
商用铝合金锻造车轮及其制备方法.pdf

韶敏****ab


1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
商用铝合金锻造车轮及其制备方法.pdf
本发明提供了一种商用铝合金锻造车轮及其制备方法,涉及铝合金加工技术领域。其包括将熔体铸造成圆铸锭坯料,随后对所述铸锭坯料进行均匀化处理、铸锭坯料锯切、铸棒坯料加热、铸棒坯料热剥皮、三步锻造、固溶淬火、旋压轮辋、时效处理、车轮机加工、旋压型面喷丸、涂装,铝合金材料成分包括Si,Mg,Cu,Mn,Cr,Ti,Zr,Fe<0.2%,Na<0.0005%,Ca<0.0005%,Pb<0.005%以及余量的Al,Mg/Si质量比为1.3~1.5,铝合金材料按质量百分数计Mn+Cr为0.25~0.35%。该材料可满足
两片组装式商用车用锻造铝合金车轮及其制备方法.pdf
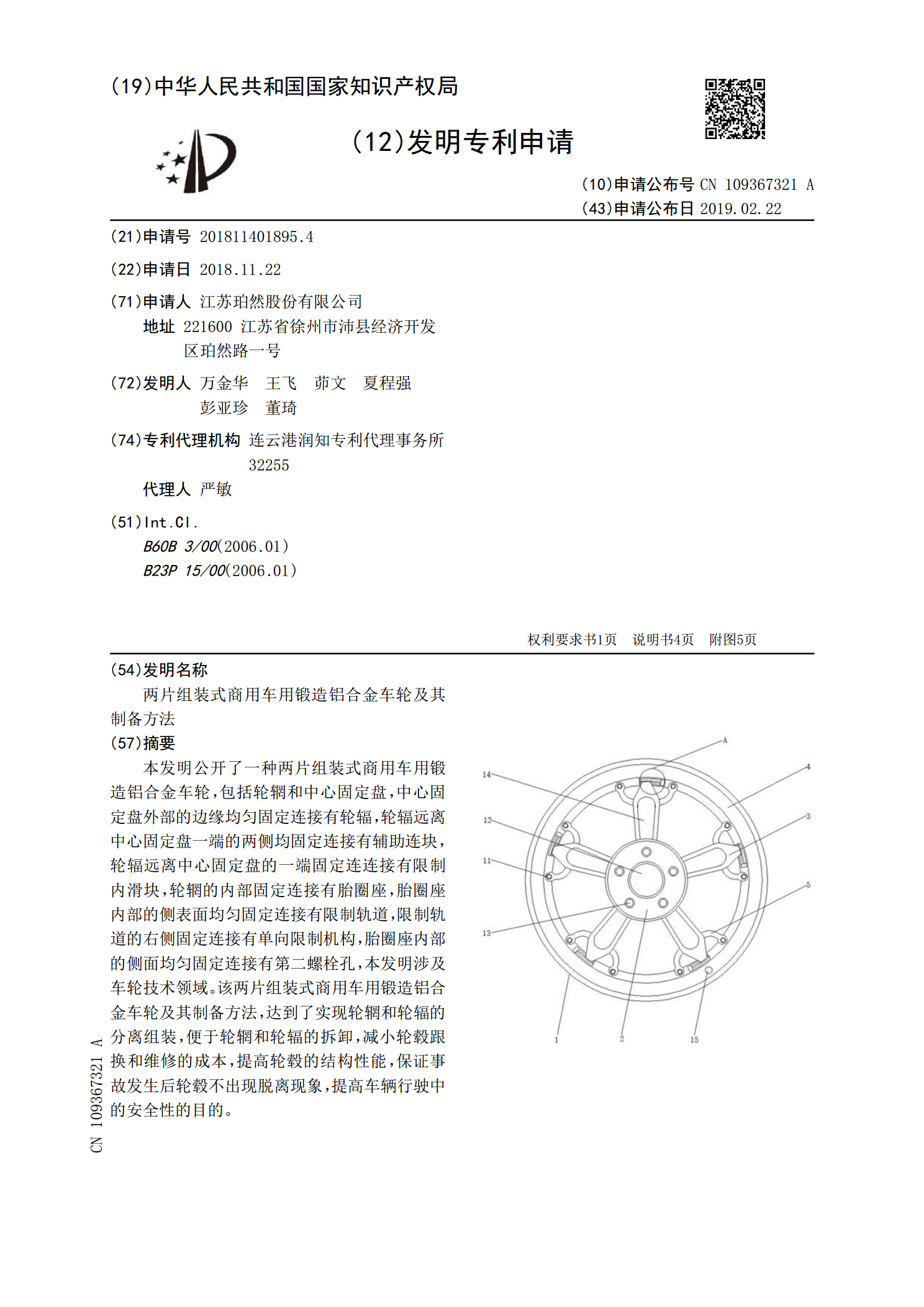
本发明公开了一种两片组装式商用车用锻造铝合金车轮,包括轮辋和中心固定盘,中心固定盘外部的边缘均匀固定连接有轮辐,轮辐远离中心固定盘一端的两侧均固定连接有辅助连块,轮辐远离中心固定盘的一端固定连连接有限制内滑块,轮辋的内部固定连接有胎圈座,胎圈座内部的侧表面均匀固定连接有限制轨道,限制轨道的右侧固定连接有单向限制机构,胎圈座内部的侧面均匀固定连接有第二螺栓孔,本发明涉及车轮技术领域。该两片组装式商用车用锻造铝合金车轮及其制备方法,达到了实现轮辋和轮辐的分离组装,便于轮辋和轮辐的拆卸,减小轮毂跟换和维修的成本

一种用铝合金锻造商用车车轮的方法.pdf
本发明是一种用铝合金锻造商用车车轮的方法,所选用的铝合金铸棒的含硅量小于0.12%、含镁量1.9‑2.6%、含铜量2.0‑2.6%、含铁量小于0.15%、含锰量小于0.10%、含锌量5.7‑6.7%、含钛量小于0.06%,上述百分比含量均为质量百分比含量;锻造车轮的步骤如下,①将铝合金铸棒在400‑500℃下加热21‑30h,用挤压机制得挤压棒;②将挤压棒锯切成棒料,在温度为460‑490℃的加热炉中预热2‑3h;③用压力锻造机将棒料顶面锻成中间低边缘高的锻坯,锻坯翻转成顶面朝下后放置在轮毂模具上,随后用

商用铝合金车轮.pdf
本发明公开了商用铝合金车轮,包括镂空孔、转动轴心、外轮、支撑架和连接架,所述支撑架内部的中间位置安装有转盘,且转盘中间位置安装有转动轴心,转动轴心外侧皆均匀设置有旋转腔室,所述支撑架内部等间距设置有镂空孔,且支撑架外侧皆均匀设置有外轮,外轮内侧壁上皆等间距设置有防滑纹。本发明通过在高分子金属加固层内部均匀设置有硬性金属条,且硬性金属条的顶端和底端皆均匀设置有加固块,且加固块的两端与高分子金属加固层的内侧壁连接,实现了装置在使用的过程中硬度较强,防止变形,同时装置外侧具有耐腐蚀的功能,可以防止在长时间使用过

抗冲击铝合金汽车轮毂及其制备方法.pdf
本发明公开了一种抗冲击铝合金汽车轮毂及其制备方法,该方法包括:1)将铝、镁、铬、锌、钯和钒于850‑950℃下进行第一热处理,接着向体系中通入惰性气体,然后将体系冷却至660‑680℃以制得第一金属液的工序;2)将锡、银、铁、锗和钪于1150‑1200℃下进行第二热处理以制得第二金属液的工序;3)将第二金属液加入至第一金属液中,并且将混合体系的温度调节至960‑1000℃以进行熔炼,然后向混合体系中加入打渣剂进行打渣处理的工序;4)将打渣处理后的混合体系进行压铸成型、冷却以制得抗冲击铝合金汽车轮毂的工序。