
自动弯刀机弯折大角度方法.pdf

邻家****66

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动弯刀机弯折大角度方法.pdf
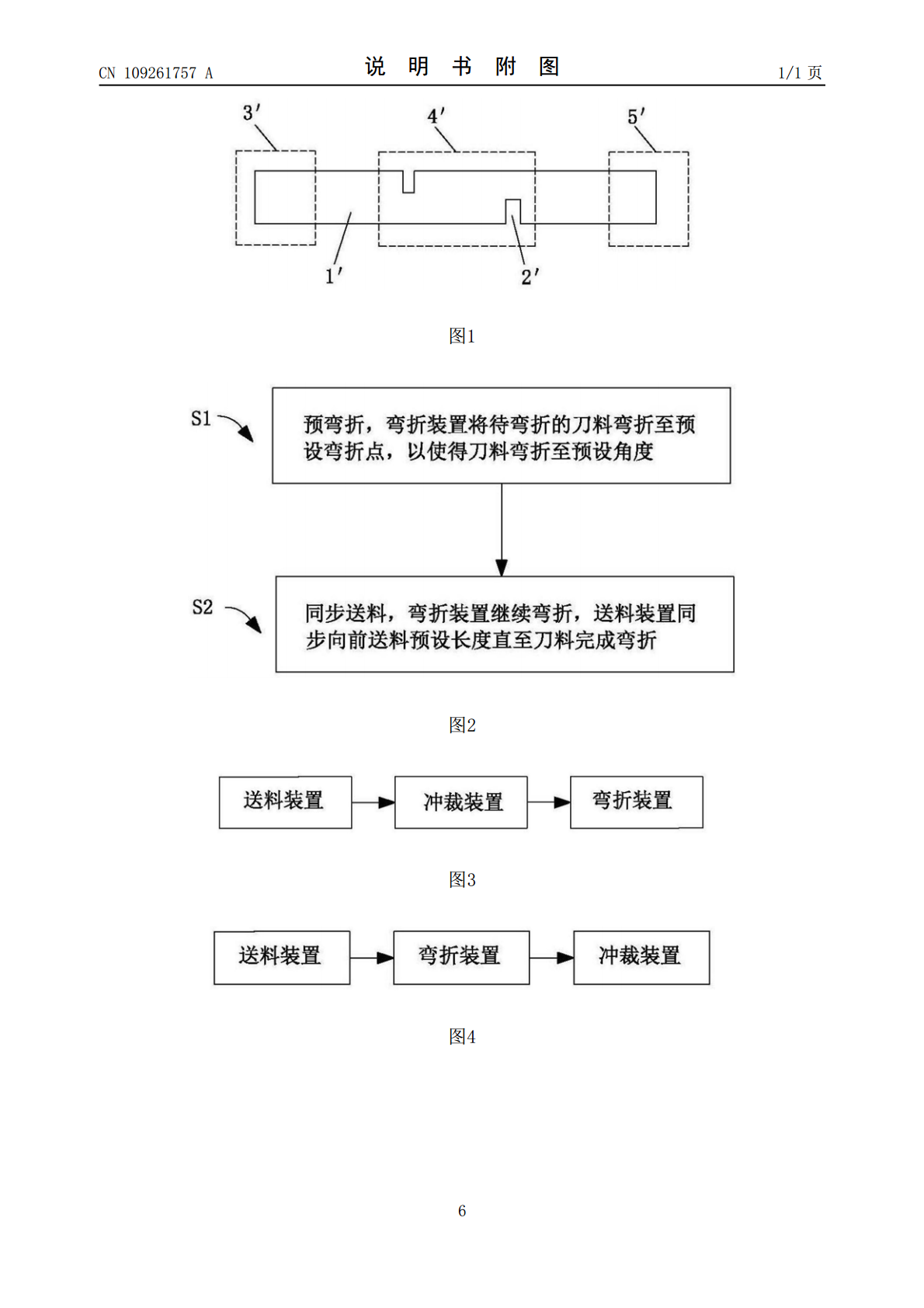
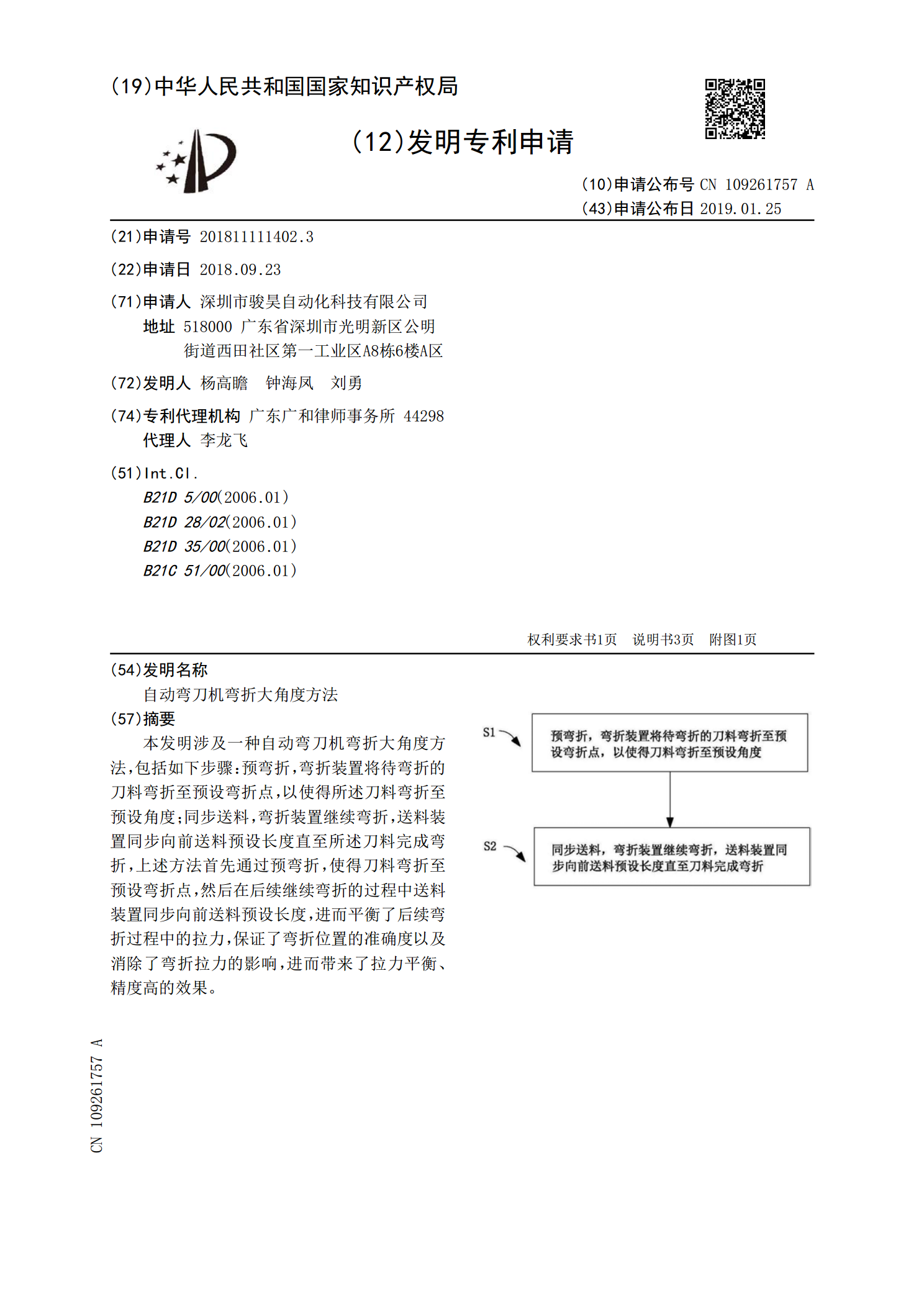
本发明涉及一种自动弯刀机弯折大角度方法,包括如下步骤:预弯折,弯折装置将待弯折的刀料弯折至预设弯折点,以使得所述刀料弯折至预设角度;同步送料,弯折装置继续弯折,送料装置同步向前送料预设长度直至所述刀料完成弯折,上述方法首先通过预弯折,使得刀料弯折至预设弯折点,然后在后续继续弯折的过程中送料装置同步向前送料预设长度,进而平衡了后续弯折过程中的拉力,保证了弯折位置的准确度以及消除了弯折拉力的影响,进而带来了拉力平衡、精度高的效果。
弯刀角度检测装置、弯刀设备及角度检测方法.pdf
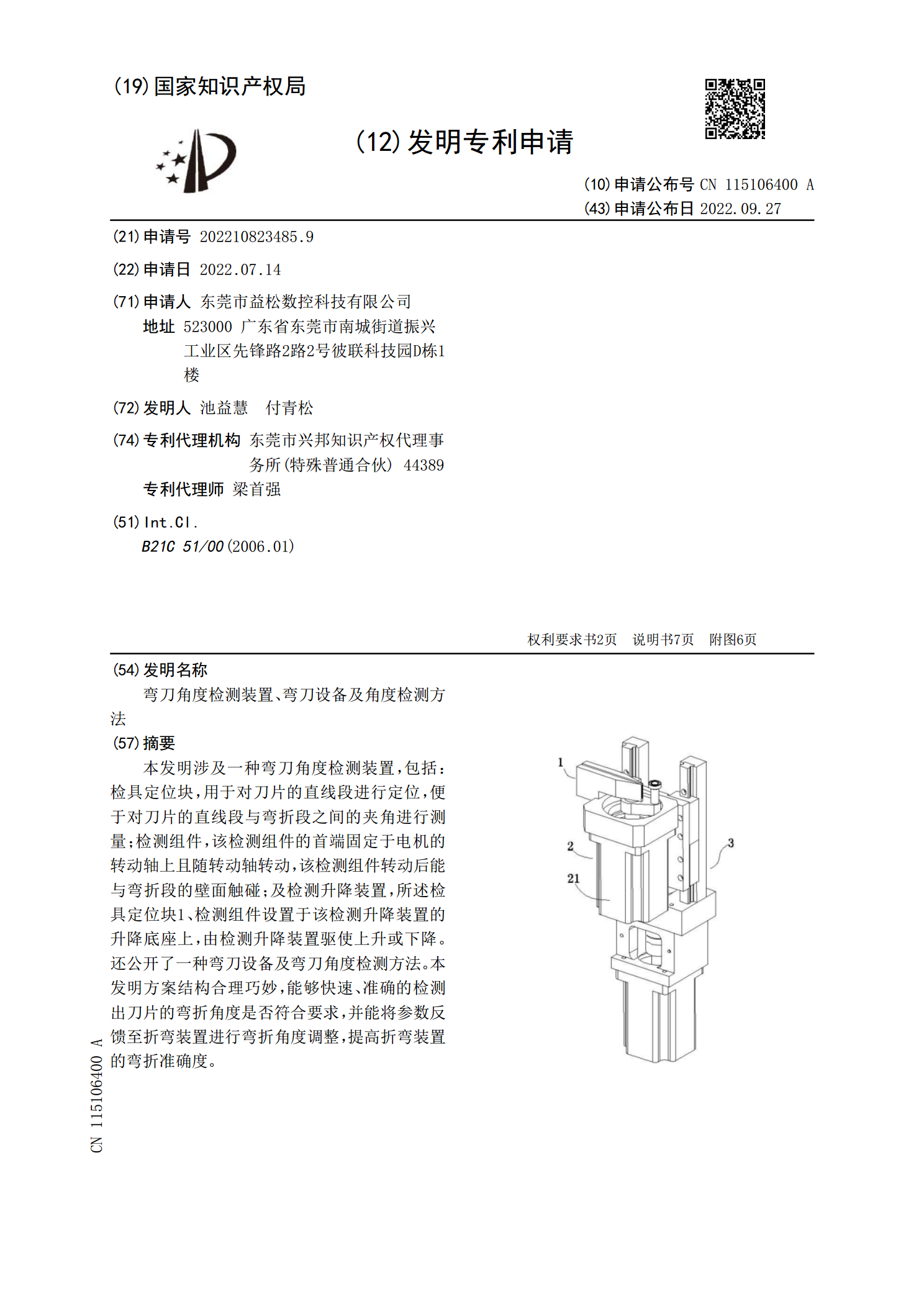
本发明涉及一种弯刀角度检测装置,包括:检具定位块,用于对刀片的直线段进行定位,便于对刀片的直线段与弯折段之间的夹角进行测量;检测组件,该检测组件的首端固定于电机的转动轴上且随转动轴转动,该检测组件转动后能与弯折段的壁面触碰;及检测升降装置,所述检具定位块1、检测组件设置于该检测升降装置的升降底座上,由检测升降装置驱使上升或下降。还公开了一种弯刀设备及弯刀角度检测方法。本发明方案结构合理巧妙,能够快速、准确的检测出刀片的弯折角度是否符合要求,并能将参数反馈至折弯装置进行弯折角度调整,提高折弯装置的弯折准确度
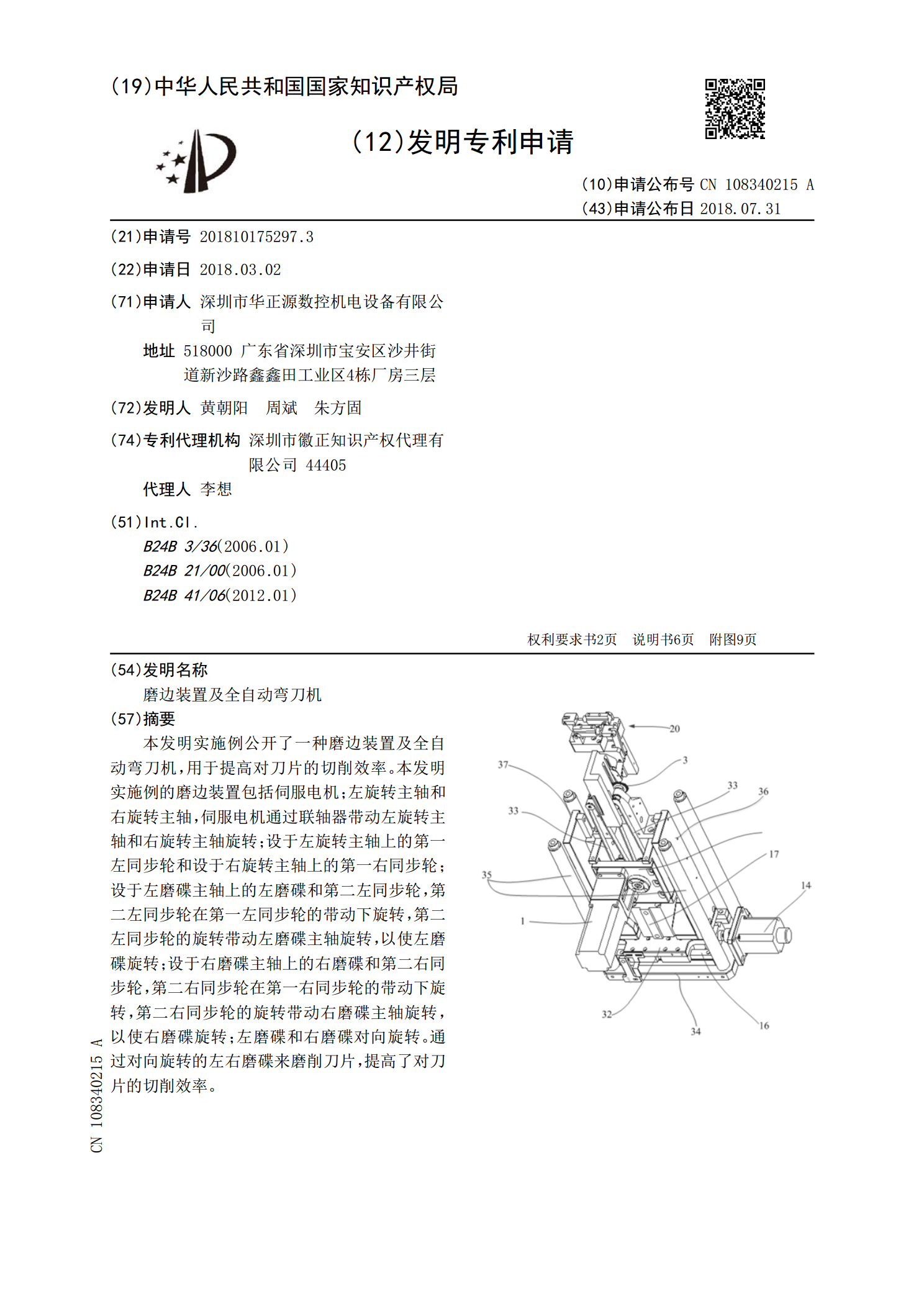
磨边装置及全自动弯刀机.pdf
本发明实施例公开了一种磨边装置及全自动弯刀机,用于提高对刀片的切削效率。本发明实施例的磨边装置包括伺服电机;左旋转主轴和右旋转主轴,伺服电机通过联轴器带动左旋转主轴和右旋转主轴旋转;设于左旋转主轴上的第一左同步轮和设于右旋转主轴上的第一右同步轮;设于左磨碟主轴上的左磨碟和第二左同步轮,第二左同步轮在第一左同步轮的带动下旋转,第二左同步轮的旋转带动左磨碟主轴旋转,以使左磨碟旋转;设于右磨碟主轴上的右磨碟和第二右同步轮,第二右同步轮在第一右同步轮的带动下旋转,第二右同步轮的旋转带动右磨碟主轴旋转,以使右磨碟旋
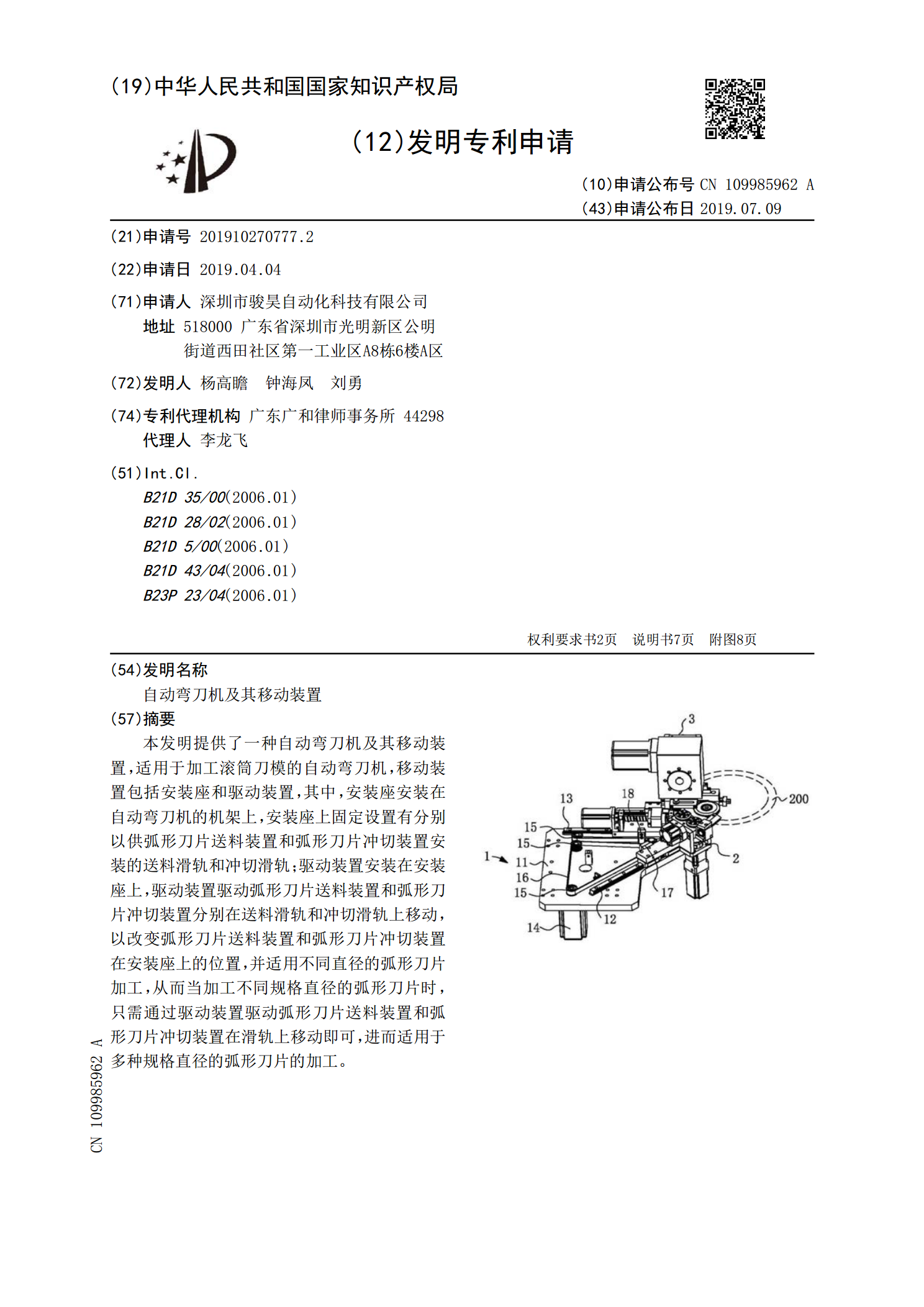
自动弯刀机及其移动装置.pdf
本发明提供了一种自动弯刀机及其移动装置,适用于加工滚筒刀模的自动弯刀机,移动装置包括安装座和驱动装置,其中,安装座安装在自动弯刀机的机架上,安装座上固定设置有分别以供弧形刀片送料装置和弧形刀片冲切装置安装的送料滑轨和冲切滑轨;驱动装置安装在安装座上,驱动装置驱动弧形刀片送料装置和弧形刀片冲切装置分别在送料滑轨和冲切滑轨上移动,以改变弧形刀片送料装置和弧形刀片冲切装置在安装座上的位置,并适用不同直径的弧形刀片加工,从而当加工不同规格直径的弧形刀片时,只需通过驱动装置驱动弧形刀片送料装置和弧形刀片冲切装置在滑
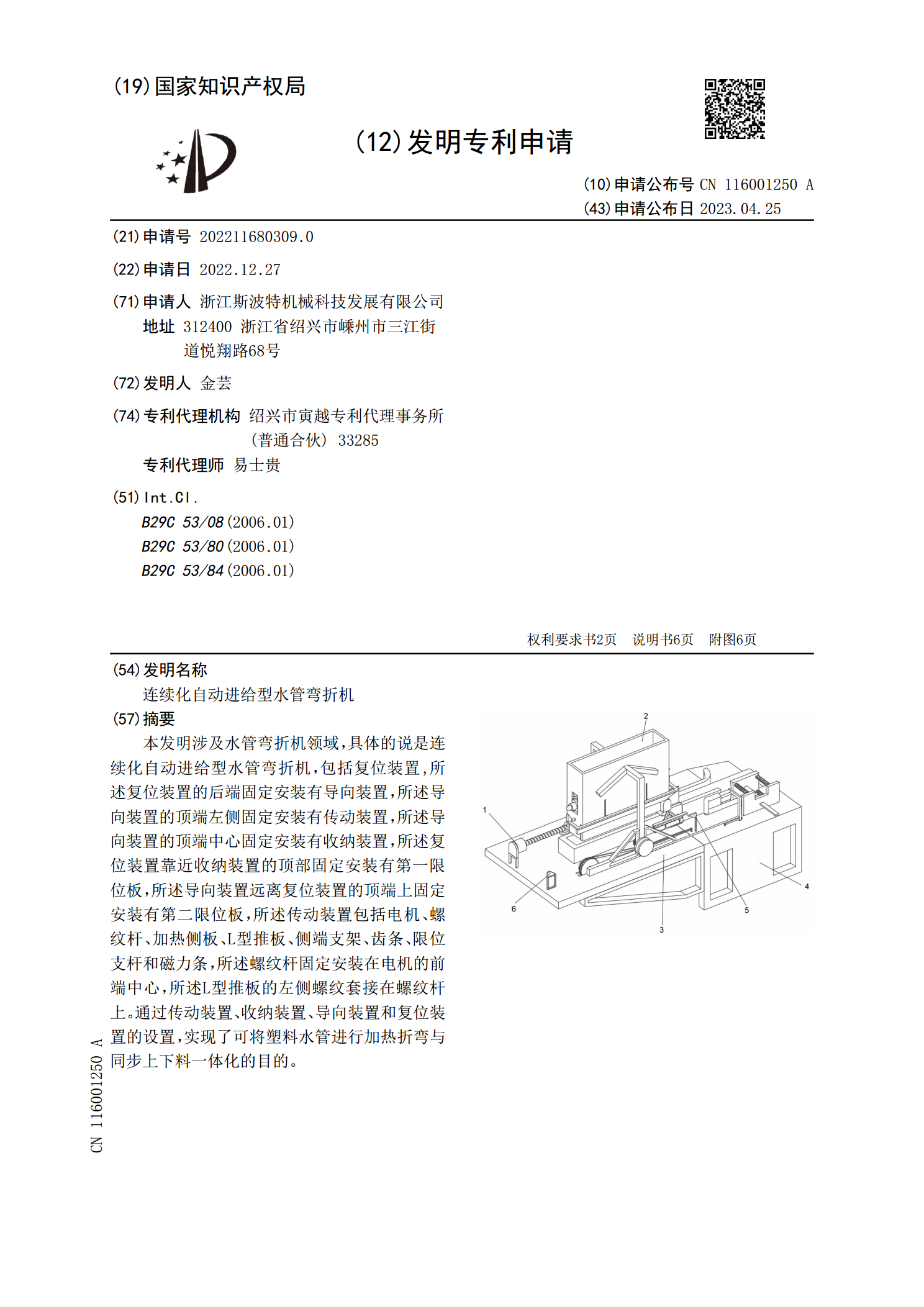
连续化自动进给型水管弯折机.pdf
本发明涉及水管弯折机领域,具体的说是连续化自动进给型水管弯折机,包括复位装置,所述复位装置的后端固定安装有导向装置,所述导向装置的顶端左侧固定安装有传动装置,所述导向装置的顶端中心固定安装有收纳装置,所述复位装置靠近收纳装置的顶部固定安装有第一限位板,所述导向装置远离复位装置的顶端上固定安装有第二限位板,所述传动装置包括电机、螺纹杆、加热侧板、L型推板、侧端支架、齿条、限位支杆和磁力条,所述螺纹杆固定安装在电机的前端中心,所述L型推板的左侧螺纹套接在螺纹杆上。通过传动装置、收纳装置、导向装置和复位装置的设