
炉辊、辊底式炉、炉辊的应用以及制造热成型且至少局部加压淬火的车辆部件的方法.pdf

一条****ee

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
炉辊、辊底式炉、炉辊的应用以及制造热成型且至少局部加压淬火的车辆部件的方法.pdf
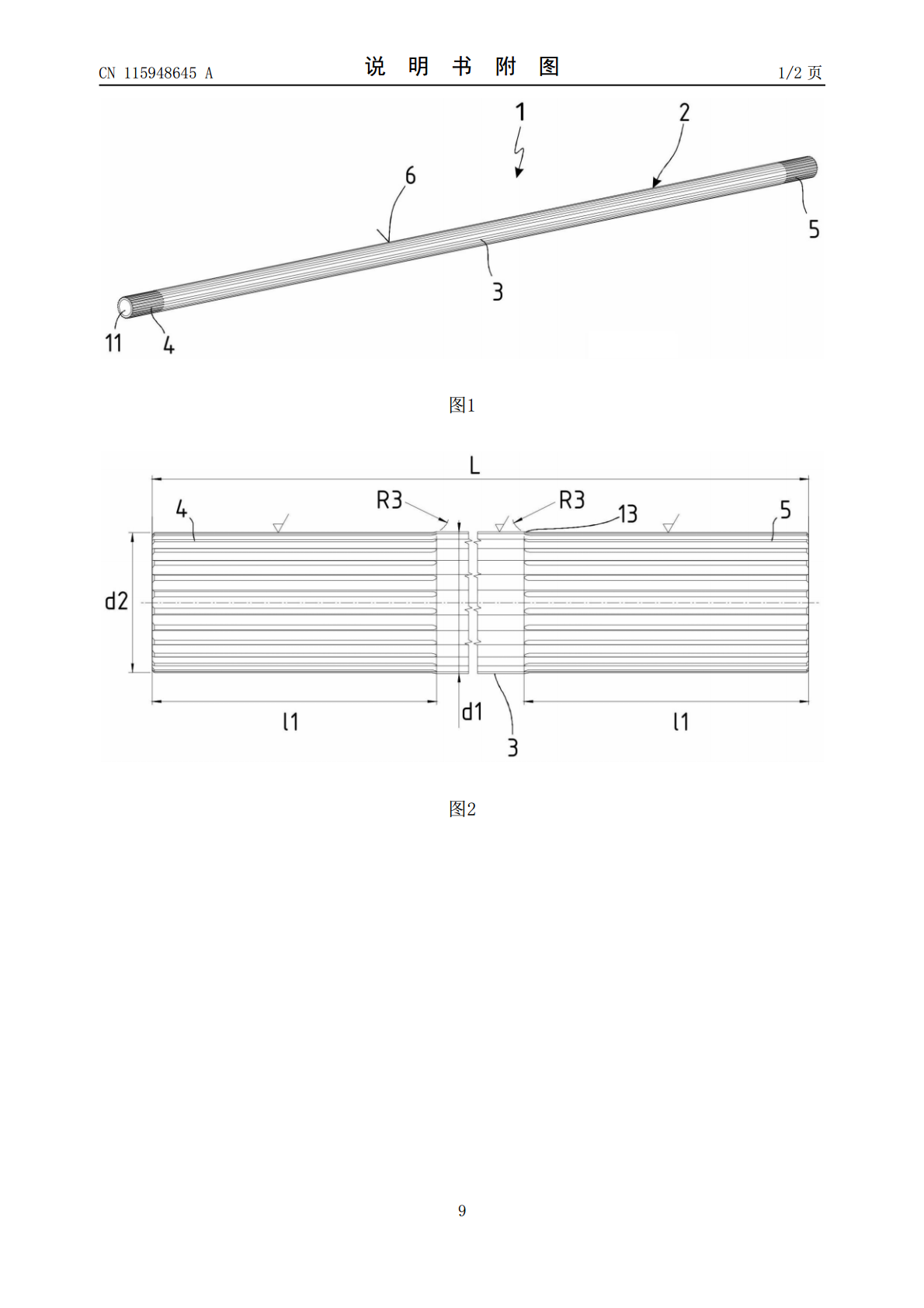
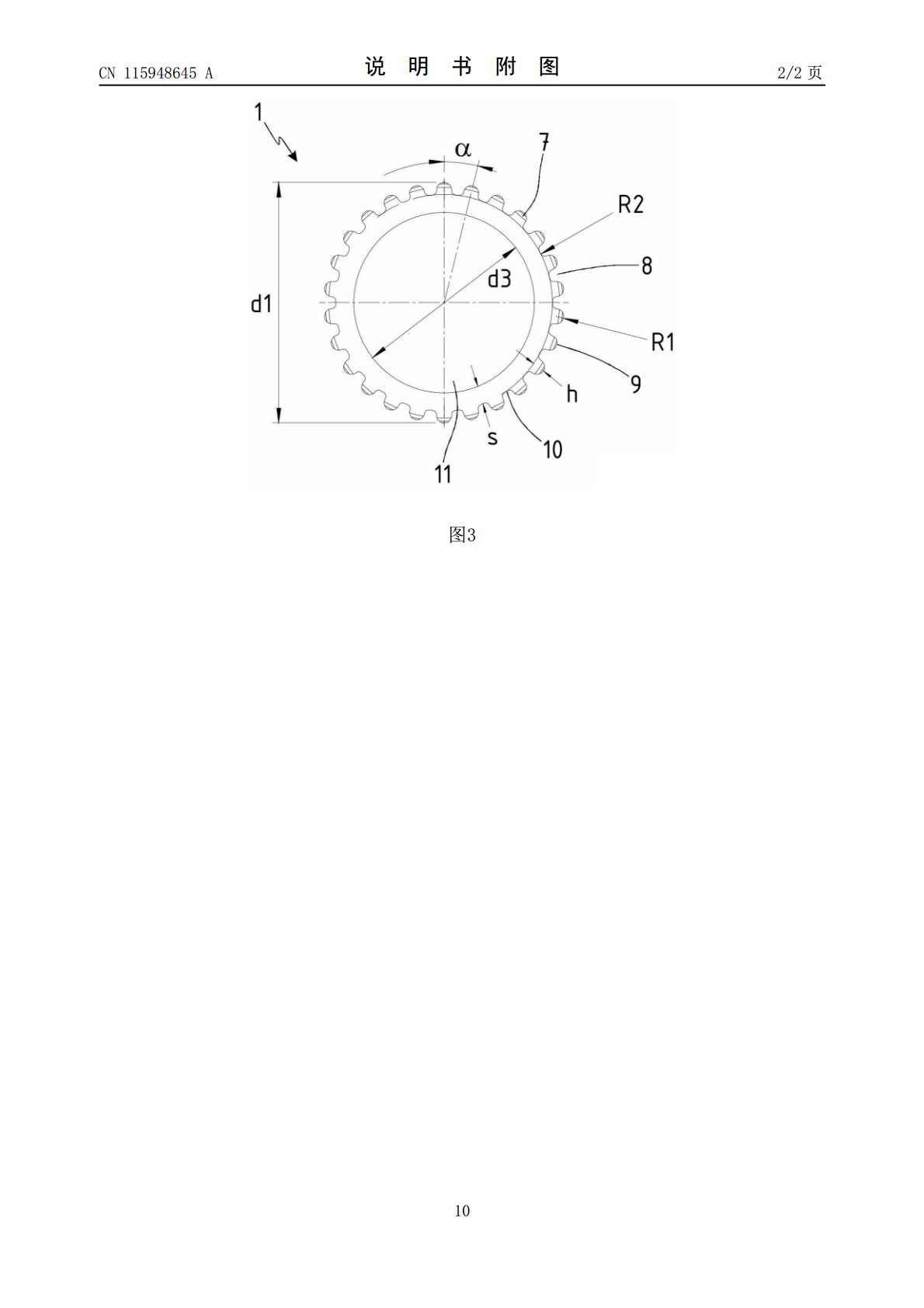
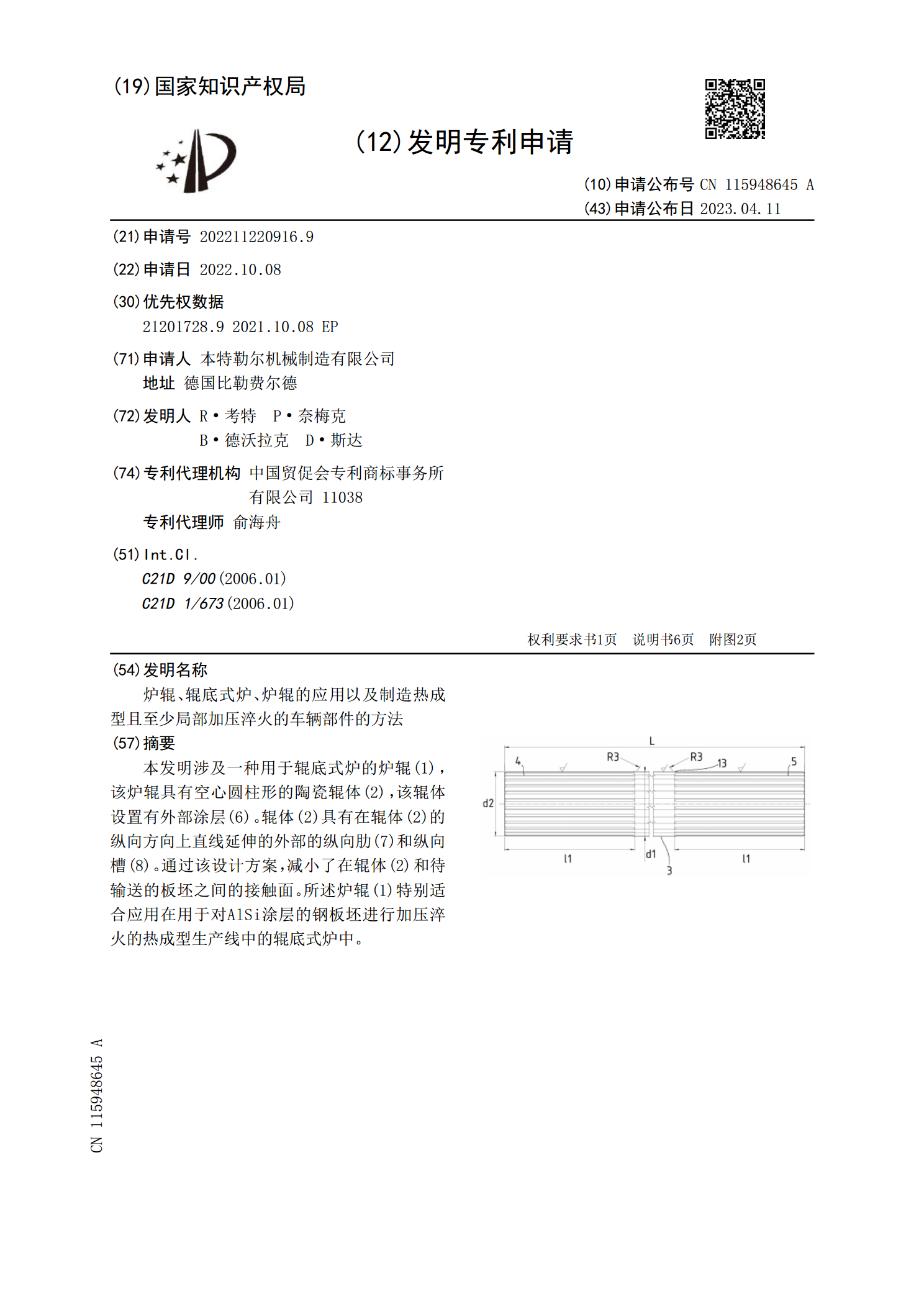
本发明涉及一种用于辊底式炉的炉辊(1),该炉辊具有空心圆柱形的陶瓷辊体(2),该辊体设置有外部涂层(6)。辊体(2)具有在辊体(2)的纵向方向上直线延伸的外部的纵向肋(7)和纵向槽(8)。通过该设计方案,减小了在辊体(2)和待输送的板坯之间的接触面。所述炉辊(1)特别适合应用在用于对AlSi涂层的钢板坯进行加压淬火的热成型生产线中的辊底式炉中。
热成型辊底式加热炉的炉辊.pdf
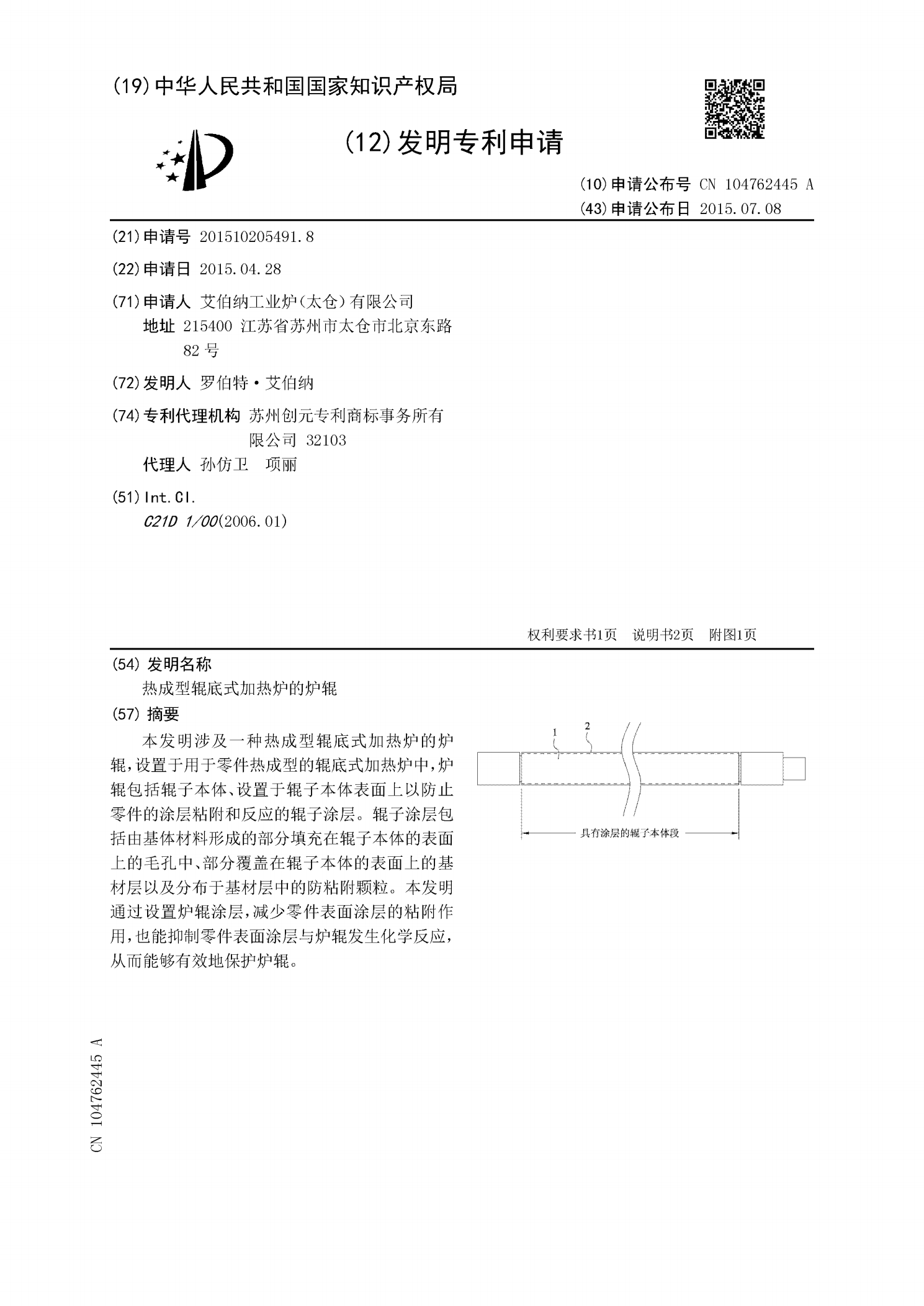
本发明涉及一种热成型辊底式加热炉的炉辊,设置于用于零件热成型的辊底式加热炉中,炉辊包括辊子本体、设置于辊子本体表面上以防止零件的涂层粘附和反应的辊子涂层。辊子涂层包括由基体材料形成的部分填充在辊子本体的表面上的毛孔中、部分覆盖在辊子本体的表面上的基材层以及分布于基材层中的防粘附颗粒。本发明通过设置炉辊涂层,减少零件表面涂层的粘附作用,也能抑制零件表面涂层与炉辊发生化学反应,从而能够有效地保护炉辊。
辊底式热处理炉的炉辊.pdf
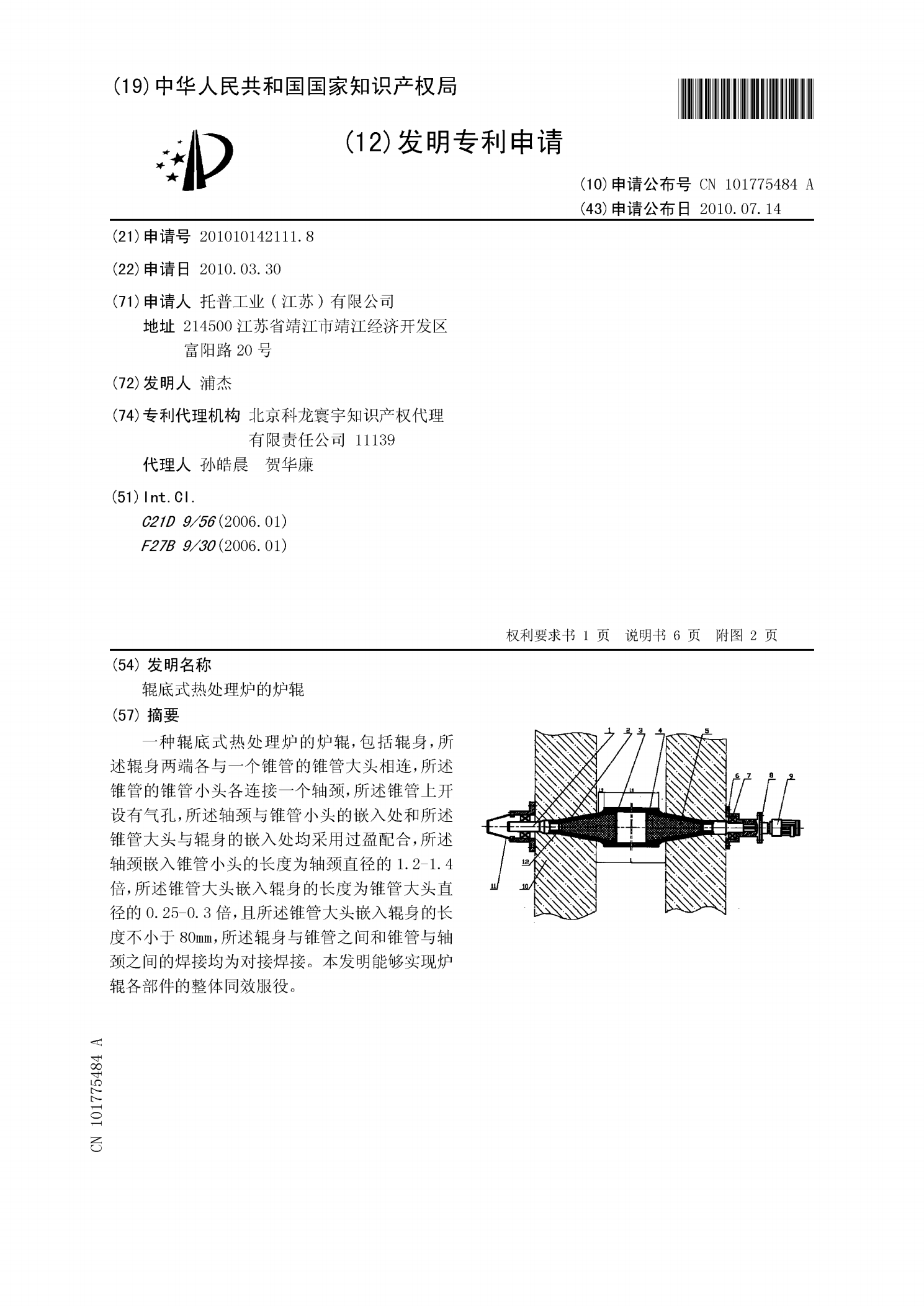
一种辊底式热处理炉的炉辊,包括辊身,所述辊身两端各与一个锥管的锥管大头相连,所述锥管的锥管小头各连接一个轴颈,所述锥管上开设有气孔,所述轴颈与锥管小头的嵌入处和所述锥管大头与辊身的嵌入处均采用过盈配合,所述轴颈嵌入锥管小头的长度为轴颈直径的1.2-1.4倍,所述锥管大头嵌入辊身的长度为锥管大头直径的0.25-0.3倍,且所述锥管大头嵌入辊身的长度不小于80mm,所述辊身与锥管之间和锥管与轴颈之间的焊接均为对接焊接。本发明能够实现炉辊各部件的整体同效服役。
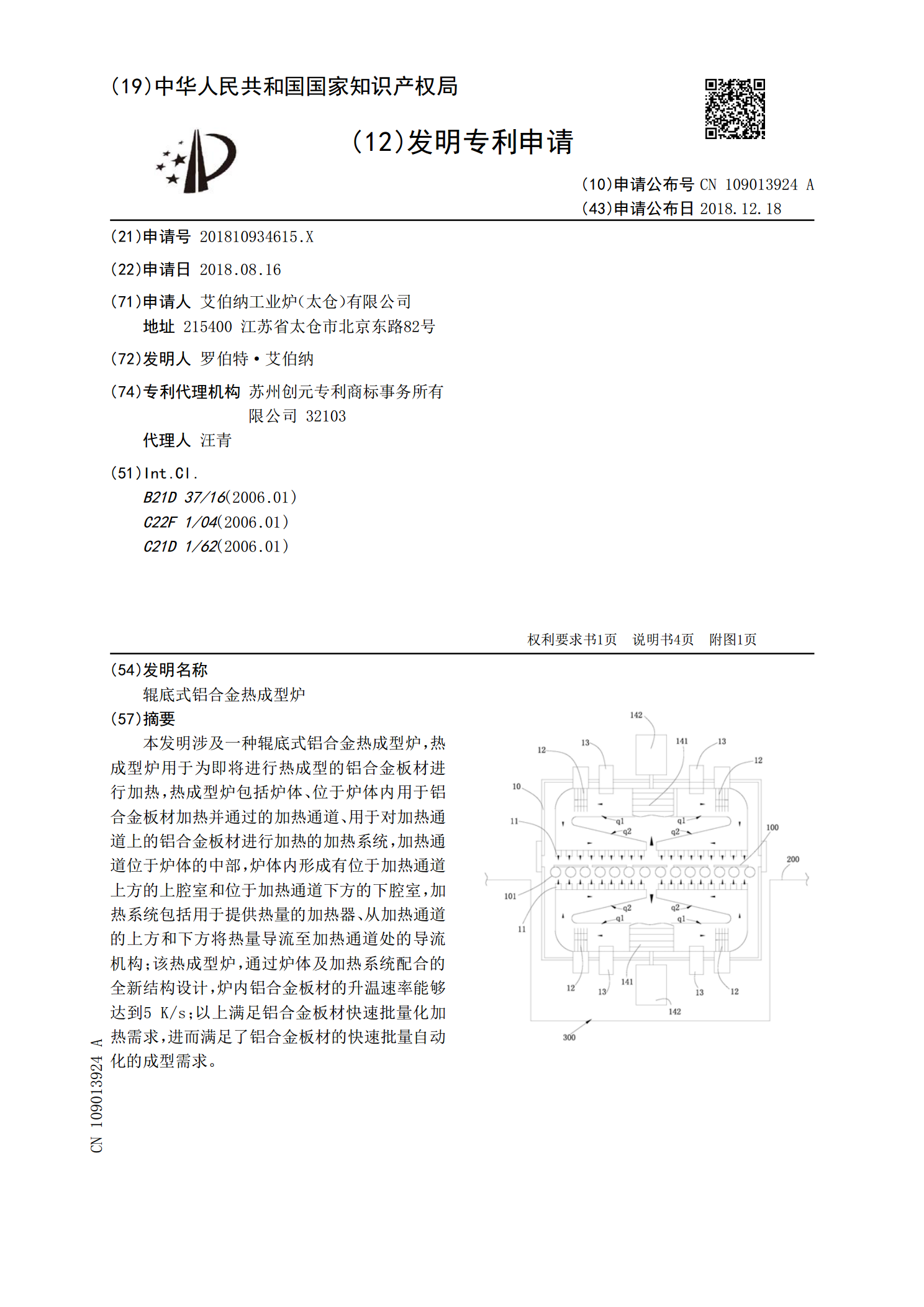
辊底式铝合金热成型炉.pdf
本发明涉及一种辊底式铝合金热成型炉,热成型炉用于为即将进行热成型的铝合金板材进行加热,热成型炉包括炉体、位于炉体内用于铝合金板材加热并通过的加热通道、用于对加热通道上的铝合金板材进行加热的加热系统,加热通道位于炉体的中部,炉体内形成有位于加热通道上方的上腔室和位于加热通道下方的下腔室,加热系统包括用于提供热量的加热器、从加热通道的上方和下方将热量导流至加热通道处的导流机构;该热成型炉,通过炉体及加热系统配合的全新结构设计,炉内铝合金板材的升温速率能够达到5K/s;以上满足铝合金板材快速批量化加热需求,进
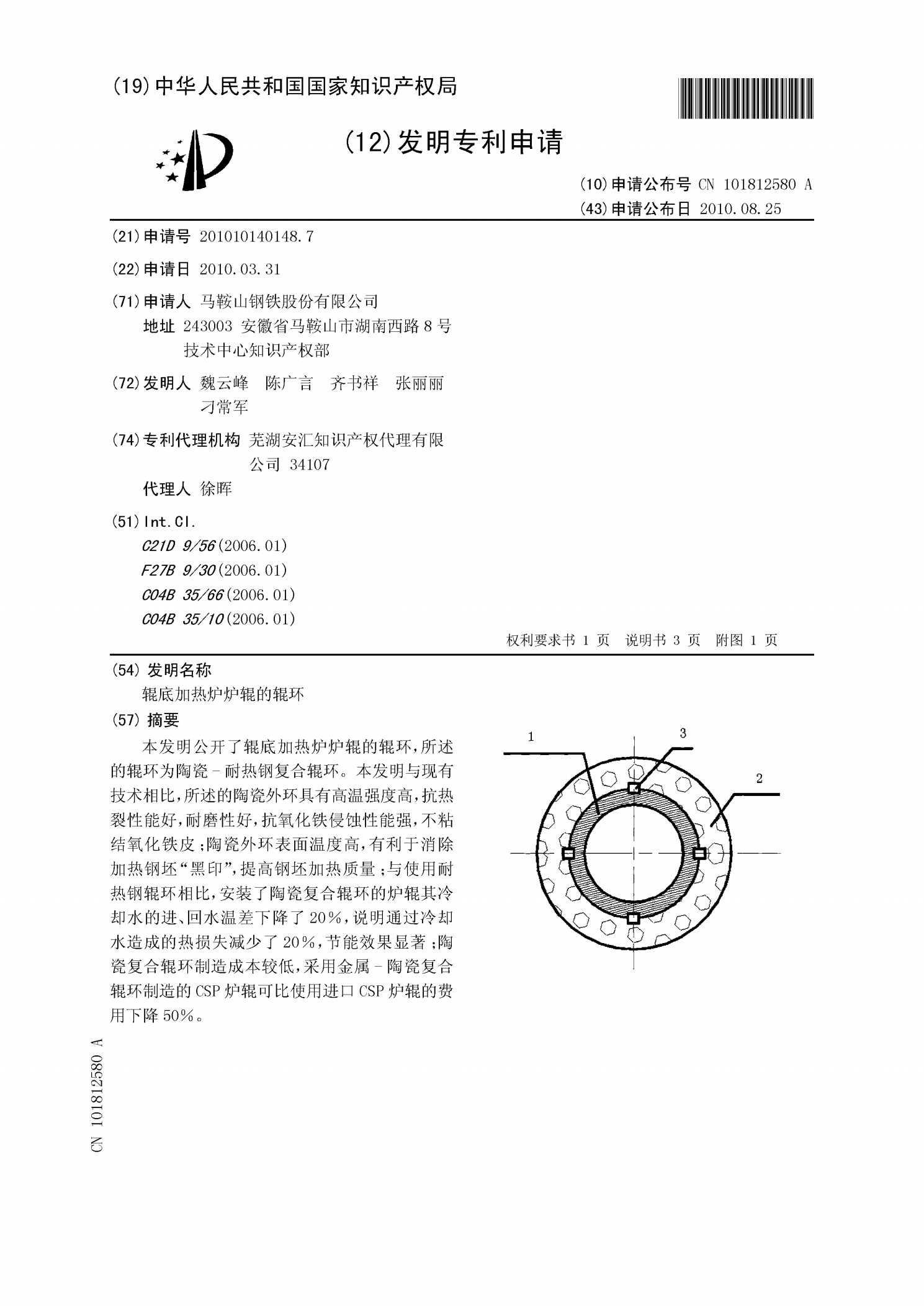
辊底加热炉炉辊的辊环.pdf
本发明公开了辊底加热炉炉辊的辊环,所述的辊环为陶瓷-耐热钢复合辊环。本发明与现有技术相比,所述的陶瓷外环具有高温强度高,抗热裂性能好,耐磨性好,抗氧化铁侵蚀性能强,不粘结氧化铁皮;陶瓷外环表面温度高,有利于消除加热钢坯“黑印”,提高钢坯加热质量;与使用耐热钢辊环相比,安装了陶瓷复合辊环的炉辊其冷却水的进、回水温差下降了20%,说明通过冷却水造成的热损失减少了20%,节能效果显著;陶瓷复合辊环制造成本较低,采用金属-陶瓷复合辊环制造的CSP炉辊可比使用进口CSP炉辊的费用下降50%。