
一种环保型全合成磨削液及其制备方法.pdf

睿达****的的


1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环保型全合成磨削液及其制备方法.pdf
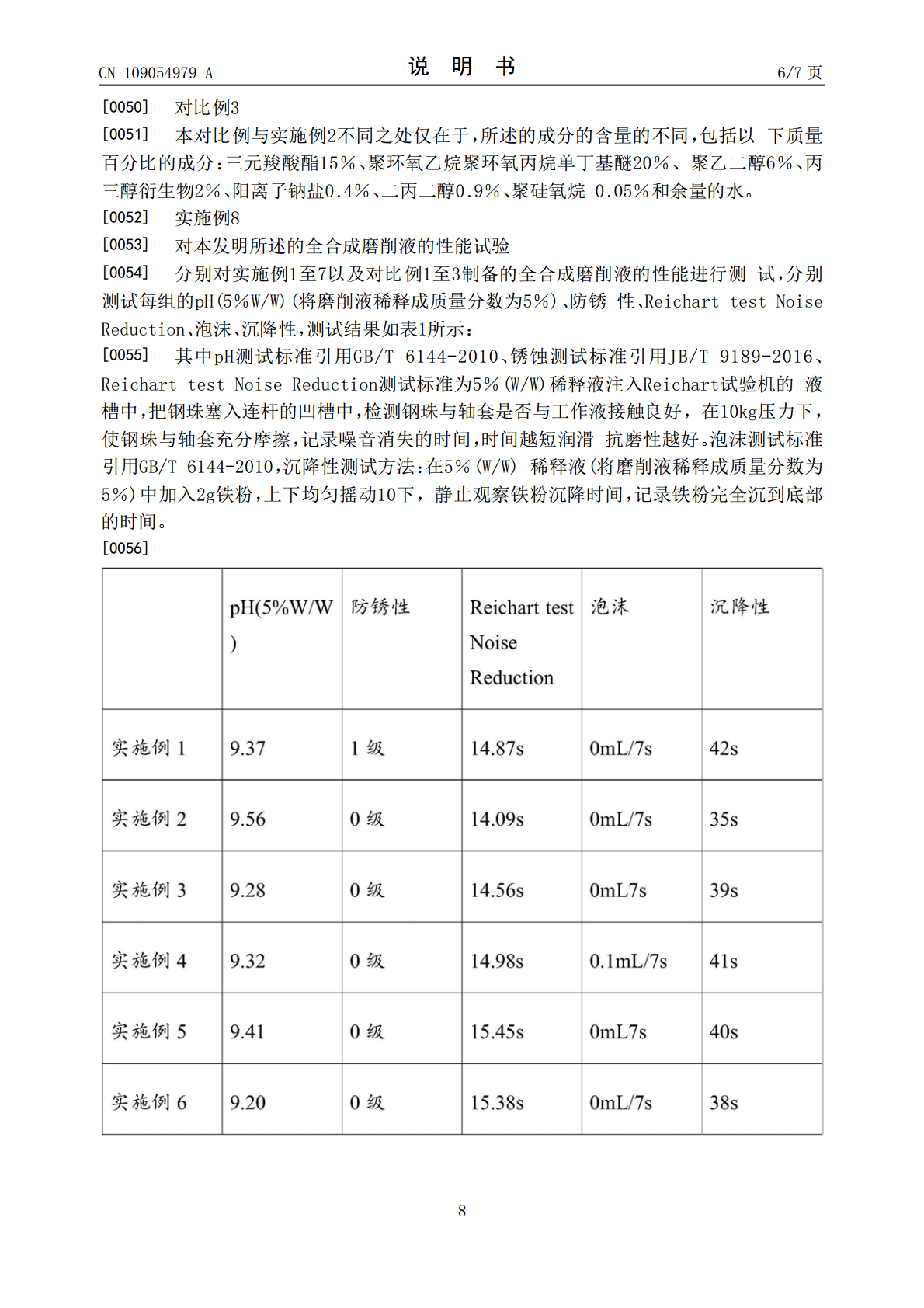
本发明公开了一种环保型全合成磨削液及其制备方法,全合成磨削液包括以下质量百分比的成分:防锈剂20~40%、高浊点聚合物5~15%、聚乙二醇5~15%、稳定剂0.3~5%、沉降剂0.3~5%、耦合剂0.1~1.0%、消泡剂0~0.5%和余量的水。本发明的全合成磨削液采用不含硼的羧酸盐类做防锈,环保,易生物降解,后期处理容易,采用高浊点聚合物聚环氧乙烷聚环氧丙烷单丁基醚做润滑,极大减少了耦合剂的用量,且润滑性更好。体系更稳定,并降低了原有产品气味和成本,浊点高,更安全稳定,并与聚乙二醇、耦合剂、沉降剂等成分进

一种全合成型冷轧辊磨削液及其制备方法.pdf
本发明公开了一种全合成型冷轧辊磨削液,其原料包括下述组分:单乙醇胺3~10%,三乙醇胺5~20%,醇胺A为5~15%,硼酸酯10~25%,异壬酸和/或正辛酸2~12%,环氧乙烷-环氧丙烷嵌段共聚物为5~15%,1,3,5-三(2-羟乙基)-六氢-三嗪1~5%,N,N'-亚甲基二吗啉0.5~2%,和补足余量水;上述百分比均为相对于原料总质量的质量百分比。本发明通过添加剂的合理搭配选择及优异的配比组合制备的磨削液,广泛适用于各种磨削工艺,尤其适用于冷轧辊的磨削加工工艺,其润滑性能好、防锈周期长、抑菌性好,不易

一种全合成型热轧辊磨削液及其制备方法.pdf
本发明公开了一种全合成型热轧辊磨削液及其制备方法。该全合成型热轧辊磨削液的原料配方包括下述质量百分比的组分:一乙醇胺3~10%、醇胺A5~20%、醇胺B5~15%、硼酸酯10~25%、混合二元羧酸2~8%、聚合物5~15%、1,3,5-三(2-羟乙基)-六氢-三嗪1~5%、N,N'-亚甲基二吗啉0.5~2%、聚季铵盐型阳离子表面活性剂0.2~2%、和补足余量水,各组分的总和为100%。本发明的磨削液铁削沉降性好、防锈性好、使用周期长,不易生菌发臭、不含亚硝酸盐等有毒有害物质,是绿色环保产品。

一种抗真菌全合成磨削液、制备方法及其使用方法.pdf
本发明公开了一种抗真菌全合成磨削液、制备方法及其使用方法,采用独特螯合剂乙二胺四乙酸二钠盐和葵二酸的协调作用,起到抑制真菌的作用,螯合添加剂可以渗透进入真菌的细胞内部,达到溶解结块的效果。解决了结块和产生袍子的问题,可明显提高磨削液的抗真菌能力;采用葵二酸、硼酸和醇胺反应,控制体系PH在8左右,既保证了多元羧酸盐的防锈效果,又可以为有效控制真菌的产生提供了适宜的酸碱环境,确保PH值较低情况下产品和机床不会生锈。在用于黑色金属磨削加工时,集中油池换油周期为2‑3年,单机油池换油周期为12‑18个月,减少了废
一种金属加工用全合成磨削液及其制备方法.pdf
本发明涉及润滑油领域,尤其涉及一种金属加工用全合成磨削液及其制备方法。本发明采用的技术方案是:金属加工用全合成磨削液的制备方法,包含以下制备步骤:a)在常温下,将去离子水、PH值稳定剂投入反应釜中,并开启搅拌;b)投入有机酸,搅拌使固体完全溶解至透明;c)投入表面活性剂,搅拌至透明;d)投入防锈剂;e)投入杀菌剂,取样检测、合格确认:f)投入消泡剂,搅拌均匀后包装。本发明的优点是:具有优秀的冷却和清洗防锈性能,完全溶于水、无泡沫、不挥发、对悬浮物起到絮凝作用,可以帮助去除金属颗粒、附浮油、悬浮