
异形工件平行两孔的钻孔夹具.pdf

a是****澜吖

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

异形工件平行两孔的钻孔夹具.pdf
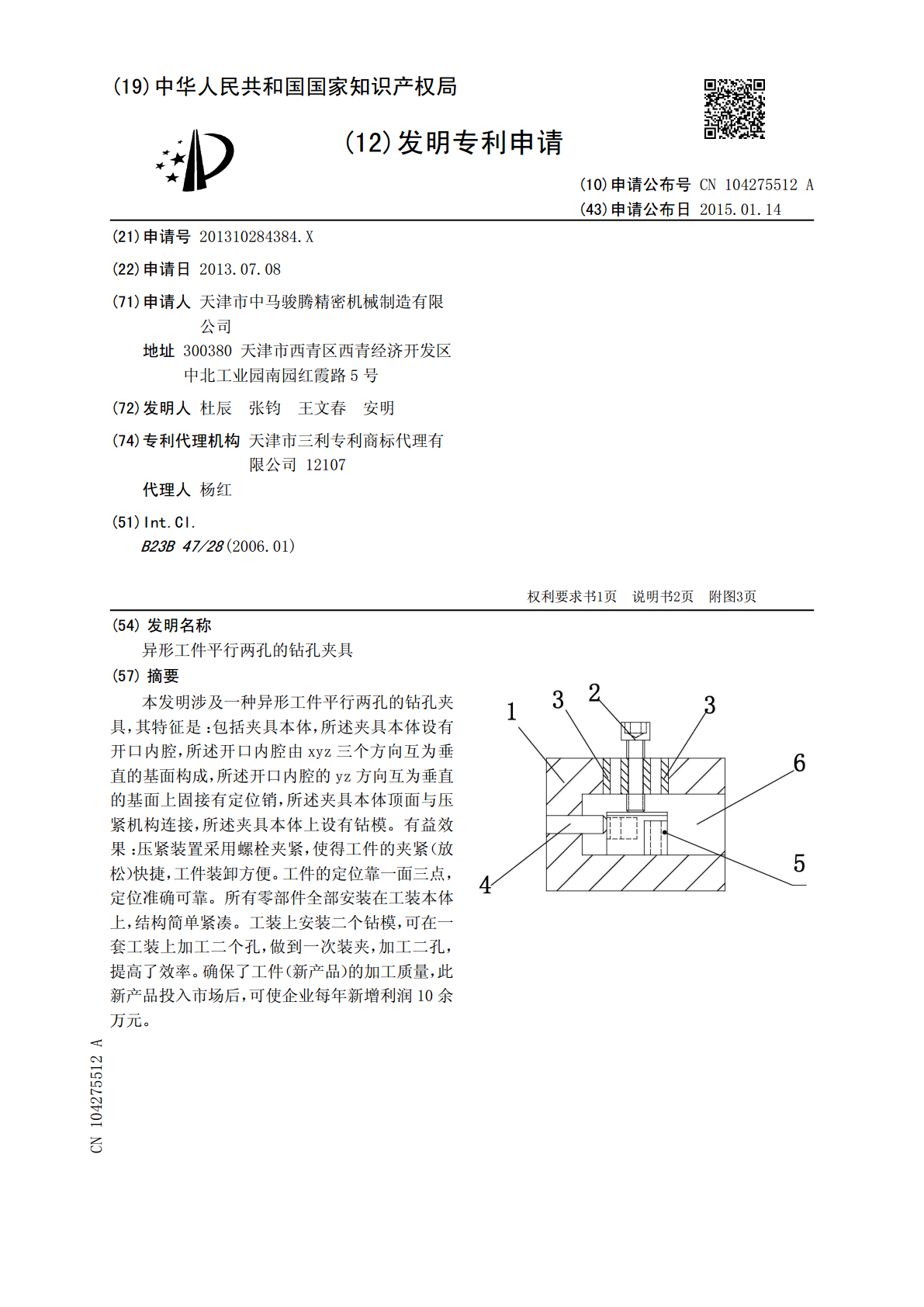
本发明涉及一种异形工件平行两孔的钻孔夹具,其特征是:包括夹具本体,所述夹具本体设有开口内腔,所述开口内腔由xyz三个方向互为垂直的基面构成,所述开口内腔的yz方向互为垂直的基面上固接有定位销,所述夹具本体顶面与压紧机构连接,所述夹具本体上设有钻模。有益效果:压紧装置采用螺栓夹紧,使得工件的夹紧(放松)快捷,工件装卸方便。工件的定位靠一面三点,定位准确可靠。所有零部件全部安装在工装本体上,结构简单紧凑。工装上安装二个钻模,可在一套工装上加工二个孔,做到一次装夹,加工二孔,提高了效率。确保了工件(新产品)的加
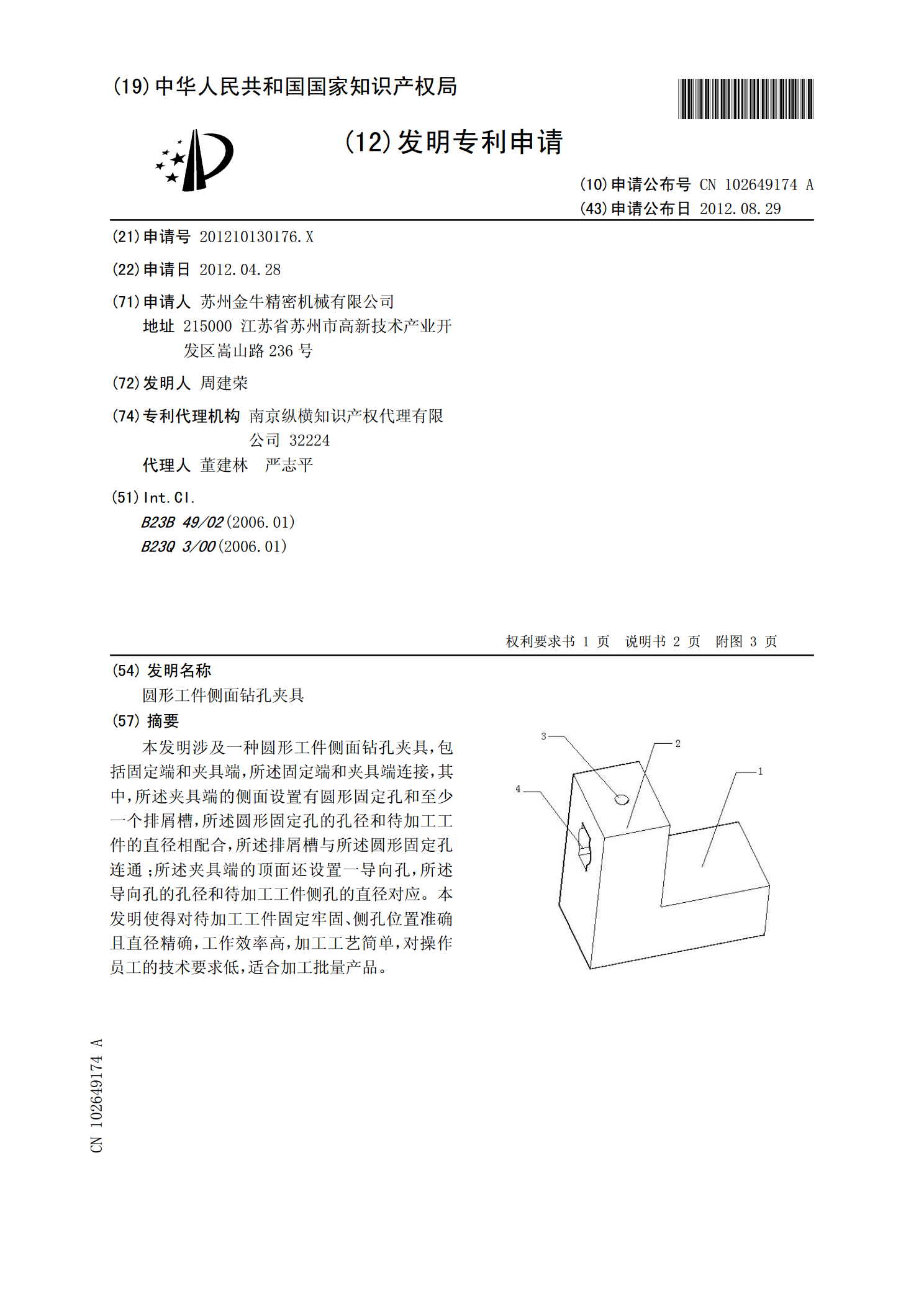
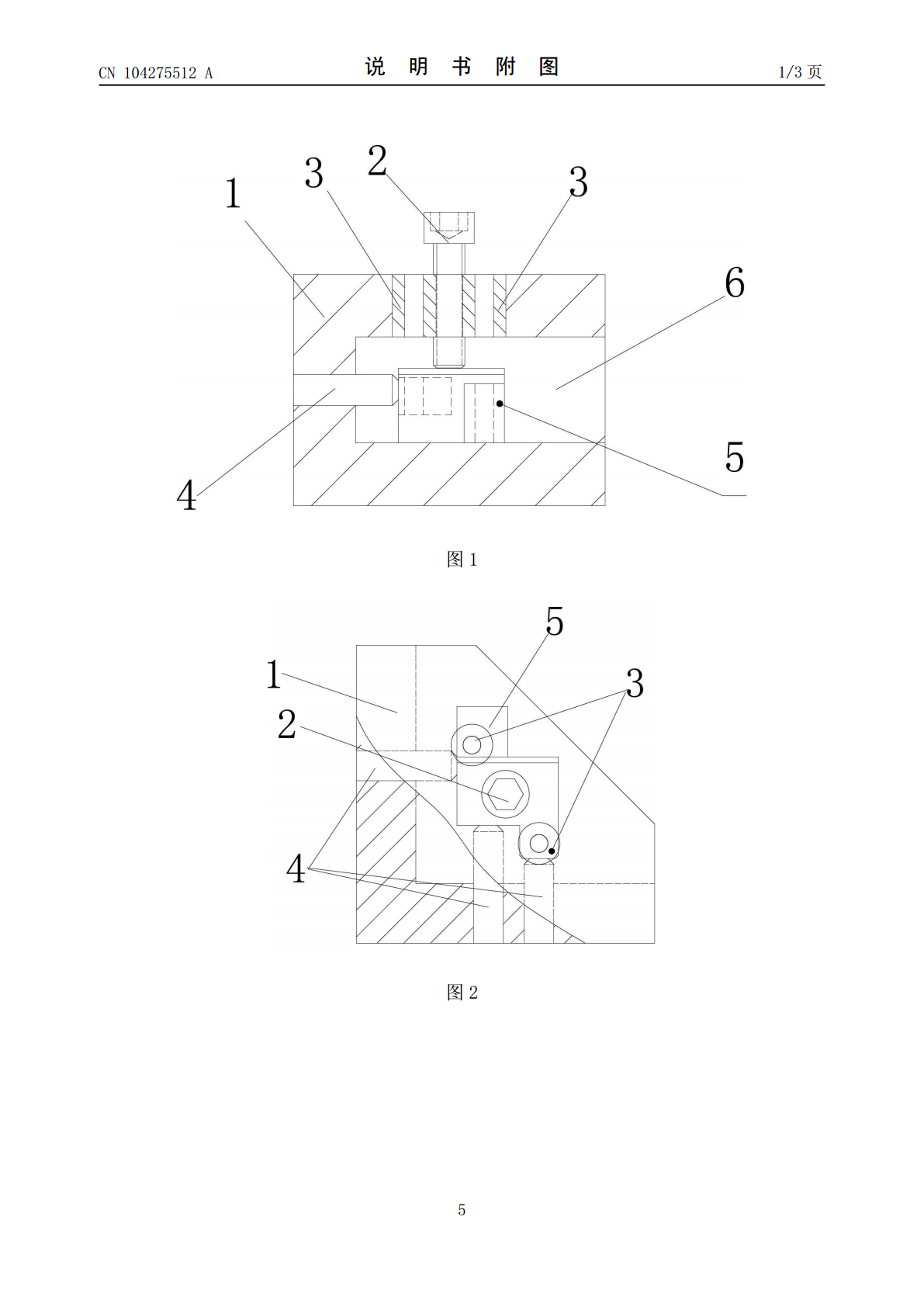
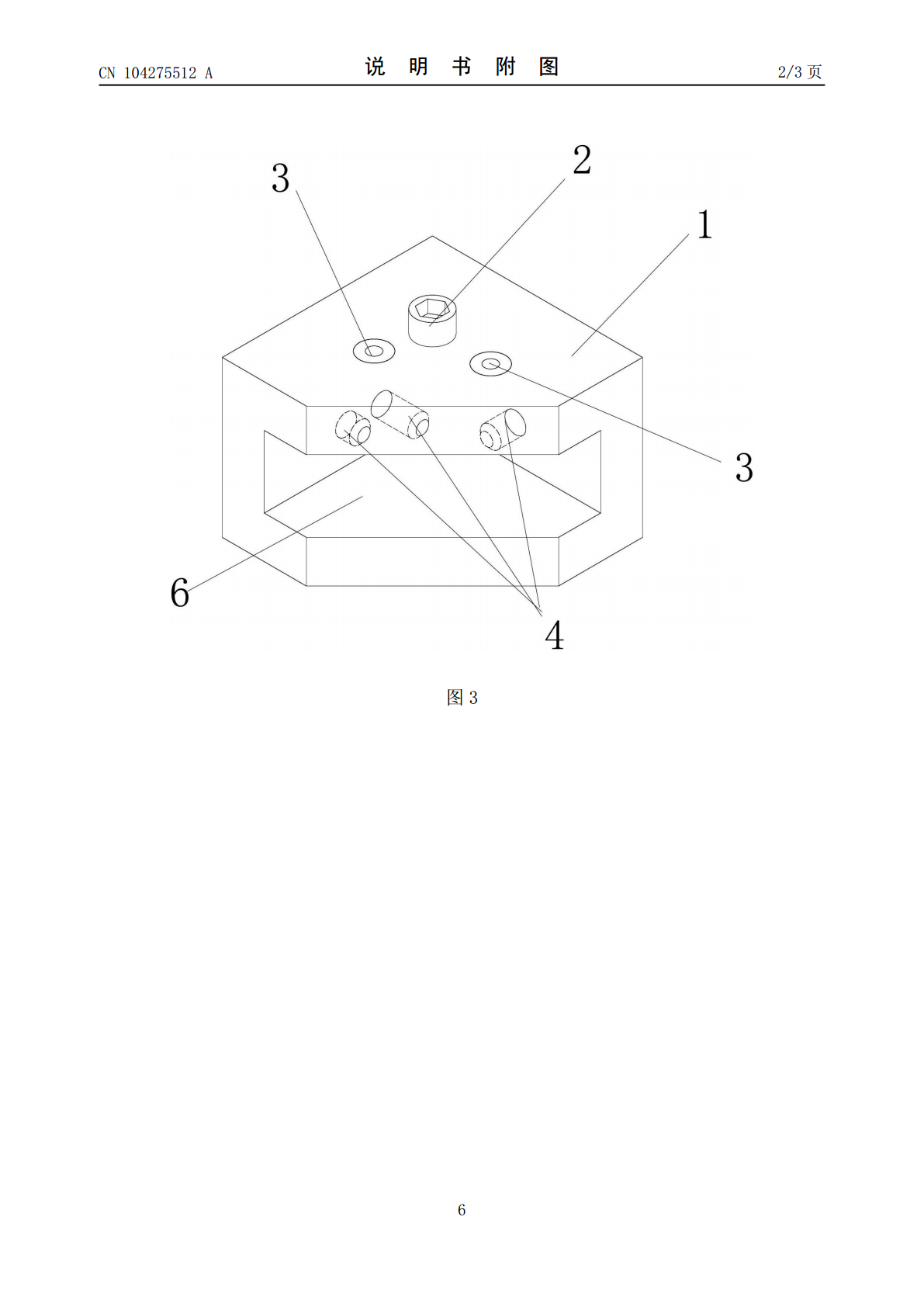
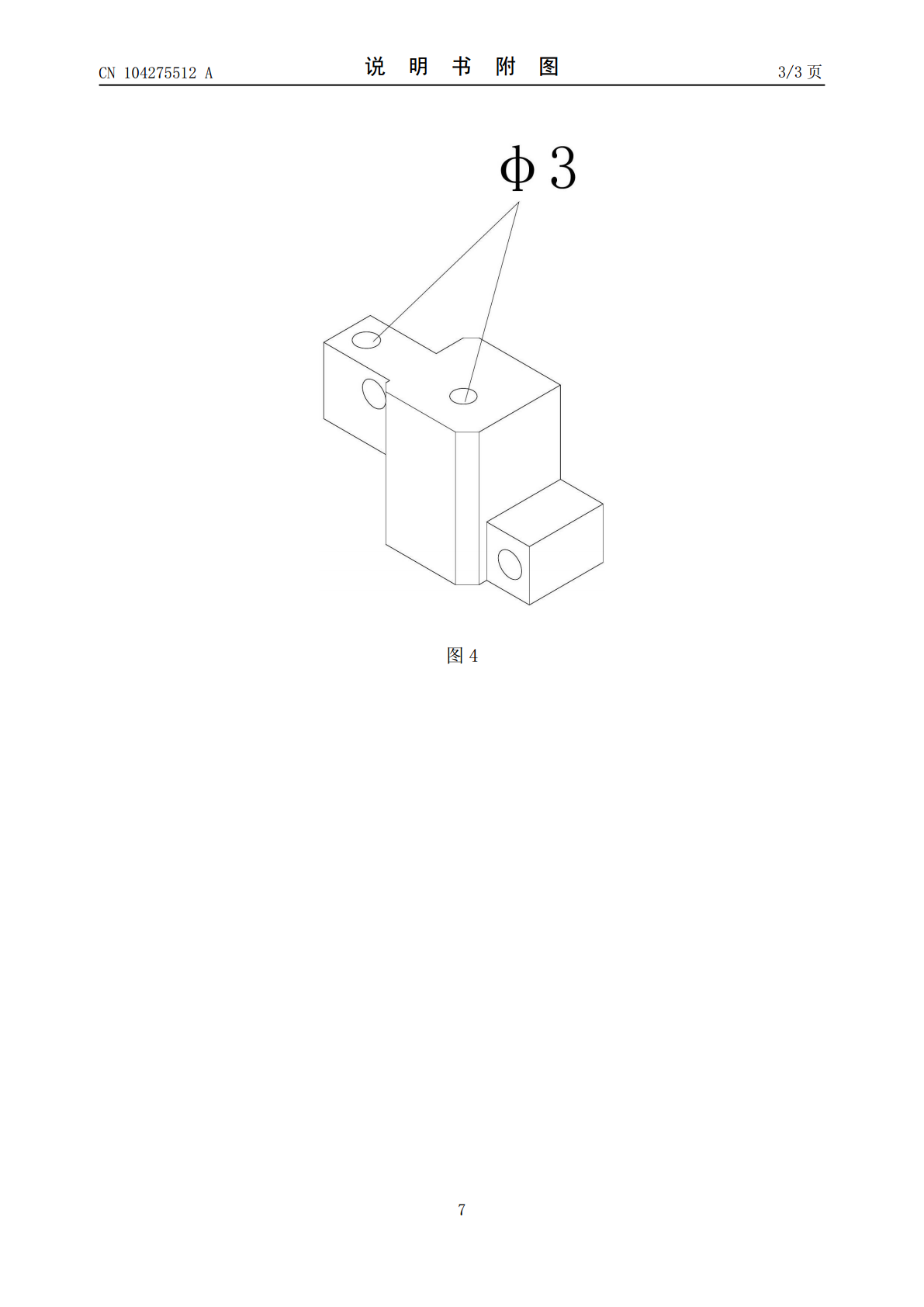
圆形工件侧面钻孔夹具.pdf
本发明涉及一种圆形工件侧面钻孔夹具,包括固定端和夹具端,所述固定端和夹具端连接,其中,所述夹具端的侧面设置有圆形固定孔和至少一个排屑槽,所述圆形固定孔的孔径和待加工工件的直径相配合,所述排屑槽与所述圆形固定孔连通;所述夹具端的顶面还设置一导向孔,所述导向孔的孔径和待加工工件侧孔的直径对应。本发明使得对待加工工件固定牢固、侧孔位置准确且直径精确,工作效率高,加工工艺简单,对操作员工的技术要求低,适合加工批量产品。
盘形工件钻孔成组夹具设计.doc
济南大学毕业设计-21-毕业设计题目盘形工件钻孔成组夹具设计学院机械工程学院专业机械制造及自动化班级机自0706学生杨伟兵学号20070403236指导教师宋强二〇一一年五月三十日1前言1.1夹具概论夹具是一种装夹工件的工艺装备,它广泛的应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程。在金属切削机床上使用的夹具统称为机床夹具。在现代生产中,机床夹具是一种不可缺少的装备,它直接影响着工件加工的精度、劳动生产率和生产制造成本等。1.2夹具分类和组成一、机床夹具的种类繁多,可以从不同的角度对机

盘形工件钻孔成组夹具设计.doc
济南大学毕业设计--毕业设计题目盘形工件钻孔成组夹具设计学院机械工程学院专业机械制造及自动化班级机自0706学生杨伟兵学号20070403236指导教师宋强二〇一一年五月三十日1前言1.1夹具概论夹具是一种装夹工件的工艺装备,它广泛的应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程。在金属切削机床上使用的夹具统称为机床夹具。在现代生产中,机床夹具是一种不可缺少的装备,它直接影响着工件加工的精度、劳动生产率和生产制造成本等。1.2夹具分类和组成一、机床夹具的种

盘形工件钻孔成组夹具设计.doc
济南大学毕业设计--毕业设计题目盘形工件钻孔成组夹具设计学院机械工程学院专业机械制造及自动化班级机自0706学生杨伟兵学号20070403236指导教师宋强二〇一一年五月三十日1前言1.1夹具概论夹具是一种装夹工件的工艺装备,它广泛的应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程。在金属切削机床上使用的夹具统称为机床夹具。在现代生产中,机床夹具是一种不可缺少的装备,它直接影响着工件加工的精度、劳动生产率和生产制造成本等。1.2夹具分类和组成一、机床夹具的种