
针对汽车内饰边角料的平整方法.pdf

英哲****公主

1/8
2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

针对汽车内饰边角料的平整方法.pdf
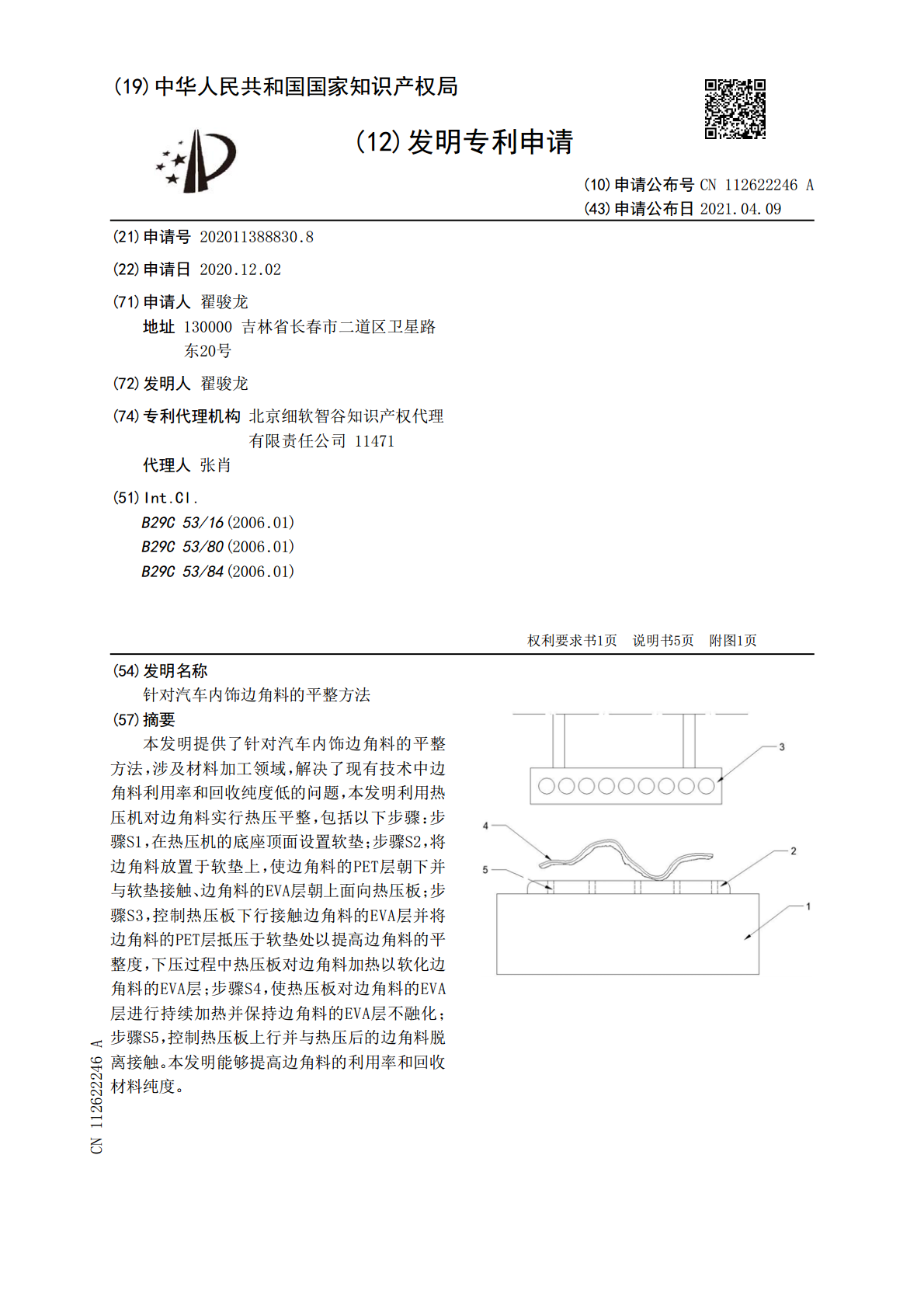
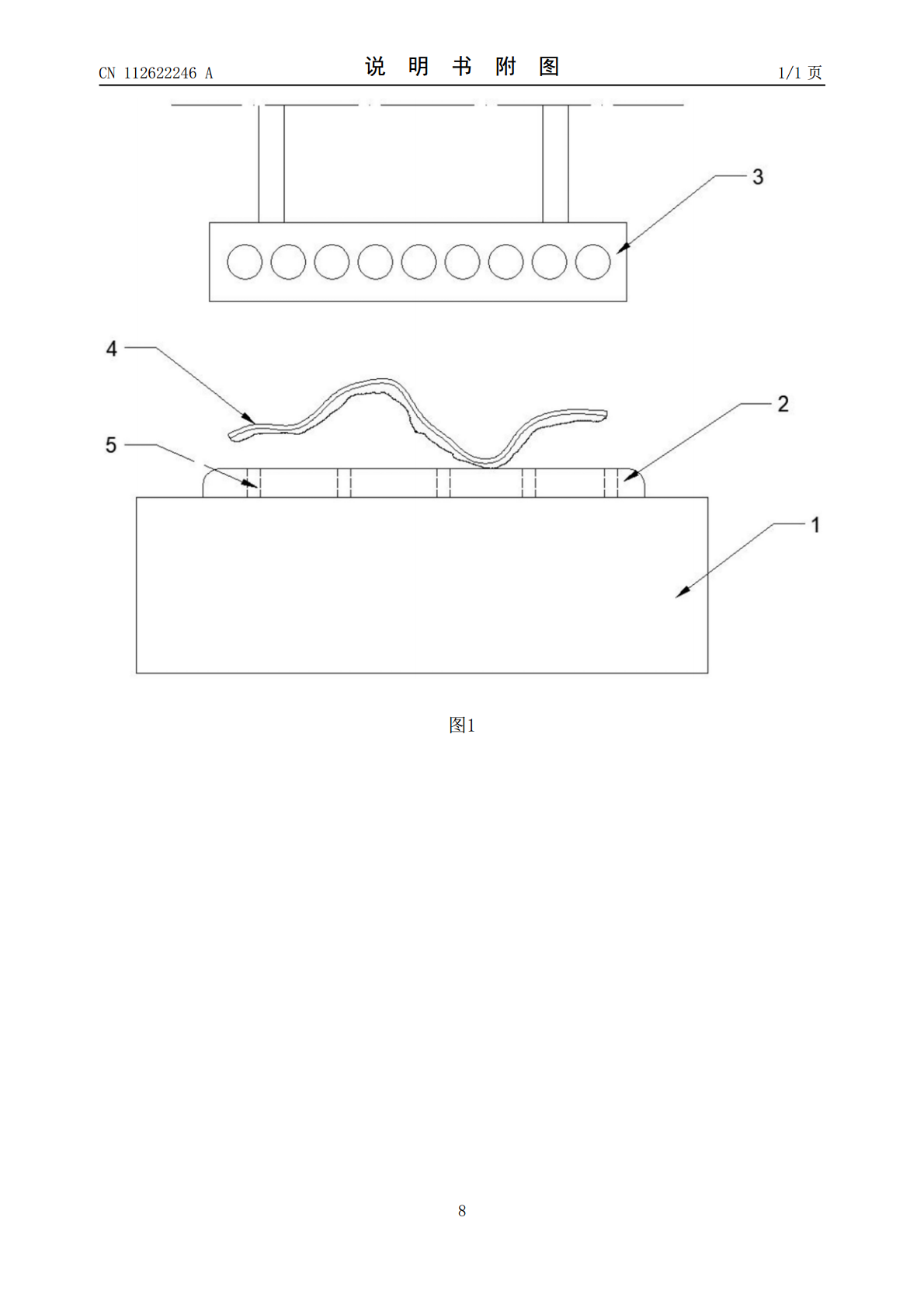
本发明提供了针对汽车内饰边角料的平整方法,涉及材料加工领域,解决了现有技术中边角料利用率和回收纯度低的问题,本发明利用热压机对边角料实行热压平整,包括以下步骤:步骤S1,在热压机的底座顶面设置软垫;步骤S2,将边角料放置于软垫上,使边角料的PET层朝下并与软垫接触、边角料的EVA层朝上面向热压板;步骤S3,控制热压板下行接触边角料的EVA层并将边角料的PET层抵压于软垫处以提高边角料的平整度,下压过程中热压板对边角料加热以软化边角料的EVA层;步骤S4,使热压板对边角料的EVA层进行持续加热并保持边角料的

汽车内饰边角料分离机.pdf
本发明提供了汽车内饰边角料分离机,涉及汽车边角料处理技术领域领域,具体的说,是汽车内饰边角料分离机,解决现有技术中边角料的各层材料分层不清晰、分离不够彻底的问题,本发明包括机座、活动载物台和切割设备,所述活动载物台和所述切割设备均安装于所述机座,所述切割设备设置于所述活动载物台的上方,所述活动载物台能基于所述机座朝向所述切割设备移动接近切割刃。本发明用以解决分离料杂质率高的问题,具有分离边角料清晰的优点,能够减少分离料中杂质的重量,提高分离料的利用率。

汽车内饰边角料熔接机.pdf
本发明涉及汽车边角料处理技术领域,现有技术中,无法通过设备将不同边角料快速简单地将拼接处理成连续完整的边角料;为了解决现有技术中的问题,本发明提供了汽车内饰边角料熔接机,包括底板,所述底板上连接有用于承载待熔接的两毛料的水平放置的平台;所述平台上活动连接有用于压紧毛料的压紧机构,所述压紧机构能扣合在平台顶面;所述底板上活动连接有用于对毛料熔接端加热的加热装置,所述加热装置能移动至两毛料之间与两毛料的熔接端接触。本发明能够快速简单地将不同边角料进行拼接处理成连续的边角料。

一种汽车内饰成品边角料切除装置.pdf
本实用新型提供一种汽车内饰成品边角料切除装置,涉及边角料切除装置技术领域,本实用新型,包括切除设备,所述切除设备的顶部设置有卡合结构,所述卡合结构包括有合并槽,所述合并槽的内表面贴合连接有延伸块,所述延伸块的一侧外表面设置有固定块,所述固定块的底面靠近两侧边缘处均开设有贴合槽,所述贴合槽的内表面固定有贴合块,所述贴合块的外表面贴合连接有固定槽,首先通过将成品内饰放置于成品模具槽的内部,通过卡合结构来对成品模具进行固定,通过移动结构带动切除器对成品内饰的边角料进行切除,避免生产人员使用小刀切除发生的不必要的

汽车内饰如何保养-汽车内饰保养方法.docx
汽车内饰如何保养-汽车内饰保养方法汽车内饰如何保养-汽车内饰保养方法拥有一个良好的驾驶环境很重要,那么汽车内饰如何保养呢?来看看小编的介绍吧!1、蒸汽杀菌专业的蒸汽杀菌除了对车内空气进行全面的高温杀菌外,还针对车内的空调出风口、座椅、地绒等几个容易积存灰尘和细菌的部位进行重点杀菌处理,确保完全杀灭那些肉眼看不见的螨虫、霉菌和微生物,保护家人和自己的健康。同时,不会对车内饰物造成损伤,也不会对环境产生二次污染。2、全车内清洗全车内清洗是严格按照除尘、清洁、保养三部曲对仪表控制板、顶棚、后缸平台、座椅、地绒、