
一种铁基粉末冶金摇臂烧结工艺.pdf

书生****文章

1/8
2/8

3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铁基粉末冶金摇臂烧结工艺.pdf
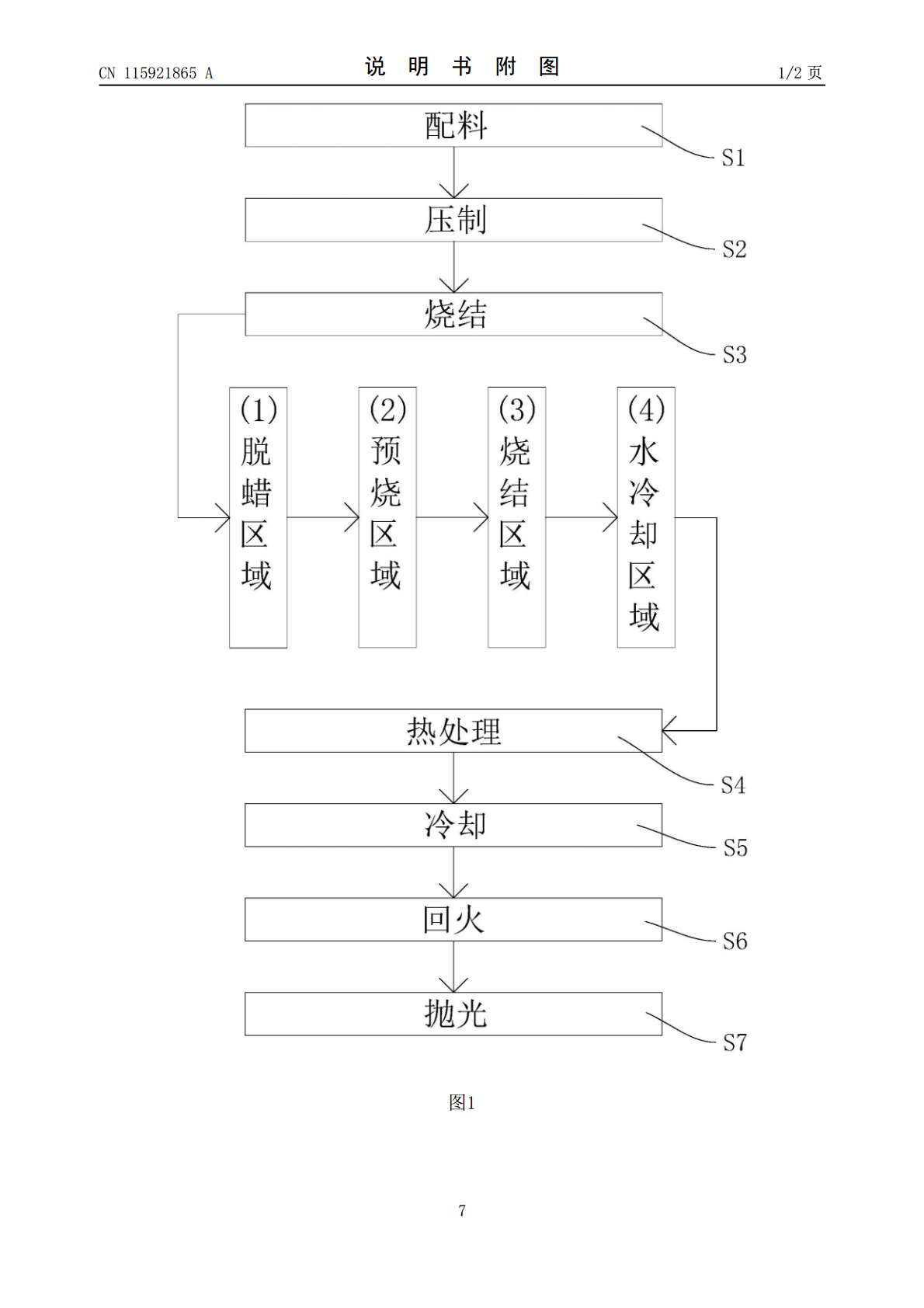
本发明公开了一种铁基粉末冶金摇臂烧结工艺,涉及粉末冶金技术领域,其技术方案要点是:烧结工艺包括以下步骤:配料:将石墨粉、石蜡粉末、完全合金粉末混合、搅拌制得混合物;混合物装入模具中挤压成型,制得生坯;生坯烧结得到摇臂产品,再将产品重新转移至高温炉中热处理,之后放入冷却油中冷却30min~60min;随后产品转移至回火炉中回火,在温度160℃~250℃的条件下保温60min~180min后将产品取出风冷至室温;最后将产品打磨抛光,得到成品零件。生坯通过1200℃~1300℃的高温烧制,提高合金的扩散程度,进

预混合工艺对铁基粉末冶金材料组织和烧结性能的影响.docx
预混合工艺对铁基粉末冶金材料组织和烧结性能的影响预混合工艺是一种常用的粉末冶金方法,通过将金属粉末与添加剂预先混合,并进行烧结制备材料。预混合工艺对铁基粉末冶金材料的组织和烧结性能具有显著影响。本文将从以下几个方面进行论述。首先,预混合工艺可以有效地改善铁基粉末冶金材料的组织结构。预混合过程中,金属粉末与添加剂可以充分混合,使得添加剂均匀分布在金属粉末中。这样可以增加粉末之间的接触面积,促进粒子间的扩散和扩散反应,有利于形成致密的微观结构。同时,预混合过程中可加入一定比例的分散剂,能够改善粉末颗粒的分散性

温压铁基粉末冶金材料烧结硬化工艺的组织与性能研究.docx
温压铁基粉末冶金材料烧结硬化工艺的组织与性能研究温压铁基粉末冶金材料烧结硬化工艺的组织与性能研究摘要:铁基粉末冶金材料涵盖了铁基合金材料、铁基不锈钢材料和铁基耐磨材料三大类别。烧结硬化是一种常见的铁基粉末冶金材料生产工艺,本文以烧结硬化为研究对象,通过对铁基粉末冶金材料的组织与性能进行研究分析,综合讨论了温压铁基粉末冶金材料烧结硬化工艺的优缺点及其影响因素。关键词:铁基粉末冶金材料;烧结硬化;组织与性能;温压工艺Abstract:Iron-basedpowdermetallurgymaterialsinc

铁基粉末冶金压坯激光烧结研究.docx
铁基粉末冶金压坯激光烧结研究铁基粉末冶金压坯激光烧结研究摘要:铁基粉末冶金是一种重要的制备金属件的方法。本研究采用压坯和激光烧结技术,探讨了铁基粉末冶金的制备工艺和烧结过程对材料性能的影响。通过研究发现,压坯和激光烧结工艺可以有效地提高材料的致密度和力学性能。同时,研究还发现了烧结温度,烧结时间和粉末特性对材料性能的影响。该研究为进一步优化铁基粉末冶金工艺提供了理论依据。1.引言铁基粉末冶金是一种制备金属件的重要工艺。它可以通过将金属粉末压制成坯料,然后利用烧结技术将粉末颗粒结合在一起,形成致密的材料。在
铁基合金烧结体和粉末冶金用铁基混合粉.pdf
本发明的目的在于提供拉伸强度为800MPa以上且切削性优异的铁基合金烧结体。本发明是一种铁基合金烧结体,具有维氏硬度的平均值为300Hv~900Hv且维氏硬度的标准偏差为200Hv以下的微观组织,并且气孔的平均圆形度为0.30以上。