
重型载货汽车后悬架钢板弹簧与后桥组装工艺设备.pdf

安双****文章

1/8

2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
重型载货汽车后悬架钢板弹簧与后桥组装工艺设备.pdf
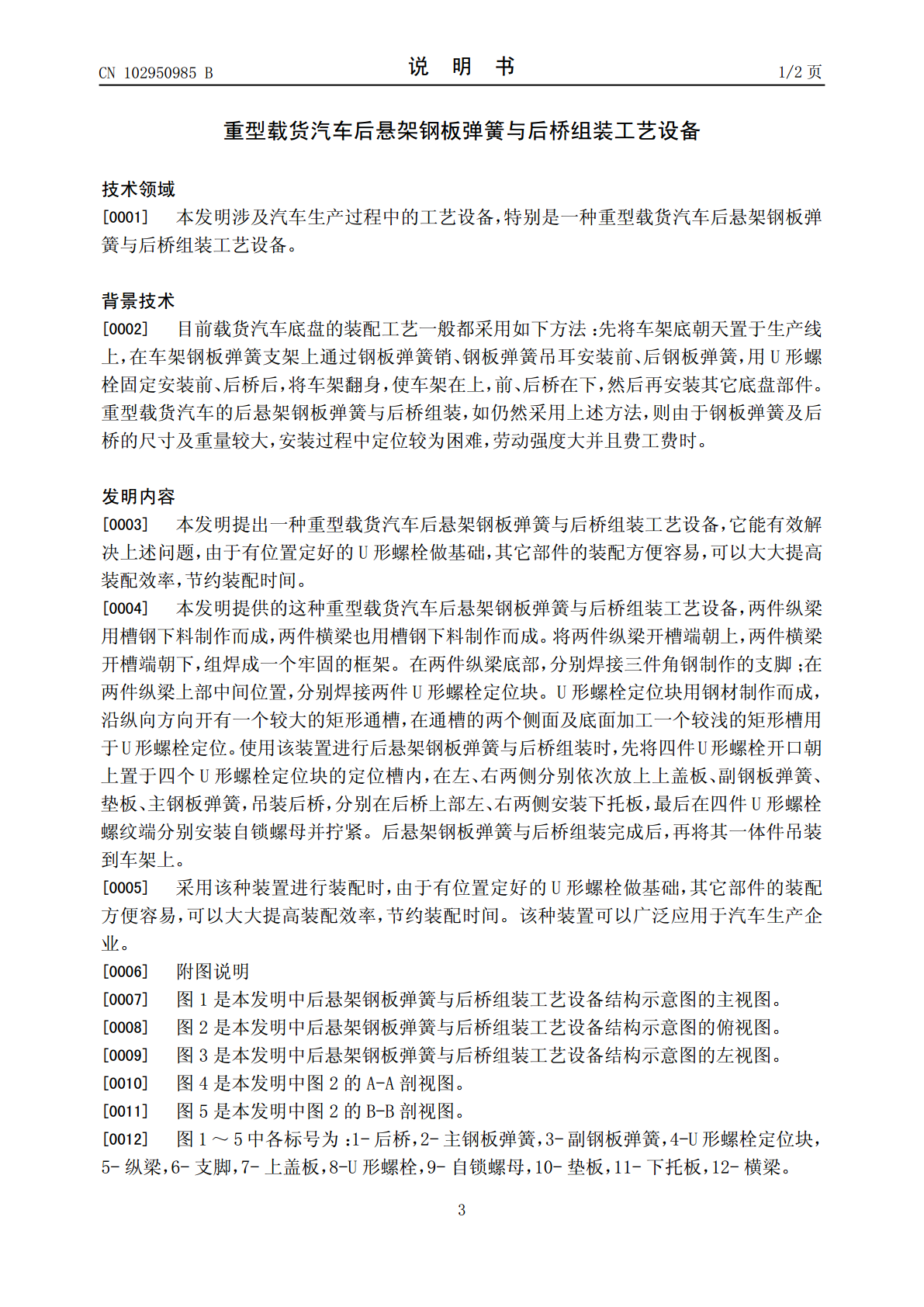
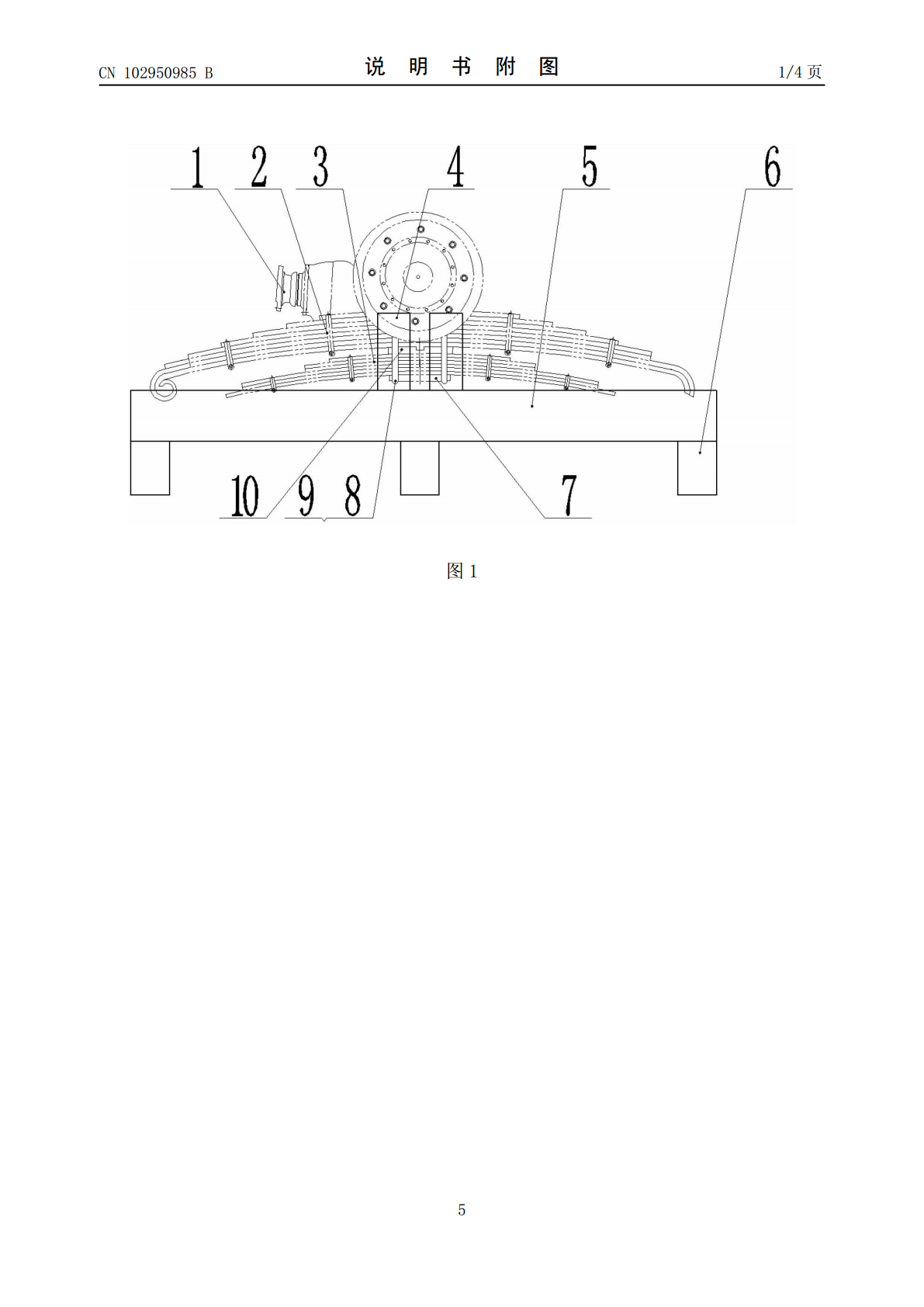
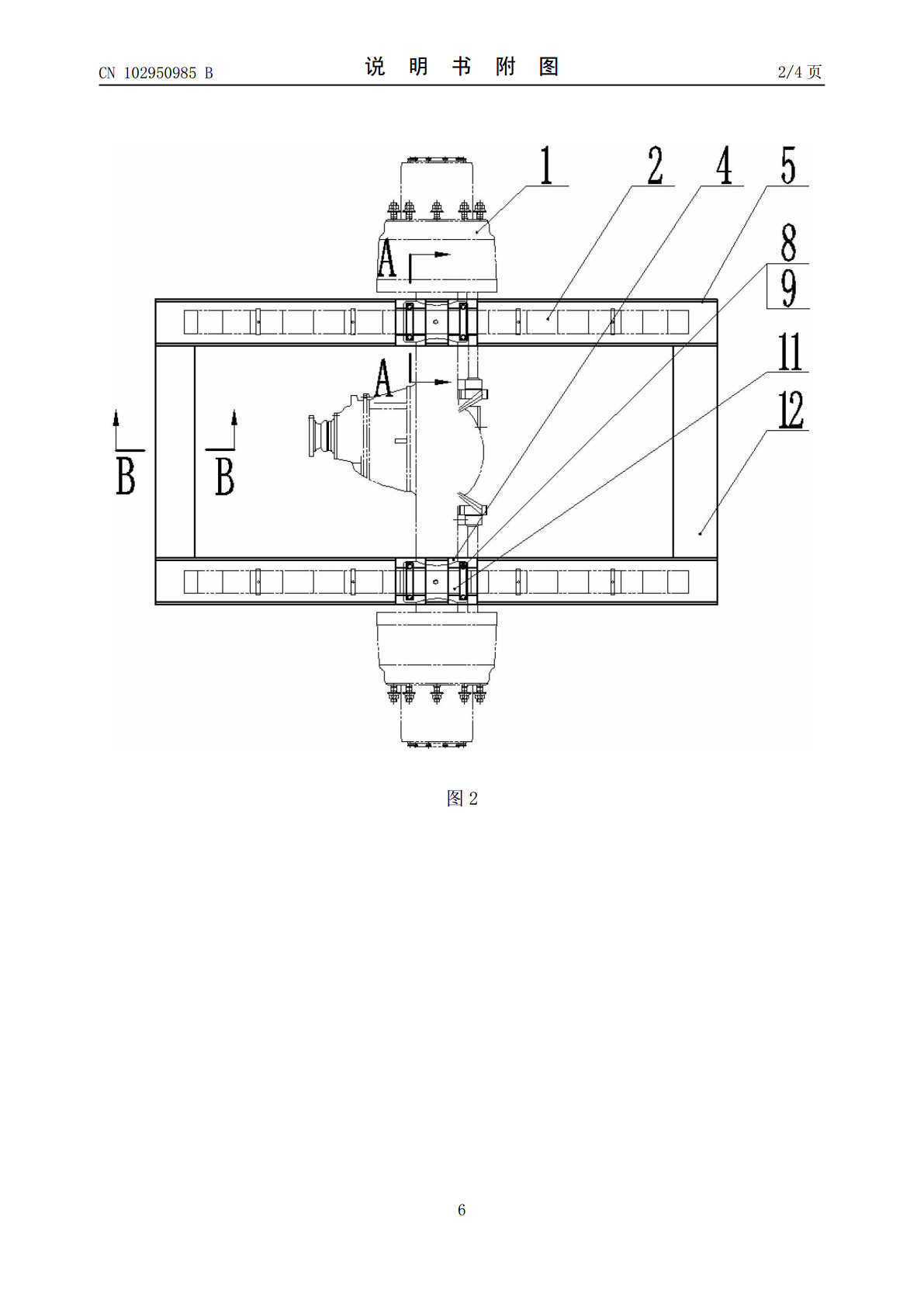
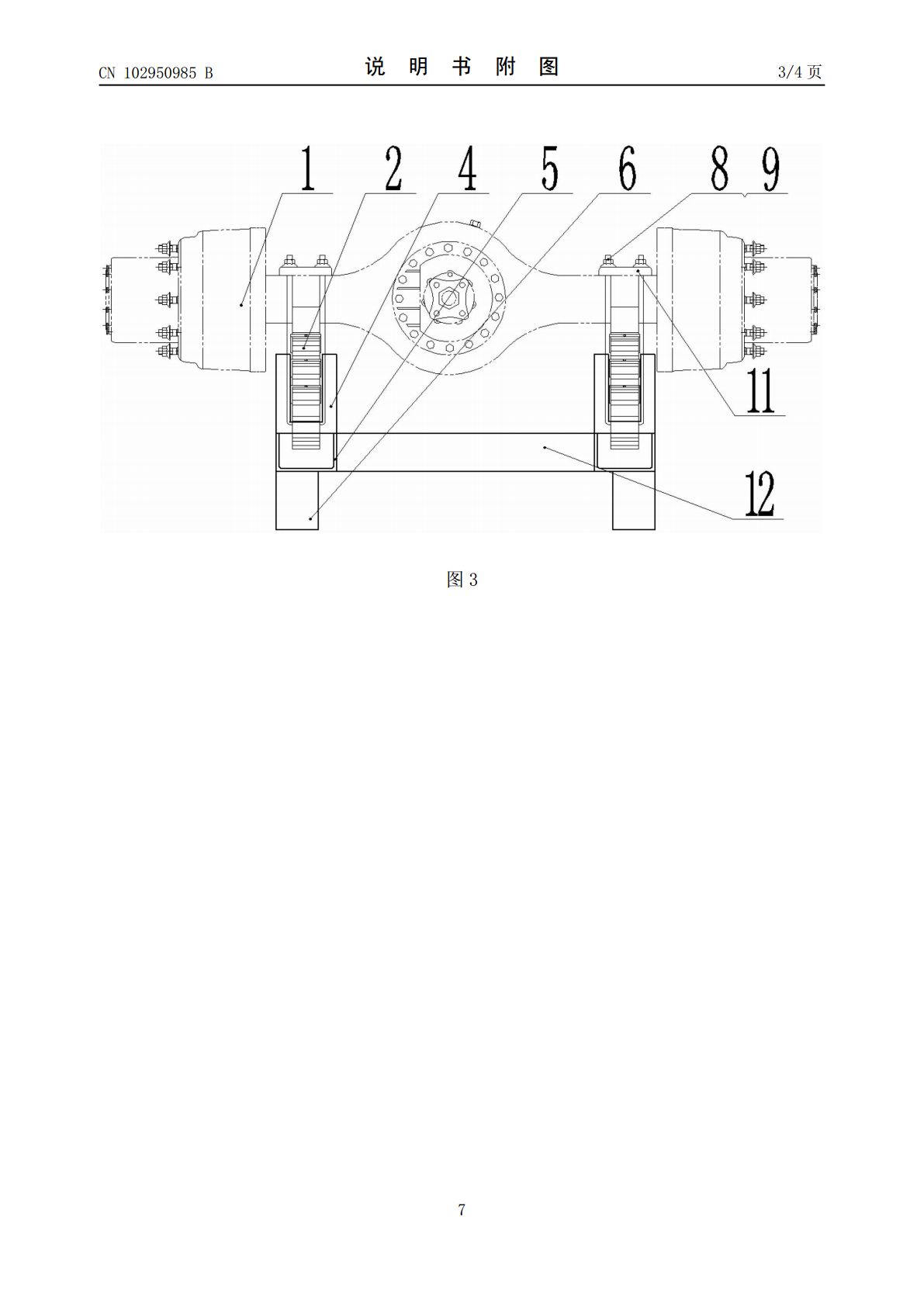
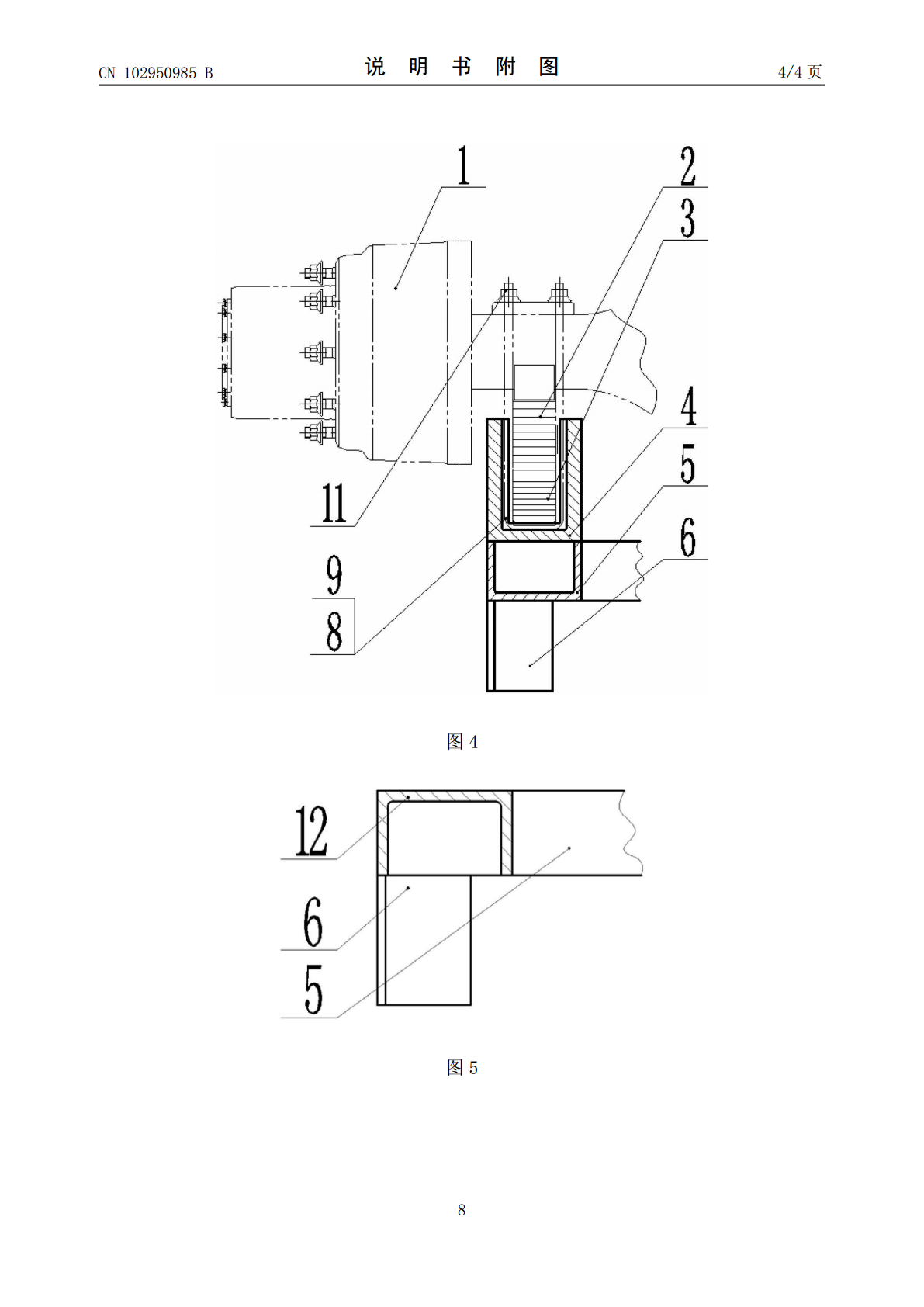
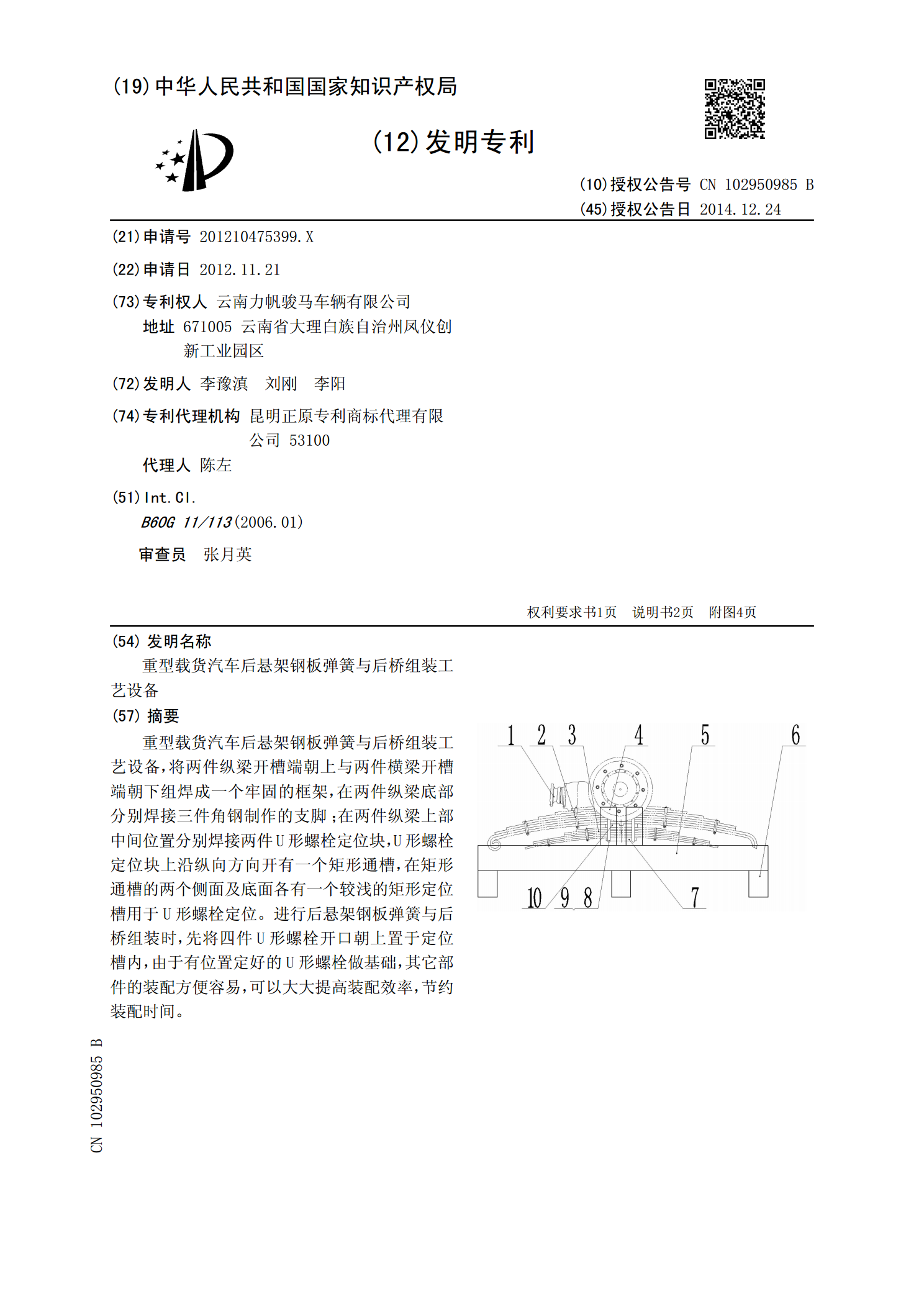
重型载货汽车后悬架钢板弹簧与后桥组装工艺设备,将两件纵梁开槽端朝上与两件横梁开槽端朝下组焊成一个牢固的框架,在两件纵梁底部分别焊接三件角钢制作的支脚;在两件纵梁上部中间位置分别焊接两件U形螺栓定位块,U形螺栓定位块上沿纵向方向开有一个矩形通槽,在矩形通槽的两个侧面及底面各有一个较浅的矩形定位槽用于U形螺栓定位。进行后悬架钢板弹簧与后桥组装时,先将四件U形螺栓开口朝上置于定位槽内,由于有位置定好的U形螺栓做基础,其它部件的装配方便容易,可以大大提高装配效率,节约装配时间。

某重型载货车平衡悬架钢板弹簧数值分析及试验研究的任务书.docx
某重型载货车平衡悬架钢板弹簧数值分析及试验研究的任务书任务书一、任务背景及意义重型载货车是道路运输领域中重要的车型之一,它常常需要运输大量重物,因此需要具备较强的载重能力。然而,在运输过程中,重型载货车经常会面临路况不良等复杂环境,这对悬架的要求也越来越高。平衡悬架是一种常见的悬架类型,它通过钢板弹簧的变形来吸收道路颠簸带来的冲击力,从而确保车辆行驶的平稳性。因此,对平衡悬架钢板弹簧进行数值分析和试验研究,可以为完善重型载货车的悬架设计提供重要的依据,提高其安全性和稳定性,促进道路运输领域的可持续发展。二
一种重型载货汽车的单后桥.pdf
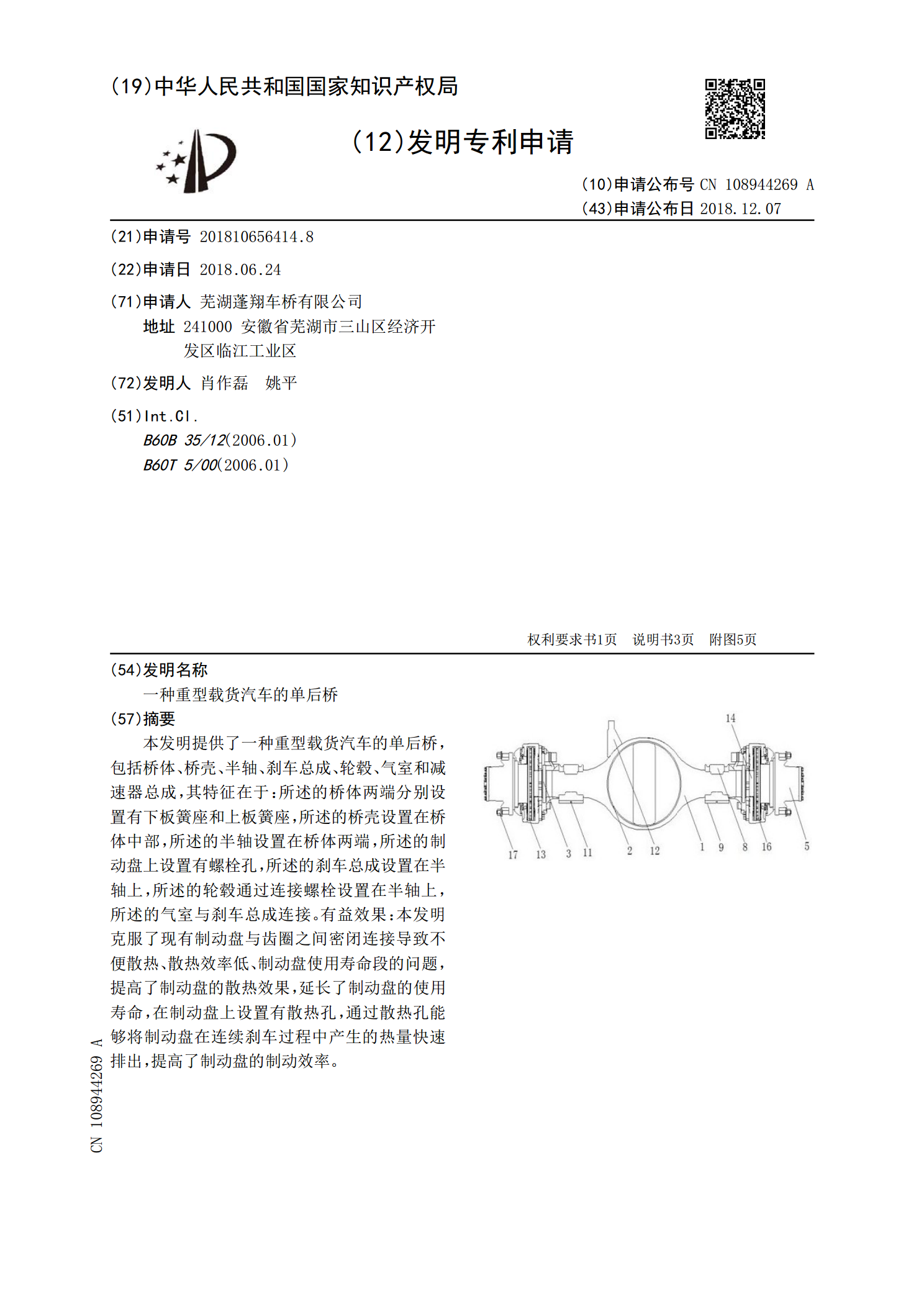
本发明提供了一种重型载货汽车的单后桥,包括桥体、桥壳、半轴、刹车总成、轮毂、气室和减速器总成,其特征在于:所述的桥体两端分别设置有下板簧座和上板簧座,所述的桥壳设置在桥体中部,所述的半轴设置在桥体两端,所述的制动盘上设置有螺栓孔,所述的刹车总成设置在半轴上,所述的轮毂通过连接螺栓设置在半轴上,所述的气室与刹车总成连接。有益效果:本发明克服了现有制动盘与齿圈之间密闭连接导致不便散热、散热效率低、制动盘使用寿命段的问题,提高了制动盘的散热效果,延长了制动盘的使用寿命,在制动盘上设置有散热孔,通过散热孔能够将制

为 110 微型汽车设计后钢板弹簧悬架.docx
第二题:为110微型汽车设计后钢板弹簧悬架一、确定钢板弹簧叶片断面尺寸、片数有关钢板弹簧的刚度、强度等,可按等截面简支梁的计算公式计算,但需引入挠度增大系数加以修正。因此,可根据修正后的简支梁公式计算钢板弹簧所需要的总惯性矩。对于对称钢板弹簧式中,为形螺栓中心距;为考虑形螺栓夹紧弹簧后的无效长度系数(刚性夹紧:取,挠性夹紧:取);为钢板弹簧垂直刚度,;为挠度增大系数(先确定与主片等长的重叠片数,再估计一个总片数,求得,然后用初定);为材料的弹性模量。取值计算:题目已知骑马螺栓中心距取刚性夹紧时的无效长度系
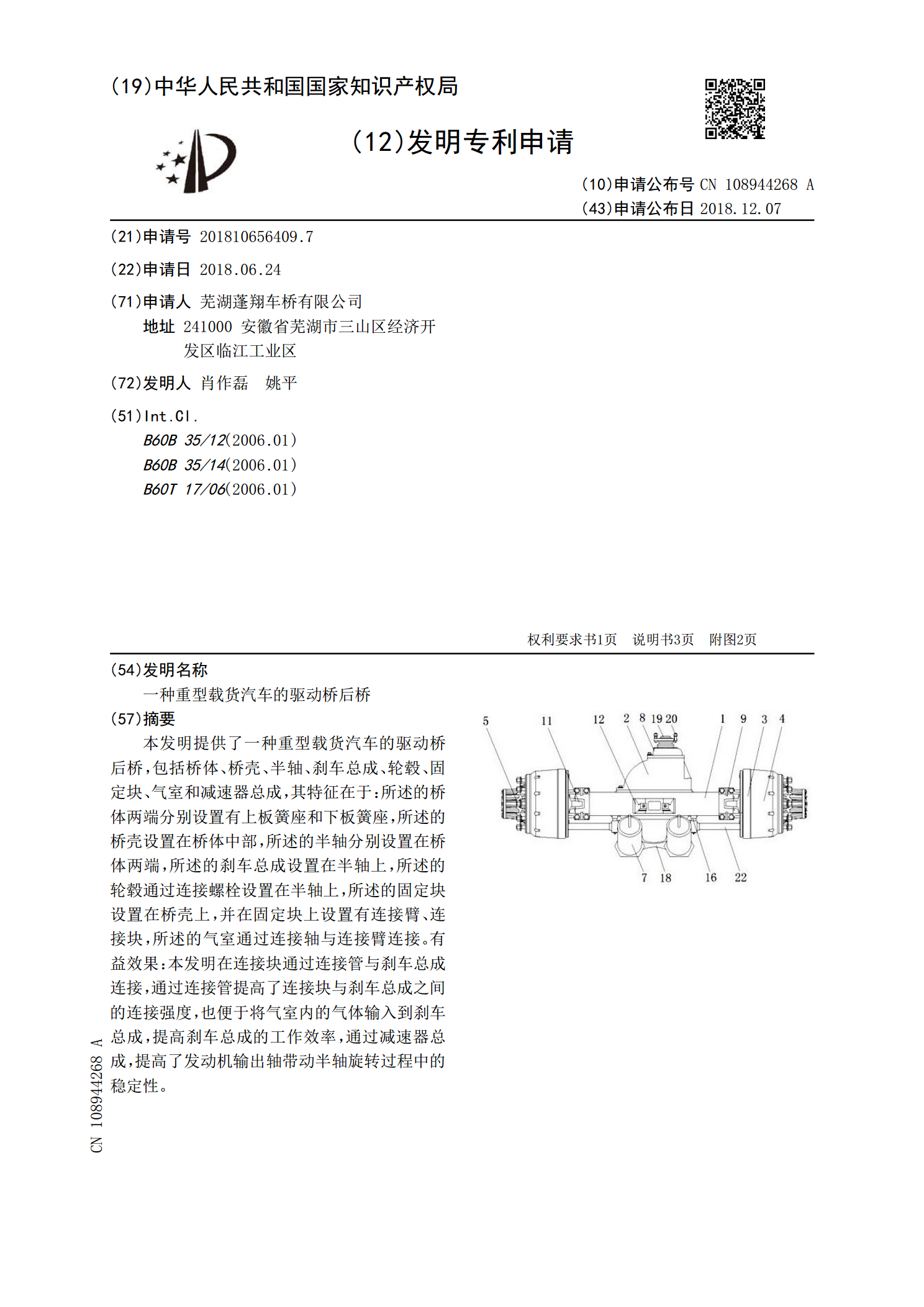
一种重型载货汽车的驱动桥后桥.pdf
本发明提供了一种重型载货汽车的驱动桥后桥,包括桥体、桥壳、半轴、刹车总成、轮毂、固定块、气室和减速器总成,其特征在于:所述的桥体两端分别设置有上板簧座和下板簧座,所述的桥壳设置在桥体中部,所述的半轴分别设置在桥体两端,所述的刹车总成设置在半轴上,所述的轮毂通过连接螺栓设置在半轴上,所述的固定块设置在桥壳上,并在固定块上设置有连接臂、连接块,所述的气室通过连接轴与连接臂连接。有益效果:本发明在连接块通过连接管与刹车总成连接,通过连接管提高了连接块与刹车总成之间的连接强度,也便于将气室内的气体输入到刹车总成,