
一种大型螺栓搓丝工艺.pdf

努力****南绿


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型螺栓搓丝工艺.pdf
本发明提供一种大型螺栓搓丝工艺,所述工艺流程为:将需要搓丝的螺栓固定在普通搓丝机的螺栓固定夹上;启动搓丝机,进行搓丝;搓丝完成后,将加工一半的螺栓取出;在普通的搓丝机的静搓丝板外侧安装一个可调整螺栓固定夹;将加工一半的螺栓固定在可经搓丝板上的调整螺栓固定夹上,并调节好螺栓位置,将已经搓丝部分固定在搓丝板外;打开搓丝机对螺栓剩余部分进行搓丝;搓丝完成后将螺栓取出,并将螺栓擦拭干净。本发明可以对大型螺栓进行搓丝,搓丝简单方便,在对大型螺栓进行搓丝时不需要再购进大型搓丝设备,只需要用本方法即可,在完成客户订的同

一种螺栓搓丝工艺.pdf
本发明公开了一种螺栓搓丝工艺,包括搓丝板的热处理步骤:淬火、搓丝板的材质为9SiCr,Crl2MoV钢结构,将搓丝板利用淬火夹具固定放入加热炉进行淬火,淬火规格为850‑870℃*0.4~0.5min/n1111,M6;真空热处理、将搓丝板放入真空炉进行再次加热,温度控制在900‑1100℃,并添加氧离子渗剂;渗钒处理、将渗剂和溶盐在盐浴炉在盐溶化后加热到900℃,然后将淬火后的搓丝板放入炉中保温4h‑5h后出炉,本发明高温渗钒处理能提高搓丝板的使用寿命,渗钒可在搓丝板表面形成钒的碳化物覆盖层,从而提高搓

双头螺栓搓丝工艺的新技术.docx
双头螺栓搓丝工艺的新技术标题:双头螺栓搓丝工艺的新技术引言:双头螺栓是一种常用的连接元件,广泛应用于机械设备、汽车等领域。其质量和性能直接影响到设备的安全性和可靠性。传统的双头螺栓制造工艺存在比较大的缺陷,如生产成本高、效率低、质量不稳定等问题。因此,研发和应用新技术对双头螺栓搓丝工艺进行改进显得尤为重要。本文将探讨双头螺栓搓丝工艺的新技术,旨在提高工艺的效率和质量。一、传统双头螺栓制造工艺的问题1.生产成本高:传统制造工艺需要多道工序,加工时间长,占用大量人力资源。2.效率低:传统制造工艺操作复杂,易出
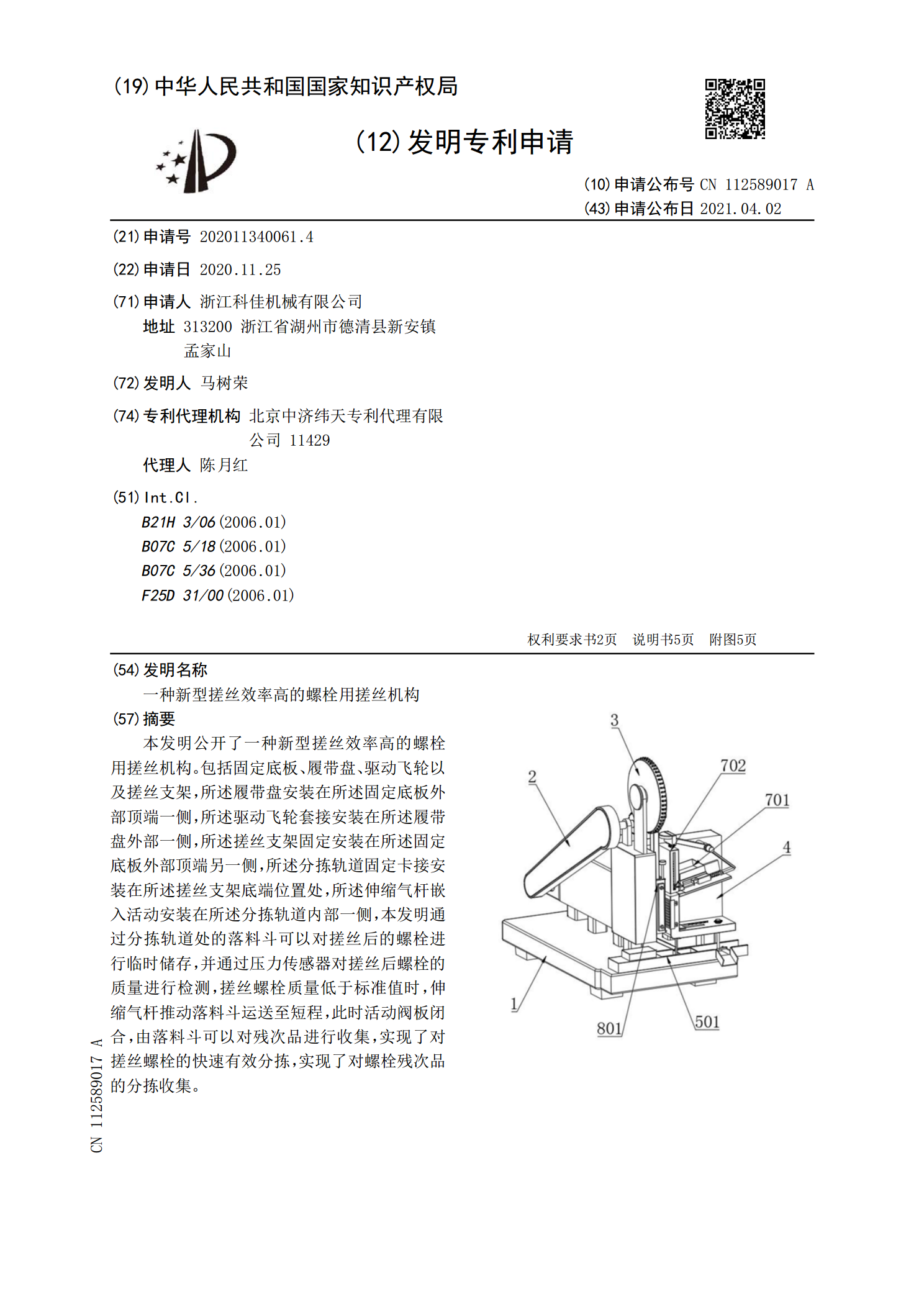
一种新型搓丝效率高的螺栓用搓丝机构.pdf
本发明公开了一种新型搓丝效率高的螺栓用搓丝机构。包括固定底板、履带盘、驱动飞轮以及搓丝支架,所述履带盘安装在所述固定底板外部顶端一侧,所述驱动飞轮套接安装在所述履带盘外部一侧,所述搓丝支架固定安装在所述固定底板外部顶端另一侧,所述分拣轨道固定卡接安装在所述搓丝支架底端位置处,所述伸缩气杆嵌入活动安装在所述分拣轨道内部一侧,本发明通过分拣轨道处的落料斗可以对搓丝后的螺栓进行临时储存,并通过压力传感器对搓丝后螺栓的质量进行检测,搓丝螺栓质量低于标准值时,伸缩气杆推动落料斗运送至短程,此时活动阀板闭合,由落料斗

一种新型螺栓搓丝机.pdf
本发明公开了一种新型螺栓搓丝机,包括机架、电机、皮带轮、主动轮、从动轮、连杆、搓丝板固定架、送料机构;所述的电机与皮带轮连接,所述的皮带轮与主动轮连接,所述的主动轮与从动轮啮合,所述的搓丝板固定架包括动块一和动块二,所述的动块一和动块二上分别设有固定搓丝板的固定块;所述的连杆一端设置在从动轮的偏心位置上,另一端固定在动块一的顶端;所述的搓丝板固定架上还设有送料机构,所述的动块二的底端设有滑轨,动块二连接有气缸,气缸设置在底座上,底座上还设有控制器控制所述的气缸。本发明的有益效果为:无需人工手动对搓丝板进行