
一种RH精炼炉目标搬出温度确定方法.pdf

美丽****ka

1/9
2/9
3/9

4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种RH精炼炉目标搬出温度确定方法.pdf
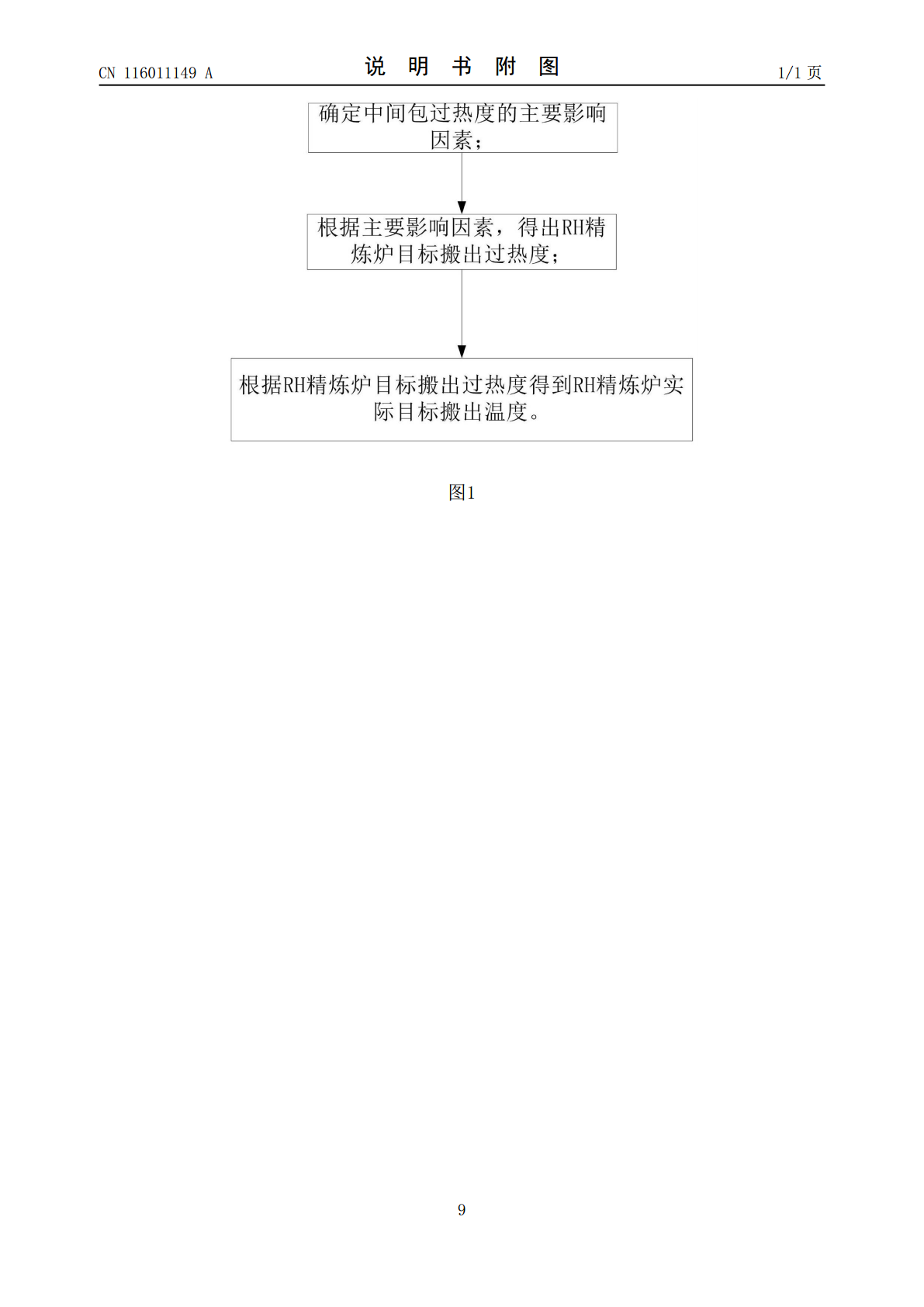
本发明提供了一种RH精炼炉目标搬出温度确定方法,涉及钢铁冶金技术领域,包括如下步骤:S1、确定中间包过热度的主要影响因素;S2、根据主要影响因素,得出RH精炼炉目标搬出过热度;S21、根据不同钢种的目标搬出温度,获取各罐钢水的原设计目标搬出温度;S22、根据偏差值计算得到原设计目标搬出温度下的各罐钢水的中间包过热度;S23、根据原设计目标搬出温度下的各罐钢水的中间包过热度,对主要影响因素进行线性回归分析,得到RH精炼炉目标搬出过热度;S3、根据RH精炼炉目标搬出过热度得到RH精炼炉实际目标搬出温度。本发明
一种以参考炉次法确定RH精炼炉脱碳工艺数据的方法.pdf
本发明属于钢铁冶金技术领域,具体地,本发明涉及一种以参考炉次法确定RH精炼炉脱碳工艺数据的方法。本发明通过参考炉次法确定RH精炼炉脱碳工艺数据,通过采集操作数据,建立数据库,用计算机处理数据快速准确,完全可替代目前凭人工经验决定脱碳和升温制度的方式,解决人工操作、判断的不稳定性,从而实现准确控制RH冶炼终点钢水的碳和温度、推进标准化作业。本发明不需要复杂的计算和准确的模型参数,只需去学习已精炼完炉次的精炼工艺数据,脱碳工艺数据移植性好。

一种RH精炼炉料控制方法.pdf
本发明公开了一种RH精炼炉料控制方法,包括:获取当前炉次所冶炼的钢种的钢水重量、及所需的N个主元素的第一百分含量,N为正整数;获取用于调节每个主元素的物料中,主元素的第二百分含量;基于第一百分含量、第二百分含量及钢水重量,获取用于调节每个主元素的物料的最大加入量;在控制每个主元素的物料进行放料的过程中,针对每个主元素,实时获取用于调节主元素的物料的当前已加入量;基于当前已加入量,更新物料的当前需加入量,当前需加入量在RH精炼开始时为最大加入量;当当前需加入量小于或等于零时,控制物料对应的物料仓停止放料。本
一种RH精炼炉高效脱碳的方法.pdf
本发明公开了一种RH精炼炉高效脱碳的方法,通过在RH精炼炉真空冶炼不同时期调节环流气流量,在深真空环境加速碳氧反应速率,达到钢水快速脱碳的目的,同时控制IF钢夹杂物在较低水平。

一种RH精炼炉生产IF钢的温度补偿精炼工艺.pdf
本发明公开了一种RH精炼炉生产IF钢的温度补偿精炼工艺,属于钢铁冶炼技术领域。本发明的步骤为:钢水到站顶升后,测定钢水的进站温度和进站氧含量;判断钢水是否需要进行温度补偿,并确定温度补偿值,同时对钢水进行抽真空处理;判断钢水是否需要进行吹氧处理,确定吹氧量;分批次加入升温铝粒;在升温铝粒加入后,提升气体流量,测定脱碳后氧含量;加入脱氧铝粒及合金化铝粒的量;加入合金料对钢水进行合金化处理;钢水循环后破真空;破真空后吹氩净搅。本发明在脱碳前期加铝进行温度补偿,同时调整真空度,提升气体流量,并增加破除真空后钢包