
一种通用性钨钢铣刀的制备方法.pdf

努力****亚捷

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种通用性钨钢铣刀的制备方法.pdf
本发明公开了一种通用性钨钢铣刀的制备方法,包括以下步骤:1)选材,选择牌号为YL10的硬质合金钨钢作为铣刀的加工坯料;2)坯料加工,对选好的坯料进行外圆磨、热处理、酸洗、切削沟槽,获得粗制的铣刀;3)钝化处理,对上述粗制的铣刀进行钝化处理;4)涂覆涂层,对经过钝化处理的铣刀表面进行涂层;5)烧结后获得铣刀。本发明一种通用性钨钢铣刀的制备方法,其制备的铣刀具有较好的强度,硬度,可以适用于多种材料的加工,节约了加工成本,提高了加工效率。
一种螺旋铣刀的制备方法.pdf
本发明公开了一种螺旋铣刀的制备方法,包括如下步骤:1)将钢材坯料经过外圆打磨、热处理、酸洗、烘干、切削沟槽;2)在10.8质量份去离子水中投入3.5质量份二元酸酐、1.7质量份十二烷基苯磺酸钠、1.3质量份硼酸盐、2.6质量份环烷基油,搅拌混合充分,再依次加入0.8质量份硼酸、2.5质量份纤维素羟乙基醚、2.9质量份亚磷酸二正丁酯,充分搅拌均匀,得研磨切削工作液;3)对铣刀坯料进行研磨切削,研磨切削过程中使用上述研磨切削液;4)行光波加热,消除热应力。本发明一种螺旋铣刀的制备方法,其制备的铣刀具有较高的表

一种平铣刀的制备方法.pdf
本发明公开了一种平铣刀的制备方法,包括如下步骤:1)将坯料钢材进行打磨、热处理、酸洗、轧制沟槽;2)配制研磨切削工作液组分A;3)配制研磨切削工作液组分B;4)对铣刀坯料进行研磨切削,切削过程中交替使用切削工作液组分A和研磨切削工作液组分B;使用一种组分的时间为30s,30s后替换为另一组份;5)热处理、表面处理。本发明一种平铣刀的制备方法,其制备的铣刀具有较高的表面质量,铣刀锋利,使用寿命长。
一种钨钢陶瓷硬质合金及其制备方法.pdf
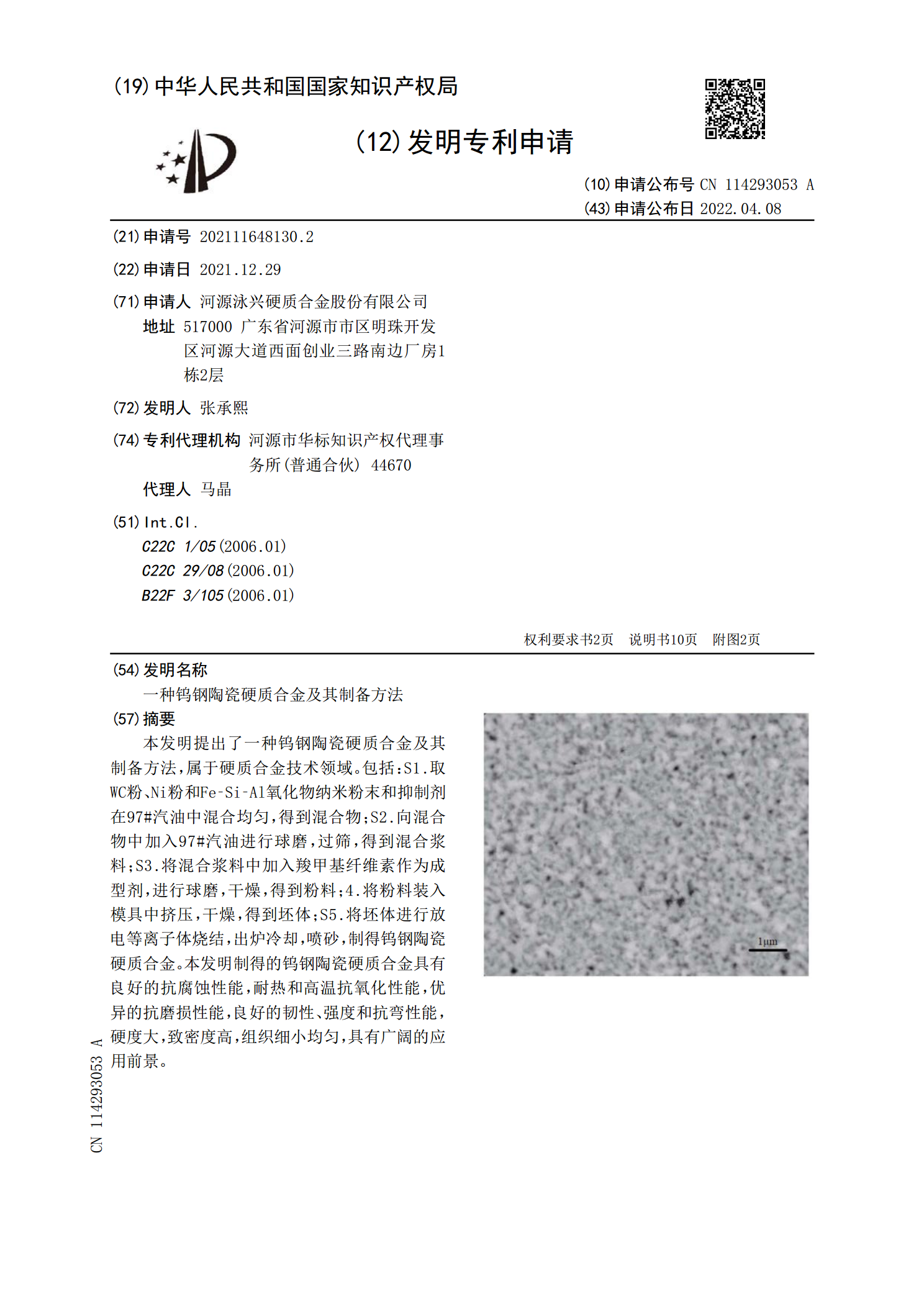
本发明提出了一种钨钢陶瓷硬质合金及其制备方法,属于硬质合金技术领域。包括:S1.取WC粉、Ni粉和Fe‑Si‑Al氧化物纳米粉末和抑制剂在97#汽油中混合均匀,得到混合物;S2.向混合物中加入97#汽油进行球磨,过筛,得到混合浆料;S3.将混合浆料中加入羧甲基纤维素作为成型剂,进行球磨,干燥,得到粉料;4.将粉料装入模具中挤压,干燥,得到坯体;S5.将坯体进行放电等离子体烧结,出炉冷却,喷砂,制得钨钢陶瓷硬质合金。本发明制得的钨钢陶瓷硬质合金具有良好的抗腐蚀性能,耐热和高温抗氧化性能,优异的抗磨损性能,良
一种钨钢陶瓷硬质合金的制备方法.pdf
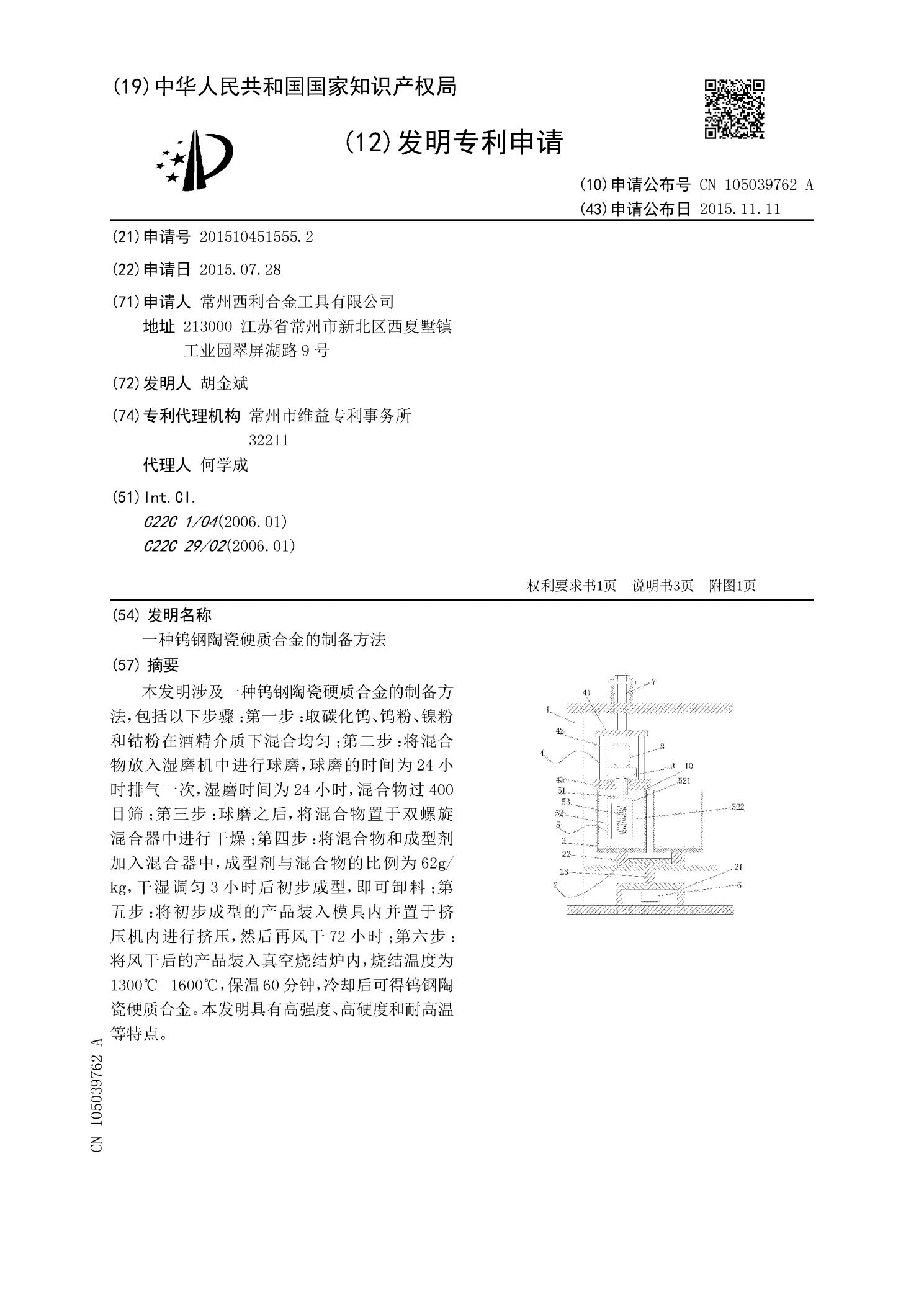
本发明涉及一种钨钢陶瓷硬质合金的制备方法,包括以下步骤;第一步:取碳化钨、钨粉、镍粉和钴粉在酒精介质下混合均匀;第二步:将混合物放入湿磨机中进行球磨,球磨的时间为24小时排气一次,湿磨时间为24小时,混合物过400目筛;第三步:球磨之后,将混合物置于双螺旋混合器中进行干燥;第四步:将混合物和成型剂加入混合器中,成型剂与混合物的比例为62g/kg,干湿调匀3小时后初步成型,即可卸料;第五步:将初步成型的产品装入模具内并置于挤压机内进行挤压,然后再风干72小时;第六步:将风干后的产品装入真空烧结炉内,烧结温度