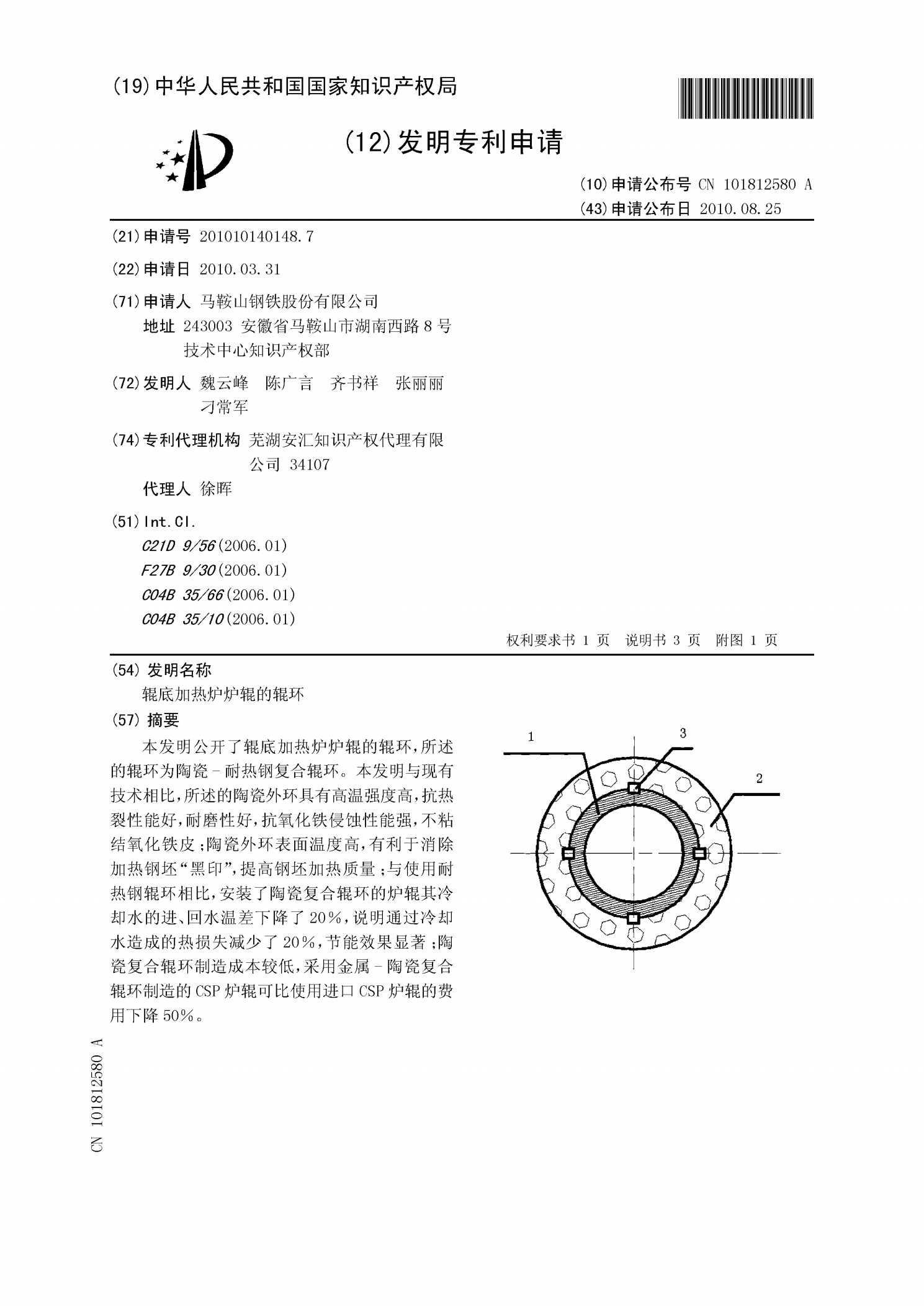
本发明公开了辊底加热炉炉辊的辊环,所述的辊环为陶瓷-耐热钢复合辊环。本发明与现有技术相比,所述的陶瓷外环具有高温强度高,抗热裂性能好,耐磨性好,抗氧化铁侵蚀性能强,不粘结氧化铁皮;陶瓷外环表面温度高,有利于消除加热钢坯“黑印”,提高钢坯加热质量;与使用耐热钢辊环相比,安装了陶瓷复合辊环的炉辊其冷却水的进、回水温差下降了20%,说明通过冷却水造成的热损失减少了20%,节能效果显著;陶瓷复合辊环制造成本较低,采用金属-陶瓷复合辊环制造的CSP炉辊可比使用进口CSP炉辊的费用下降50%。
一种辊底式加热炉辊棒智能监控器.pdf
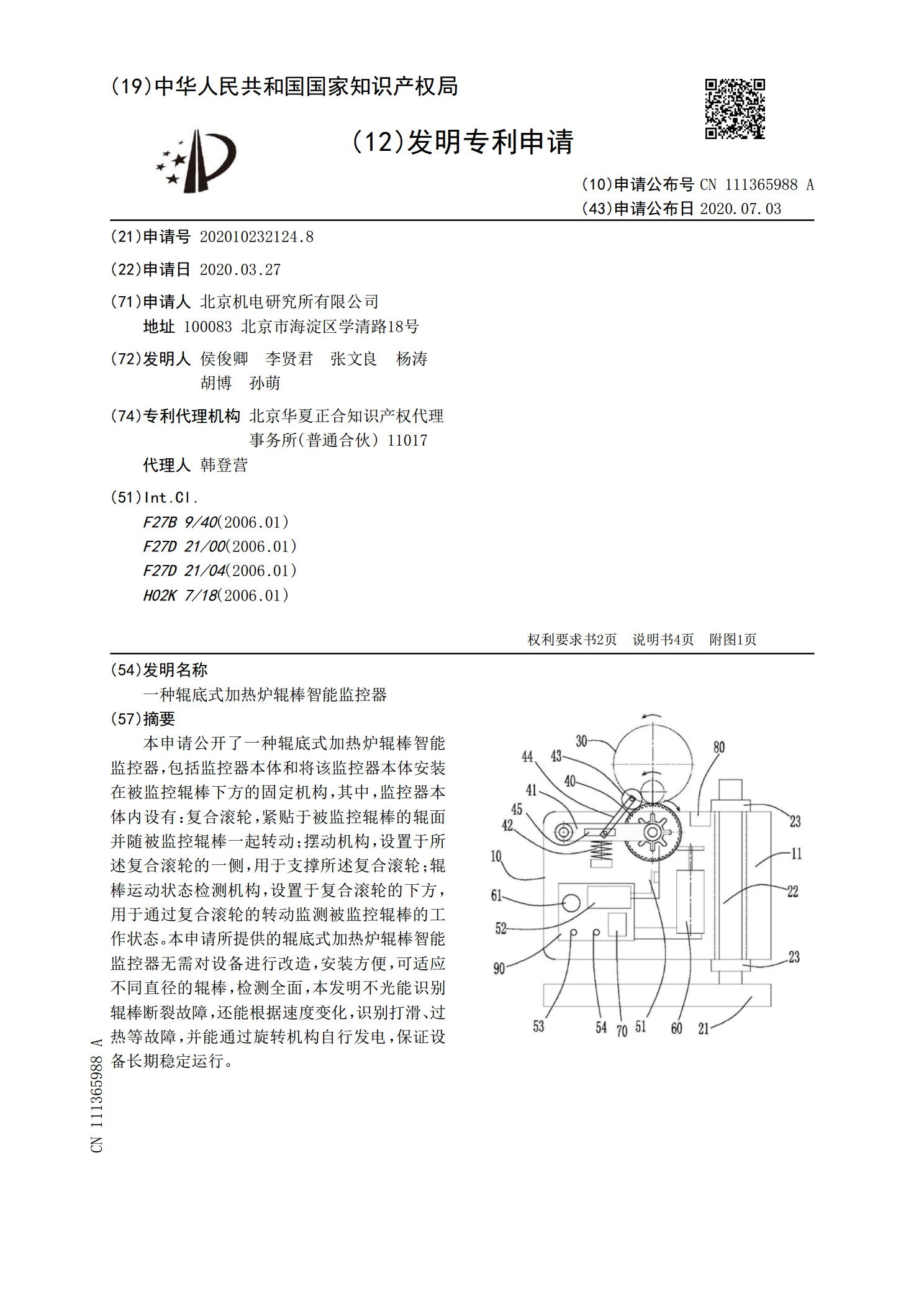
本申请公开了一种辊底式加热炉辊棒智能监控器,包括监控器本体和将该监控器本体安装在被监控辊棒下方的固定机构,其中,监控器本体内设有:复合滚轮,紧贴于被监控辊棒的辊面并随被监控辊棒一起转动;摆动机构,设置于所述复合滚轮的一侧,用于支撑所述复合滚轮;辊棒运动状态检测机构,设置于复合滚轮的下方,用于通过复合滚轮的转动监测被监控辊棒的工作状态。本申请所提供的辊底式加热炉辊棒智能监控器无需对设备进行改造,安装方便,可适应不同直径的辊棒,检测全面,本发明不光能识别辊棒断裂故障,还能根据速度变化,识别打滑、过热等故障,并
一种辊底式加热炉的可调节炉辊.pdf
本发明涉及一种辊底式加热炉的可调节炉辊,其包括辊本体、左端套和右端套,其中左端套和右端套的内端部分别与辊本体的两端部相连接,炉辊还包括分别与左端套和右端套的外端部可拆卸连接的左连接器和右连接器、设置在左连接器下方用于承载并转动支撑左连接器的支撑部、设置在右连接器的右端部的驱动轴、以及用于承载驱动轴且能够使得驱动轴绕自身轴心线转动的轴承和轴承座,其中驱动轴的轴心线与辊本体的中心线共线。本发明一方面能够消除重力与转矩产生的应力或安装误差产生的应力,防止炉辊的断裂;另一方面连接器可以重复利用,且自身的安装或更换