
一种低温辊底式热处理炉钢板加热的控制方法.pdf

又珊****ck

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低温辊底式热处理炉钢板加热的控制方法.pdf
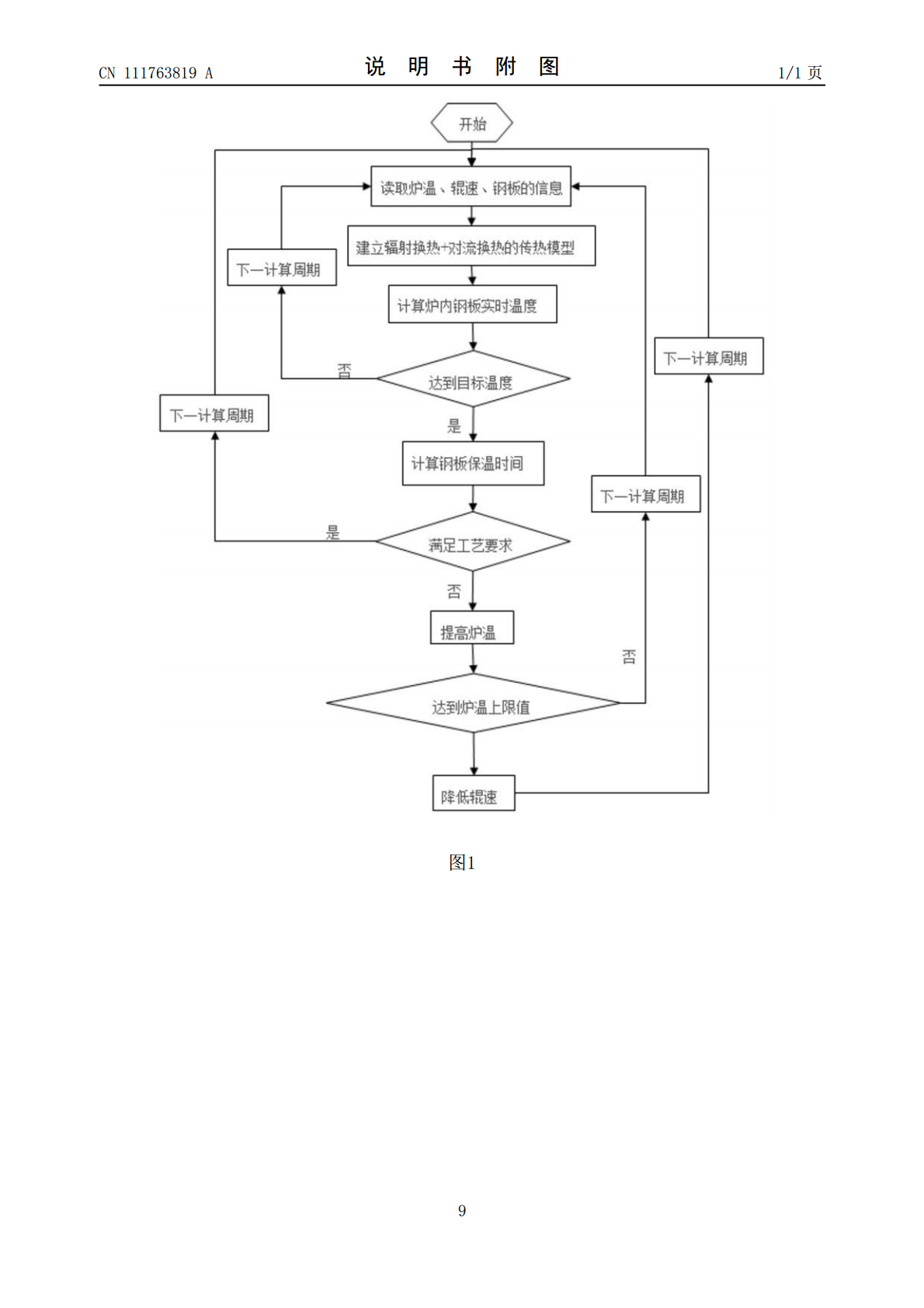
本发明涉及一种低温辊底式热处理炉钢板加热的控制方法,属于辊底式热处理炉优化控制领域。包括以下步骤:S1.建立辐射换热+对流换热的传热模型,计算钢板表面热流密度,计算炉内钢板实时温度;S2.判断钢板是否达到热处理目标温度,若未达到,则重复步骤S1,进入下一计算周期再次判断;若达到,开始保温,计算此时钢板所在炉内的位置,并计算钢板到达热处理炉出口时的保温时间;判断钢板到达热处理炉出口时的保温时间是否满足最短保温时间的工艺要求,若不满足,则调整炉温和/或辊速,重复步骤S1和S2,进入下一计算周期再次判断;若满足
辊底式钢板热处理炉炉外换辊的方法及其装置.pdf
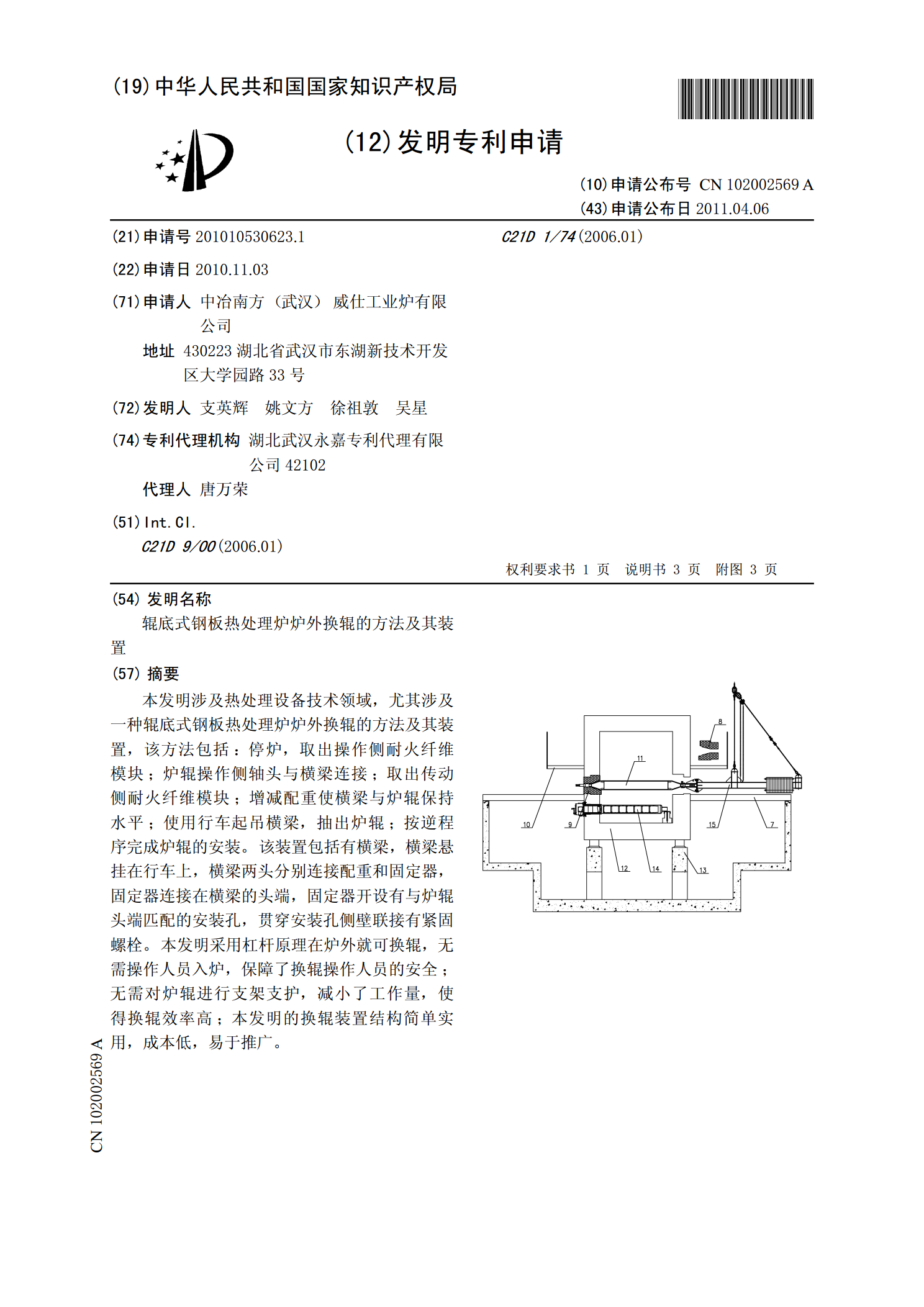
本发明涉及热处理设备技术领域,尤其涉及一种辊底式钢板热处理炉炉外换辊的方法及其装置,该方法包括:停炉,取出操作侧耐火纤维模块;炉辊操作侧轴头与横梁连接;取出传动侧耐火纤维模块;增减配重使横梁与炉辊保持水平;使用行车起吊横梁,抽出炉辊;按逆程序完成炉辊的安装。该装置包括有横梁,横梁悬挂在行车上,横梁两头分别连接配重和固定器,固定器连接在横梁的头端,固定器开设有与炉辊头端匹配的安装孔,贯穿安装孔侧壁联接有紧固螺栓。本发明采用杠杆原理在炉外就可换辊,无需操作人员入炉,保障了换辊操作人员的安全;无需对炉辊进行支架

一种加热辊底炉钢板的智能运行控制方法.pdf
一种加热辊底炉钢板的智能运行控制方法,根据不同厚度的钢板建立钢板的运行控制,所述控制包括有:入炉运行的控制、出炉运行的控制及炉中运行的控制;所述入炉运行的控制、出炉运行的控制呈分别独立的控制设置;所述炉中运行的控制以出炉运行的控制为前提而设置。本发明的一种加热辊底炉钢板的智能运行控制方法,实现了不同厚度规格钢板在炉时间与保温时间的分别保证,并可针对不同厚度规格的钢板进行各自保温阶段的分别判定,使得运行控制精细化到每种钢板及同一规格下的每块钢板。
一种辊底式热处理炉板坯加热工艺优化方法.pdf
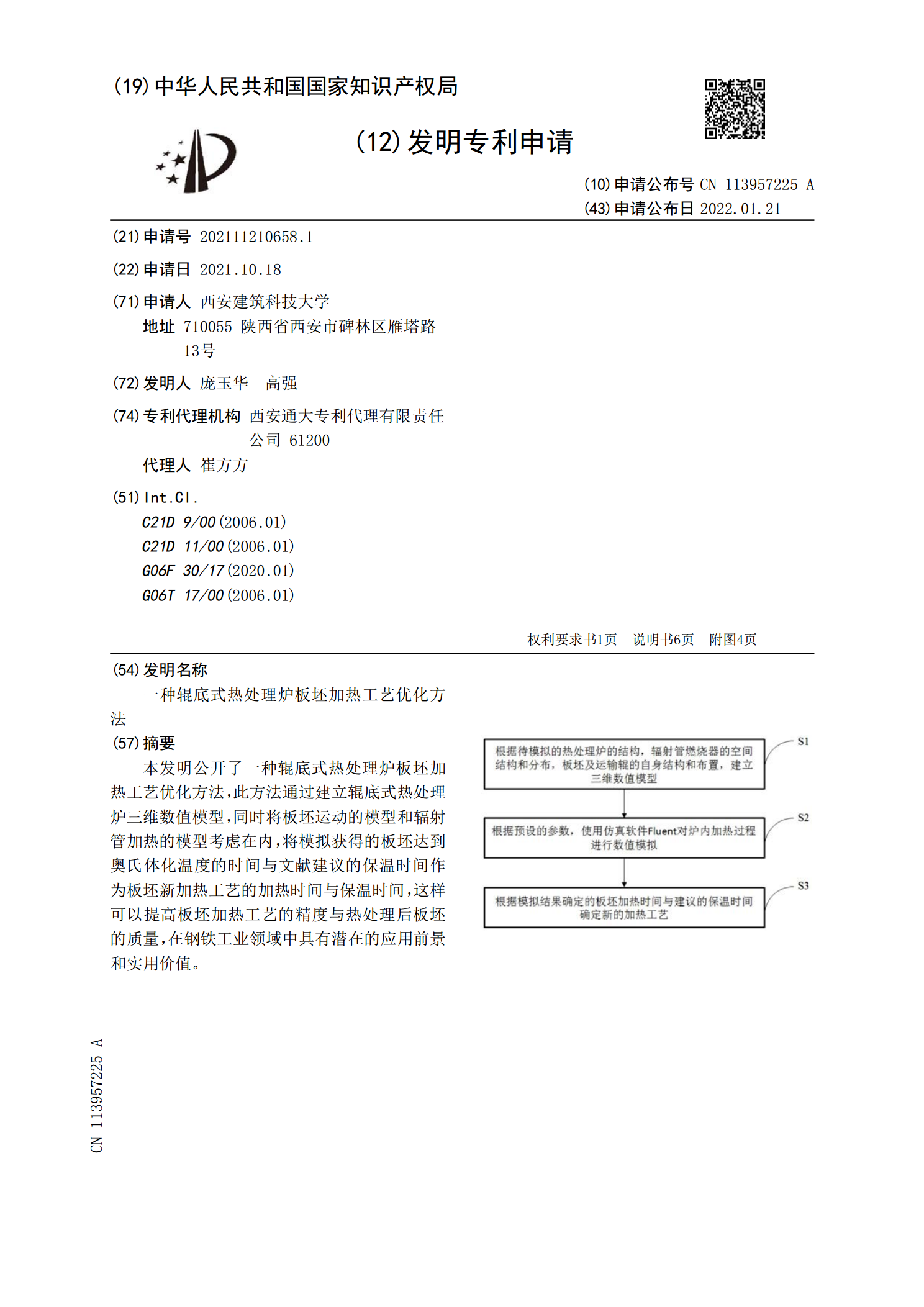
本发明公开了一种辊底式热处理炉板坯加热工艺优化方法,此方法通过建立辊底式热处理炉三维数值模型,同时将板坯运动的模型和辐射管加热的模型考虑在内,将模拟获得的板坯达到奥氏体化温度的时间与文献建议的保温时间作为板坯新加热工艺的加热时间与保温时间,这样可以提高板坯加热工艺的精度与热处理后板坯的质量,在钢铁工业领域中具有潜在的应用前景和实用价值。
防止热处理炉炉底辊结瘤的钢板热处理方法.pdf
本发明公开了一种防止热处理炉炉底辊结瘤的钢板热处理方法,包括如下步骤:1)将需要淬火或正火热处理的热轧态钢板的下表面进行抛丸处理;2)钢板入炉前通过辊道间的钢丝刷和树脂辊刷对钢板下表面进行清扫;3)对钢板的下表面进行质量检测,当质量不满足要求时重新进行步骤1)和2)中的抛丸和清扫操作直至质量合格;4)热轧态钢板进入辊底式连续热处理炉进行加热;5)利用高压水进行淬火处理或空冷进行正火。本发明具有操作简便、成本低、生产效率高等优势,且所生产的淬火或正火钢板下表面质量高,节省了大量的人力和经济投入。