
一种保护套管及其制造方法.pdf

是飞****文章


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种保护套管及其制造方法.pdf
本发明公开了一种保护套管及其制造方法,该保护套管包括塑料丝和塑料热熔丝,所述塑料丝的熔点高于所述塑料热熔丝的熔点,所述保护套管由所述塑料丝和塑料热熔丝织造而成。在工作环境到达了塑料热熔丝的熔点的温度的情况下,本保护套管熔化的塑料热熔丝部分将塑料丝牢牢粘附在一起并将被套物牢固地粘附在一起,保护套管不易出现跑位、移动、破损、折皱、断裂等情况,并让套管结构拉紧,让套管的组织紧密,有收紧力,可以紧紧地束附被套物并收紧,增加其抗压的能力,另外让套管的组织紧密还可以增加套管本身的耐磨性能和坚固性、稳固性。因此,本保护
一种石油套管用钢及其制造方法.pdf
本发明涉及一种石油套管用钢及其制造方法。该发明化学成分为:碳:0.16~0.21wt%;硅:0.10~0.40wt%;锰:0.60wt%~1.20wt%;铌:≤0.04wt%;钛:0.010~0.020wt%;Cr:0.30~0.40wt%;磷:≤0.020wt%;硫:≤0.008wt%;铝:0.02~0.06wt%;其它为铁和不可避免的微量杂质。生产工艺步骤::铁水预处理→转炉炼钢→LF炉精炼→板坯浇注→钢坯精整→入库、检验→加热炉加热→控制轧制→控制冷却→卷取→检查、入库。采用本发明生产的石油套管用钢
一种石油套管用钢及其制造方法.pdf
本发明涉及一种石油套管用钢,其成分质量百分比为:C:0.14~0.20%,Si:0.10~0.25%,Mn:0.75~1.20%,P≤0.018%,S≤0.005%,Nb:0.010~0.030%,Ti:0.008~0.025%,Ca:0.0015~0.0045%,Al:0.015~0.045%,其余为Fe和不可避免的杂质。该石油套管用钢的制造方法,包括:转炉冶炼,炉外精炼,并经钙处理后浇铸制成板坯;板坯经1100~1250℃加热后轧成板带,壁厚控制在-5%T~+10%T;板带的终轧温度在800℃以上;轧

一种预埋套管的预制墙板及其制造方法.pdf
本公开提供了一种预埋套管的预制墙板及其制造方法。根据本公开的一方面,提供了一种预埋套管的预制墙板,包括:第一墙板;第二墙板,所述第二墙板与所述第一墙板平行相对;钢筋笼,所述钢筋笼的一侧设置在所述第一墙板中,所述钢筋笼的另一侧设置在所述第二墙板中;以及第一套管,所述第一套管垂直穿过所述第一墙板和所述第二墙板。基于本公开的上述技术方案,解决了地下室叠合剪力墙体预留防水套管的难点。
一种非调质油套管及其制造方法.pdf
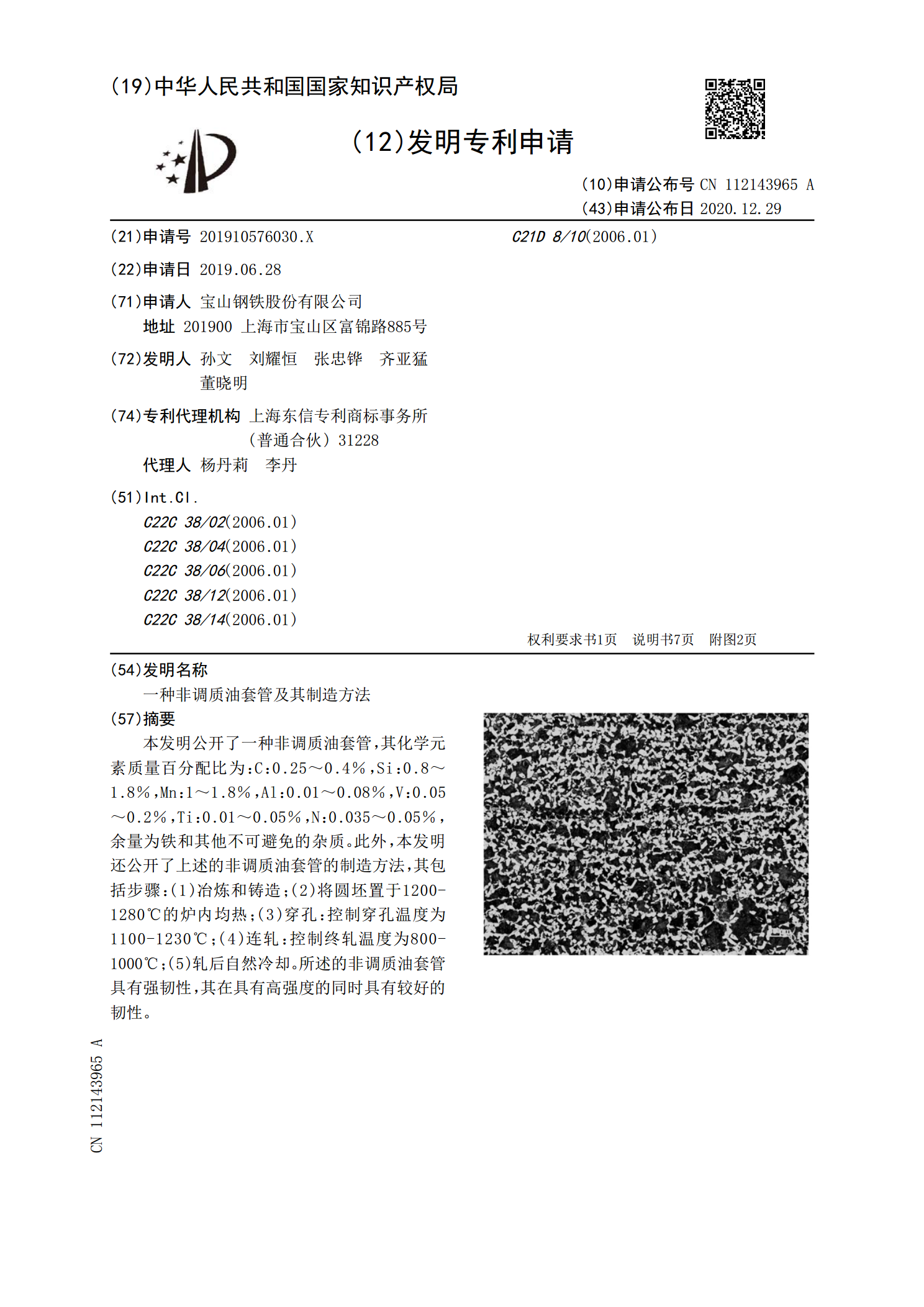
本发明公开了一种非调质油套管,其化学元素质量百分配比为:C:0.25~0.4%,Si:0.8~1.8%,Mn:1~1.8%,Al:0.01~0.08%,V:0.05~0.2%,Ti:0.01~0.05%,N:0.035~0.05%,余量为铁和其他不可避免的杂质。此外,本发明还公开了上述的非调质油套管的制造方法,其包括步骤:(1)冶炼和铸造;(2)将圆坯置于1200‑1280℃的炉内均热;(3)穿孔:控制穿孔温度为1100‑1230℃;(4)连轧:控制终轧温度为800‑1000℃;(5)轧后自然冷却。所述的