
一种镀锌钢丝绳生产工艺.pdf

书生****22

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镀锌钢丝绳生产工艺.pdf
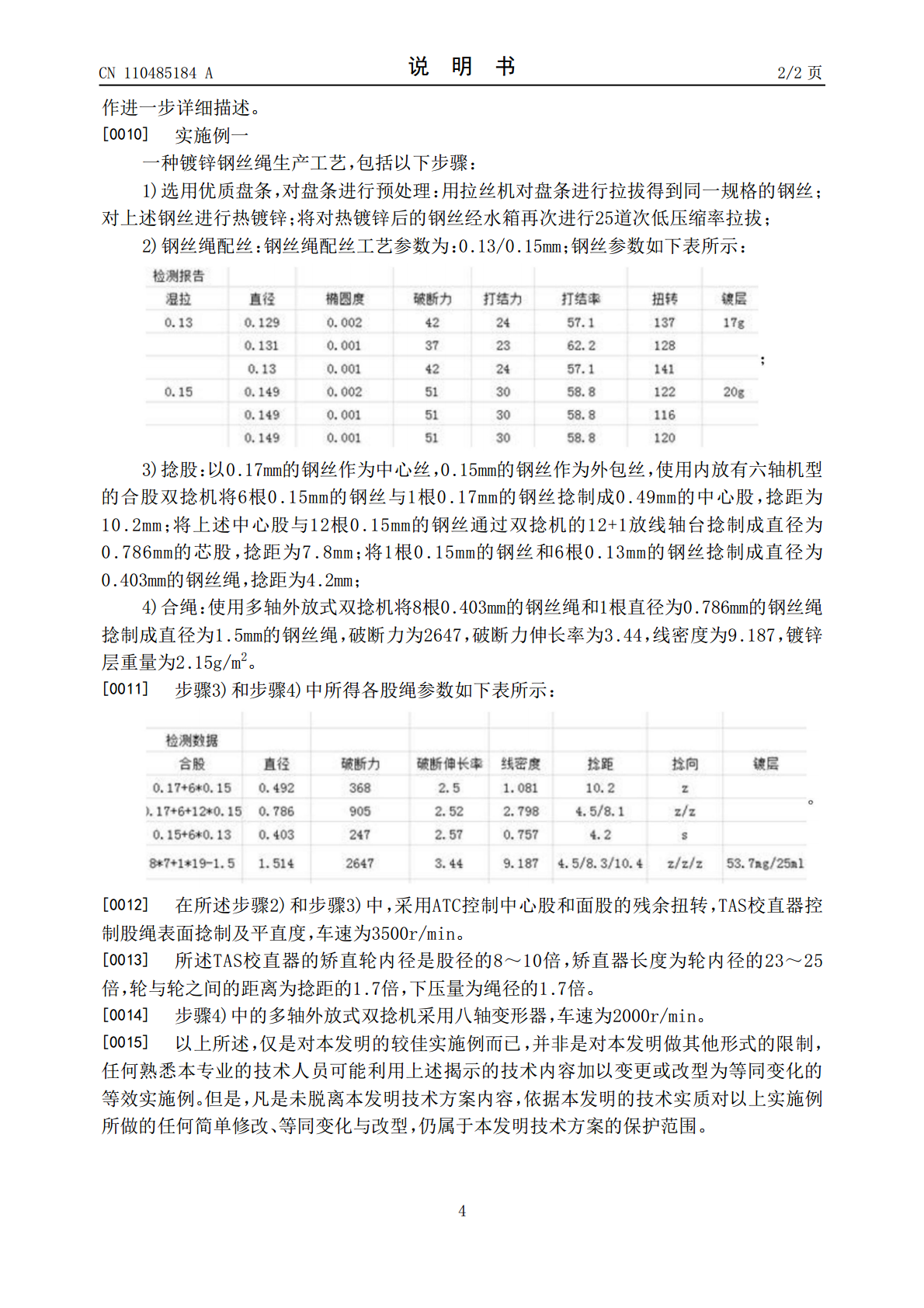
本发明提供一种镀锌钢丝绳生产工艺,包括以下步骤:选用优质盘条,对盘条进行预处理;钢丝绳配丝;捻股;合绳。使用双捻机生产大大提升了镀锌钢丝制品的生产效率,对产品外观,平直度,残余扭转,散头都有很好的控制力,优化提高了产品的质量。
一种热镀锌生产工艺.pdf
本发明涉及一种热镀锌生产工艺,属于冷轧连续热镀锌技术领域。一种热镀锌生产工艺,执行如下步骤:1)上料并检查原料;2)对带钢进行碱洗,对碱洗后的带钢进行水洗;3)带钢在炉子段通过预热、直火加热、辐射加热、快速冷却;4)热镀锌;5)对带钢进行平整拉矫,使得带钢表面获得一定的平直度和板形达到一定的平直度6)钝化处理;7)烘干;8)检验;9)卷取包装。本发明采用顺涂的方式,解决了逆涂方式时,涂敷辊辊面与带钢之间,涂敷辊辊面与取液辊之间的摩擦,使得涂敷辊辊面很快就会损伤,辊涂工序就会难以进行的情况;利用确认电导率的
一种热镀锌生产工艺.pdf
本发明公开了一种热镀锌生产工艺,原料开卷,检测,清洗,经过焊机和入口活套,然后进入到退火炉,而后原料进行二次加热后进入锌锅进行热镀;之后冷却、平整,防腐蚀处理,进入出口活套缓冲之后,涂油、剪切、收卷等。本发明设计合理,加工成本低、生产效率高等优点;锌锅内底渣很少,浮渣减少20%,镀层附着力优良,镀层耐腐蚀性提高2倍。

一种镀锌钢丝生产工艺.pdf
本发明涉及一种镀锌钢丝生产工艺,包括放线机组、退火炉、酸洗池、镀锌池和收线机组,还包括可移动式气缸压线装置,所述的可移动式气缸压线装置设在线机组与退火炉之间。从而实现了镀锌钢丝生产在线不停机接头,实现镀锌作业的连续稳定生产。解决了钢丝因长时间浸泡在酸池和锌池中造成报废的问题,提高成材率0.3%以上。具有连续稳定生产、保证镀锌钢丝表面锌层质量的特点。
一种热镀锌钢管生产工艺.pdf
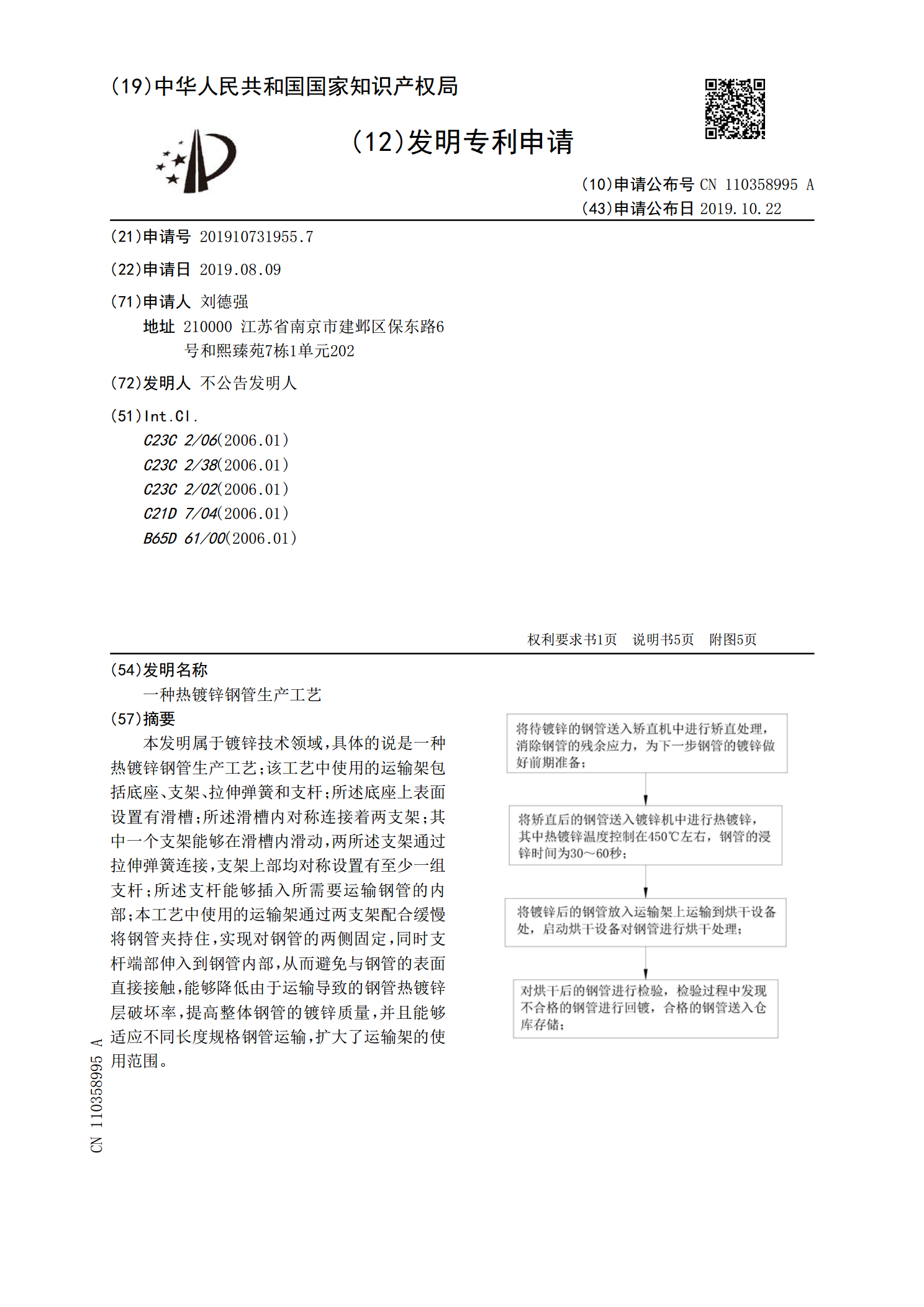
本发明属于镀锌技术领域,具体的说是一种热镀锌钢管生产工艺;该工艺中使用的运输架包括底座、支架、拉伸弹簧和支杆;所述底座上表面设置有滑槽;所述滑槽内对称连接着两支架;其中一个支架能够在滑槽内滑动,两所述支架通过拉伸弹簧连接,支架上部均对称设置有至少一组支杆;所述支杆能够插入所需要运输钢管的内部;本工艺中使用的运输架通过两支架配合缓慢将钢管夹持住,实现对钢管的两侧固定,同时支杆端部伸入到钢管内部,从而避免与钢管的表面直接接触,能够降低由于运输导致的钢管热镀锌层破坏率,提高整体钢管的镀锌质量,并且能够适应不同长