
一种玻璃瓶制瓶机柔性卸瓶转运装置及方法.pdf

雨巷****怡轩

1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种玻璃瓶制瓶机柔性卸瓶转运装置及方法.pdf
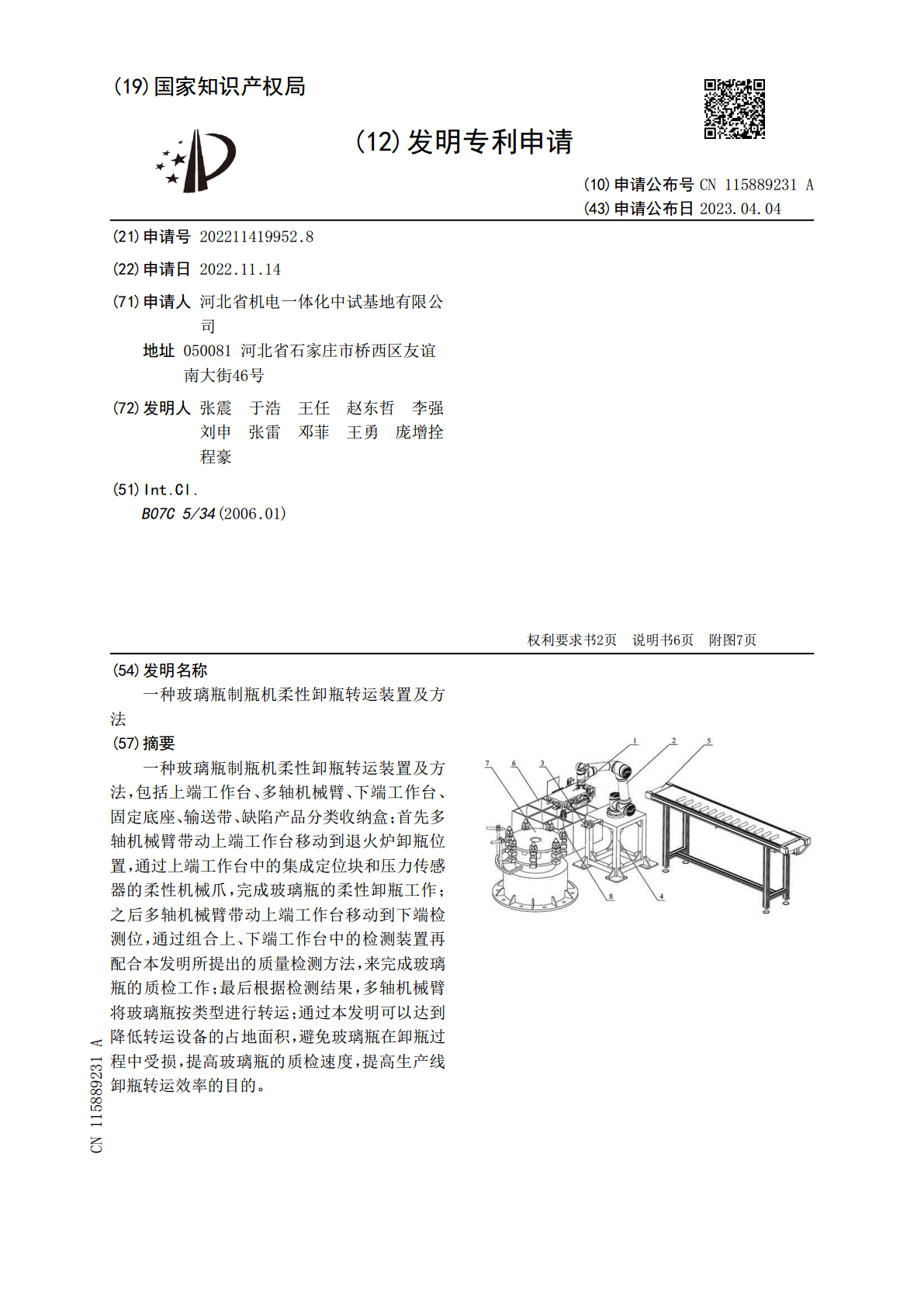
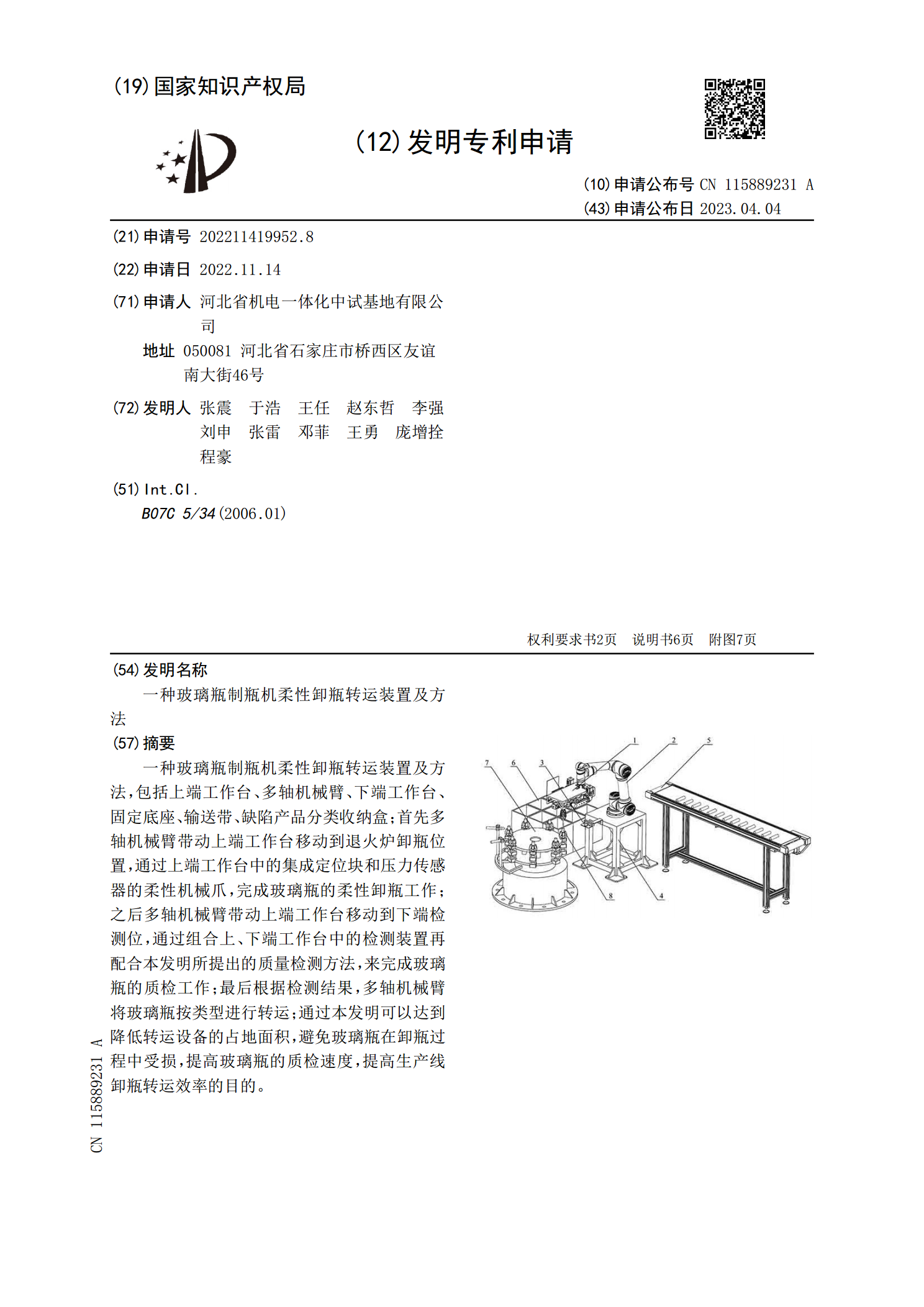
一种玻璃瓶制瓶机柔性卸瓶转运装置及方法,包括上端工作台、多轴机械臂、下端工作台、固定底座、输送带、缺陷产品分类收纳盒;首先多轴机械臂带动上端工作台移动到退火炉卸瓶位置,通过上端工作台中的集成定位块和压力传感器的柔性机械爪,完成玻璃瓶的柔性卸瓶工作;之后多轴机械臂带动上端工作台移动到下端检测位,通过组合上、下端工作台中的检测装置再配合本发明所提出的质量检测方法,来完成玻璃瓶的质检工作;最后根据检测结果,多轴机械臂将玻璃瓶按类型进行转运;通过本发明可以达到降低转运设备的占地面积,避免玻璃瓶在卸瓶过程中受损,提
一种医用玻璃瓶转运装置.pdf
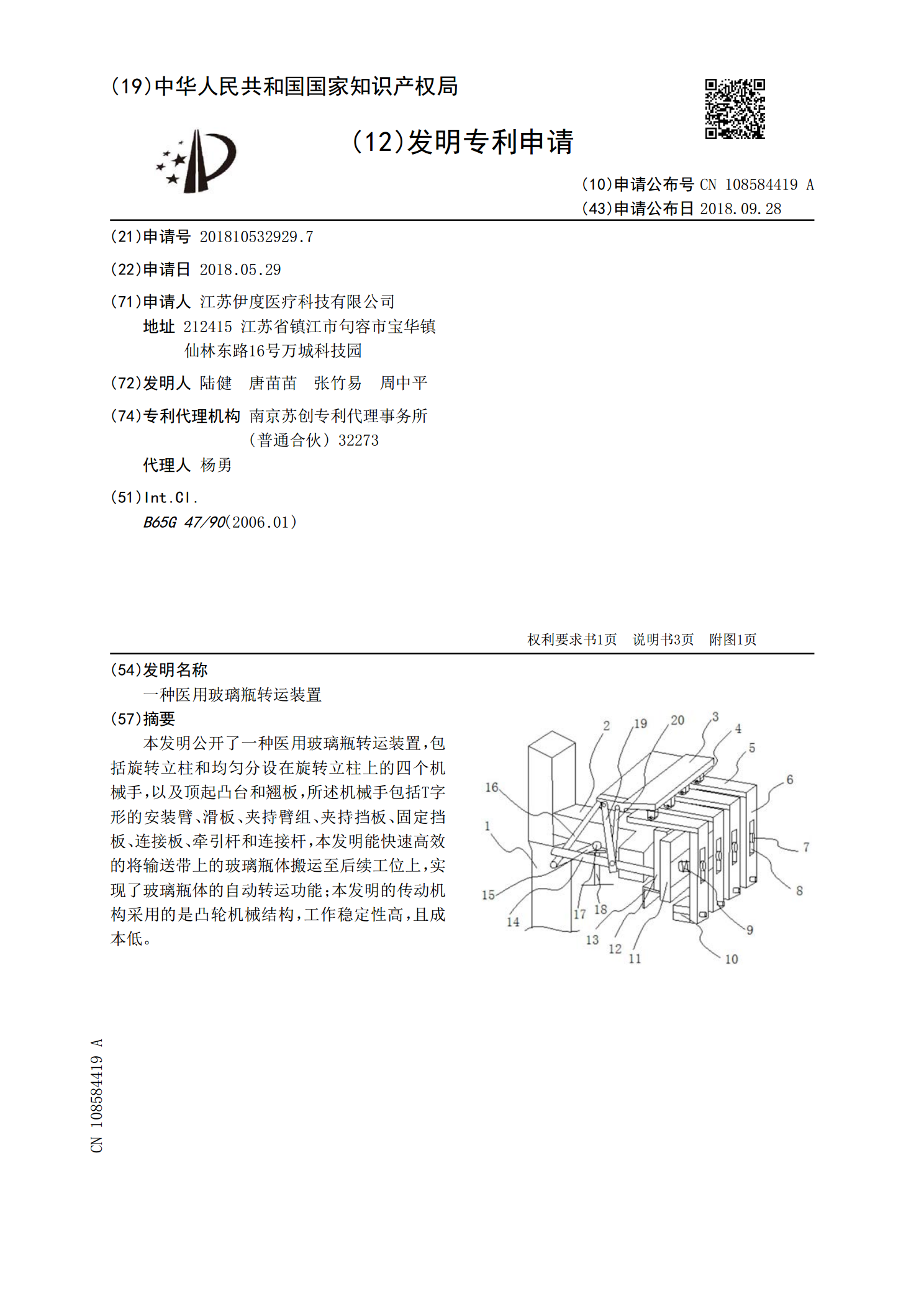
本发明公开了一种医用玻璃瓶转运装置,包括旋转立柱和均匀分设在旋转立柱上的四个机械手,以及顶起凸台和翘板,所述机械手包括T字形的安装臂、滑板、夹持臂组、夹持挡板、固定挡板、连接板、牵引杆和连接杆,本发明能快速高效的将输送带上的玻璃瓶体搬运至后续工位上,实现了玻璃瓶体的自动转运功能;本发明的传动机构采用的是凸轮机械结构,工作稳定性高,且成本低。

出瓶机械手、制瓶机及玻璃瓶.pdf
本发明公开了一种出瓶机械手,包括升降轴座、可转动的设于升降轴座上的升降轴、设于该升降轴顶部的夹持安装座;升降轴上设有滚轮以及滚轮轴;夹持安装座的前端设有对开式夹爪以及夹爪控制机构;升降轴座上设有与滚轮配合、使升降轴在升降过程中定向转动的凸轮槽。该出瓶机械手的直立部分占用空间小,该出瓶机械手设置在制瓶机上时,其夹持安装座可以大致的沿着制瓶机转盘的切线或者与切线平行的位置布置,移出玻璃瓶的方向可以大致的沿着垂直于制瓶机转盘的方向,从而后续的出料装置可以方便的布置,极大的减小设备所需的设置空间,提高了空间利用率
玻璃瓶转运系统.pdf
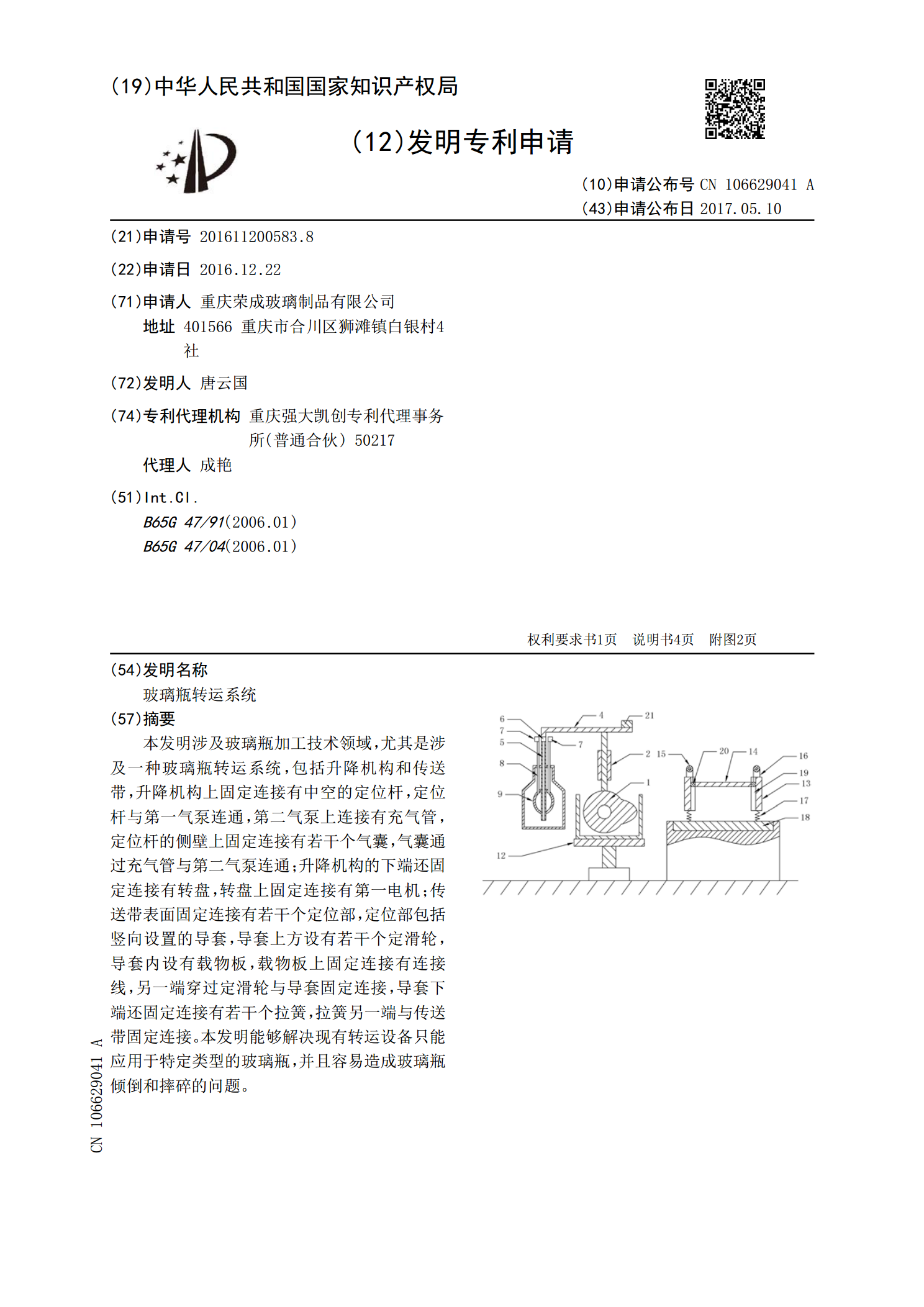
本发明涉及玻璃瓶加工技术领域,尤其是涉及一种玻璃瓶转运系统,包括升降机构和传送带,升降机构上固定连接有中空的定位杆,定位杆与第一气泵连通,第二气泵上连接有充气管,定位杆的侧壁上固定连接有若干个气囊,气囊通过充气管与第二气泵连通;升降机构的下端还固定连接有转盘,转盘上固定连接有第一电机;传送带表面固定连接有若干个定位部,定位部包括竖向设置的导套,导套上方设有若干个定滑轮,导套内设有载物板,载物板上固定连接有连接线,另一端穿过定滑轮与导套固定连接,导套下端还固定连接有若干个拉簧,拉簧另一端与传送带固定连接。本
一种玻璃瓶理瓶机.pdf
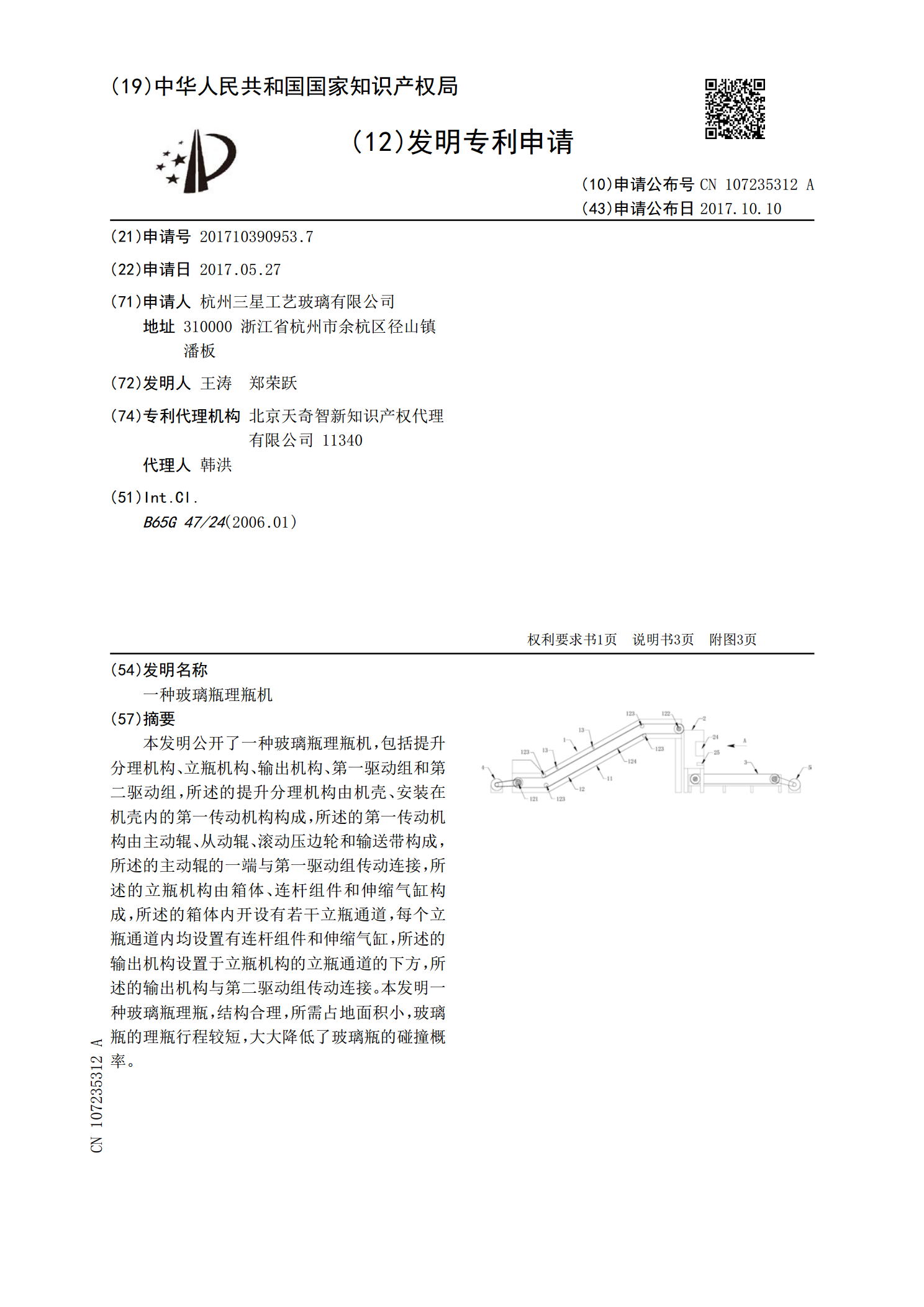
本发明公开了一种玻璃瓶理瓶机,包括提升分理机构、立瓶机构、输出机构、第一驱动组和第二驱动组,所述的提升分理机构由机壳、安装在机壳内的第一传动机构构成,所述的第一传动机构由主动辊、从动辊、滚动压边轮和输送带构成,所述的主动辊的一端与第一驱动组传动连接,所述的立瓶机构由箱体、连杆组件和伸缩气缸构成,所述的箱体内开设有若干立瓶通道,每个立瓶通道内均设置有连杆组件和伸缩气缸,所述的输出机构设置于立瓶机构的立瓶通道的下方,所述的输出机构与第二驱动组传动连接。本发明一种玻璃瓶理瓶,结构合理,所需占地面积小,玻璃瓶的理