
一种玻璃钢化膜的生产工艺.pdf

猫巷****松臣


1/6
2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种玻璃钢化膜的生产工艺.pdf
本发明涉及一种玻璃钢化膜的生产工艺,包括以下步骤:步骤S1,将0.9~1.2mm厚的玻璃切割成一定规格的玻璃膜片,先对玻璃膜片进行和磨边处理;步骤S2,将步骤S1处理后的玻璃膜片预热处理,预热处理后放入1号钢化炉中进行离子交换,完成后取出自然冷却;步骤S3,将冷却后的玻璃膜片进行清洗处理,再次进行预热后放入2号钢化炉中进行离子交换,完成后取出;步骤S4,将步骤S3冷却后的玻璃膜片进行清洗处理,烘干,得样品;所述1号钢化炉中为硝酸钾和硝酸钠的混合熔盐,所述2号钢化炉中为硝酸钾熔盐。本发明旨在提供一种玻璃钢化
玻璃钢化连线生产工艺.pdf
本发明公开一种玻璃钢化连线生产工艺,该连线生产工艺包括以下步骤:(1)将玻璃在自动磨边机上磨边后经传送带传给清洗机;(2)将磨边后的玻璃进行清洗,去除粉尘;(3)将清洗后的玻璃经传送带自动送入钢化炉中;(4)从钢化炉中出来的玻璃保持180~220℃温度,经过温差机的冷水喷淋试验,没有炸裂的钢化玻璃经清洗后进入包装工序;本发明技术方案一方面降低能耗,提高玻璃洁净度,另一方面,由于温差机的测试提升了玻璃的品质,增强钢化玻璃应力均匀度,降低了钢化玻璃自爆率。

一种玻璃钢化炉及玻璃钢化方法.pdf
本发明公开了一种玻璃钢化炉及玻璃钢化方法,玻璃钢化炉炉膛内空间尺寸的长、宽、高比例为45~60:20~26:50~80,加热区炉体保温层厚度为250-400mm,在炉膛内的加热元件均由玻璃石英管构成,在钢化过程中,在将玻璃加热至钢化所需的670℃~695℃温度后,钢化急冷区高压风机启动,待风压正常后,将玻璃从加热区通过辊道传送到钢化急冷区,在钢化急冷区高压风机工作期间,加热区加热元件暂停工作,在急冷区高压风机停止工作后,加热区加热元件恢复工作。本发明可将加热区用电和风栅区用电时间错开,降低了供电设备的负荷
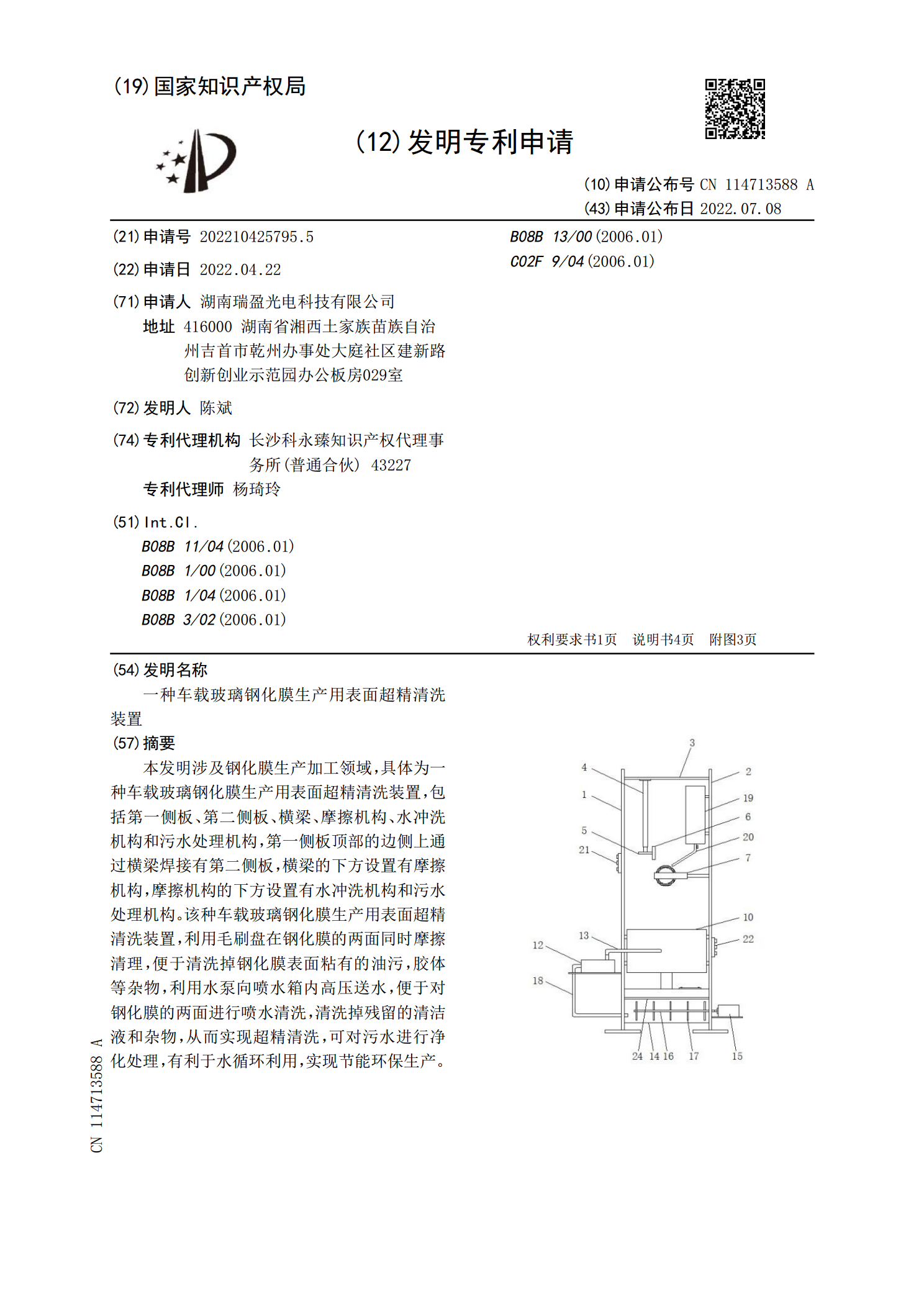
一种车载玻璃钢化膜生产用表面超精清洗装置.pdf
本发明涉及钢化膜生产加工领域,具体为一种车载玻璃钢化膜生产用表面超精清洗装置,包括第一侧板、第二侧板、横梁、摩擦机构、水冲洗机构和污水处理机构,第一侧板顶部的边侧上通过横梁焊接有第二侧板,横梁的下方设置有摩擦机构,摩擦机构的下方设置有水冲洗机构和污水处理机构。该种车载玻璃钢化膜生产用表面超精清洗装置,利用毛刷盘在钢化膜的两面同时摩擦清理,便于清洗掉钢化膜表面粘有的油污,胶体等杂物,利用水泵向喷水箱内高压送水,便于对钢化膜的两面进行喷水清洗,清洗掉残留的清洁液和杂物,从而实现超精清洗,可对污水进行净化处理,
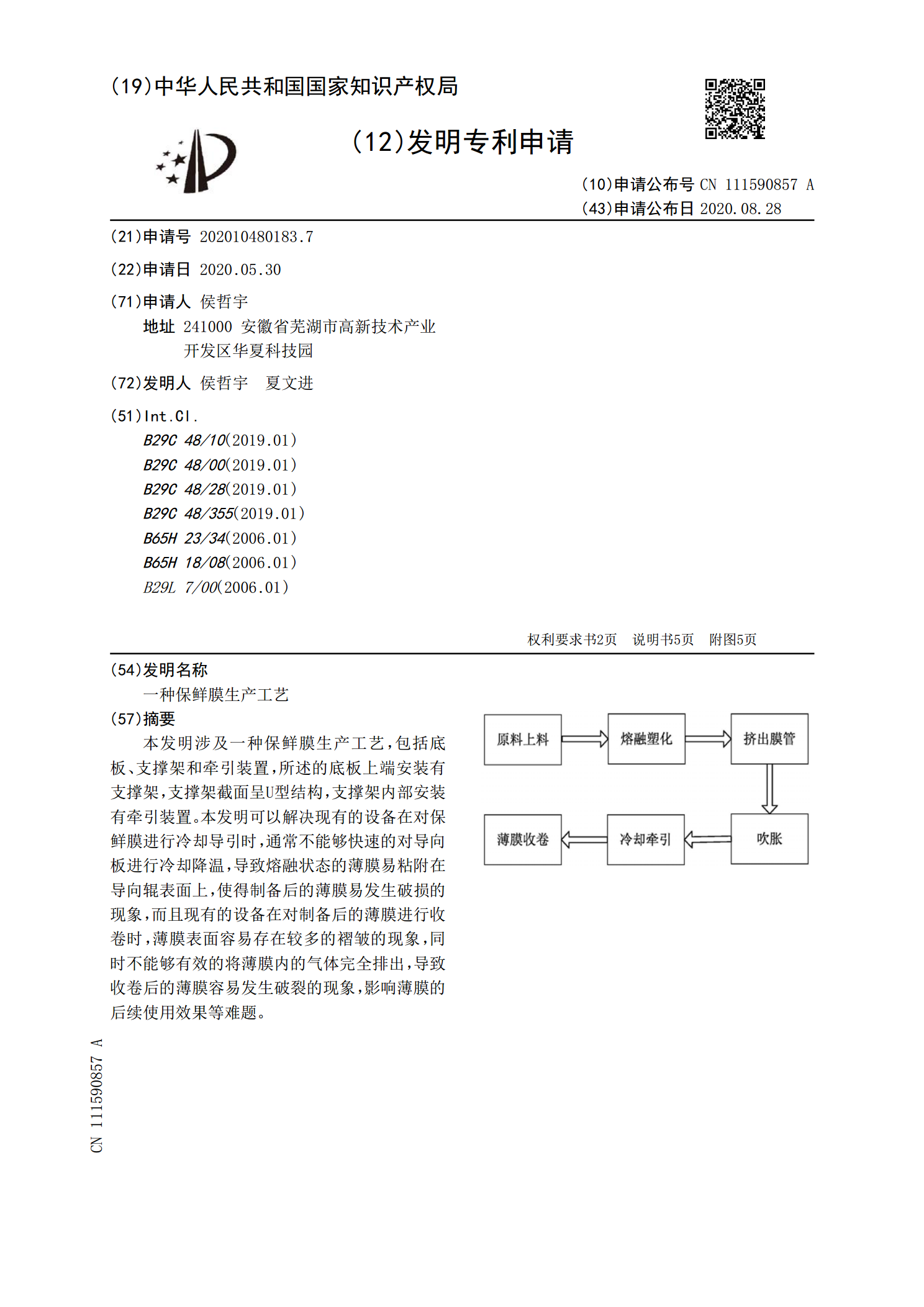
一种保鲜膜生产工艺.pdf
本发明涉及一种保鲜膜生产工艺,包括底板、支撑架和牵引装置,所述的底板上端安装有支撑架,支撑架截面呈U型结构,支撑架内部安装有牵引装置。本发明可以解决现有的设备在对保鲜膜进行冷却导引时,通常不能够快速的对导向板进行冷却降温,导致熔融状态的薄膜易粘附在导向辊表面上,使得制备后的薄膜易发生破损的现象,而且现有的设备在对制备后的薄膜进行收卷时,薄膜表面容易存在较多的褶皱的现象,同时不能够有效的将薄膜内的气体完全排出,导致收卷后的薄膜容易发生破裂的现象,影响薄膜的后续使用效果等难题。