
一种立柱内孔的熔覆方法.pdf

元容****少女


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种立柱内孔的熔覆方法.pdf
本发明涉及一种立柱内孔的熔覆方法,属于激光熔覆方法技术领域,在待加工立柱的内孔熔覆合金粉末,得到熔覆层,本发明可以有效地提高立柱内孔的耐磨损性,延长管道的使用寿命,同时,熔覆层具有开裂敏感性低、韧性高、稳定性高的特点,适应企业高科技、自动化发展需要。
一种立柱内孔的熔覆方法.pdf
本发明涉及一种立柱内孔的熔覆方法,属于激光熔覆方法技术领域,在待加工立柱的内孔熔覆合金粉末,得到熔覆层,本发明有效地提高立柱内孔的耐磨损性能,延长立柱的使用寿命,提高了对立柱内孔进行激光熔覆的可操作性,合金粉末与立柱内孔形成有效的冶金结合,促使熔覆层具有较好的延展性及韧性、且摩擦系数低,适应企业高科技、自动化发展需要。
可调长短的内孔熔覆头.pdf
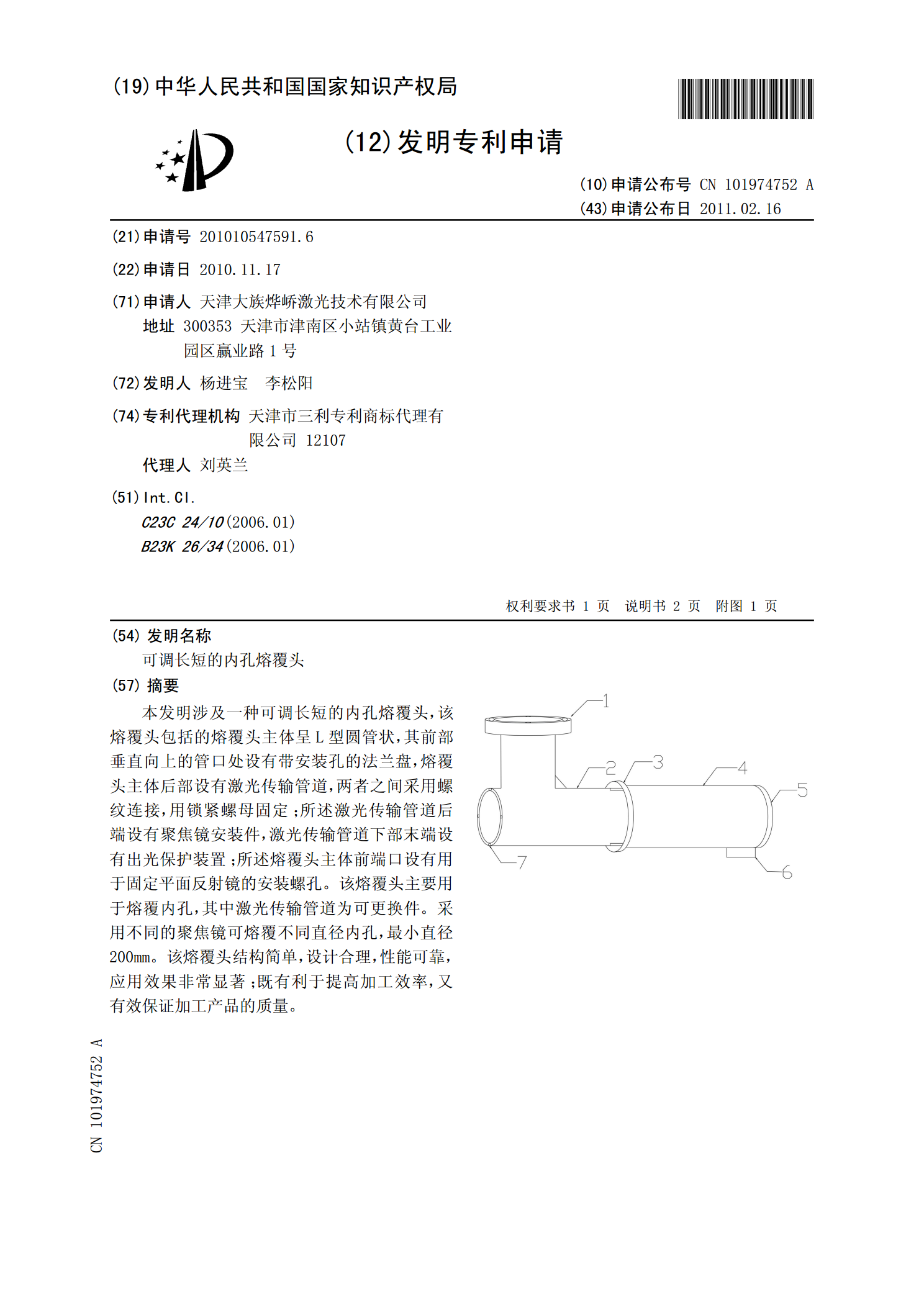
本发明涉及一种可调长短的内孔熔覆头,该熔覆头包括的熔覆头主体呈L型圆管状,其前部垂直向上的管口处设有带安装孔的法兰盘,熔覆头主体后部设有激光传输管道,两者之间采用螺纹连接,用锁紧螺母固定;所述激光传输管道后端设有聚焦镜安装件,激光传输管道下部末端设有出光保护装置;所述熔覆头主体前端口设有用于固定平面反射镜的安装螺孔。该熔覆头主要用于熔覆内孔,其中激光传输管道为可更换件。采用不同的聚焦镜可熔覆不同直径内孔,最小直径200mm。该熔覆头结构简单,设计合理,性能可靠,应用效果非常显著;既有利于提高加工效率,又有
一种内孔宽型盲孔激光熔覆加工头.pdf
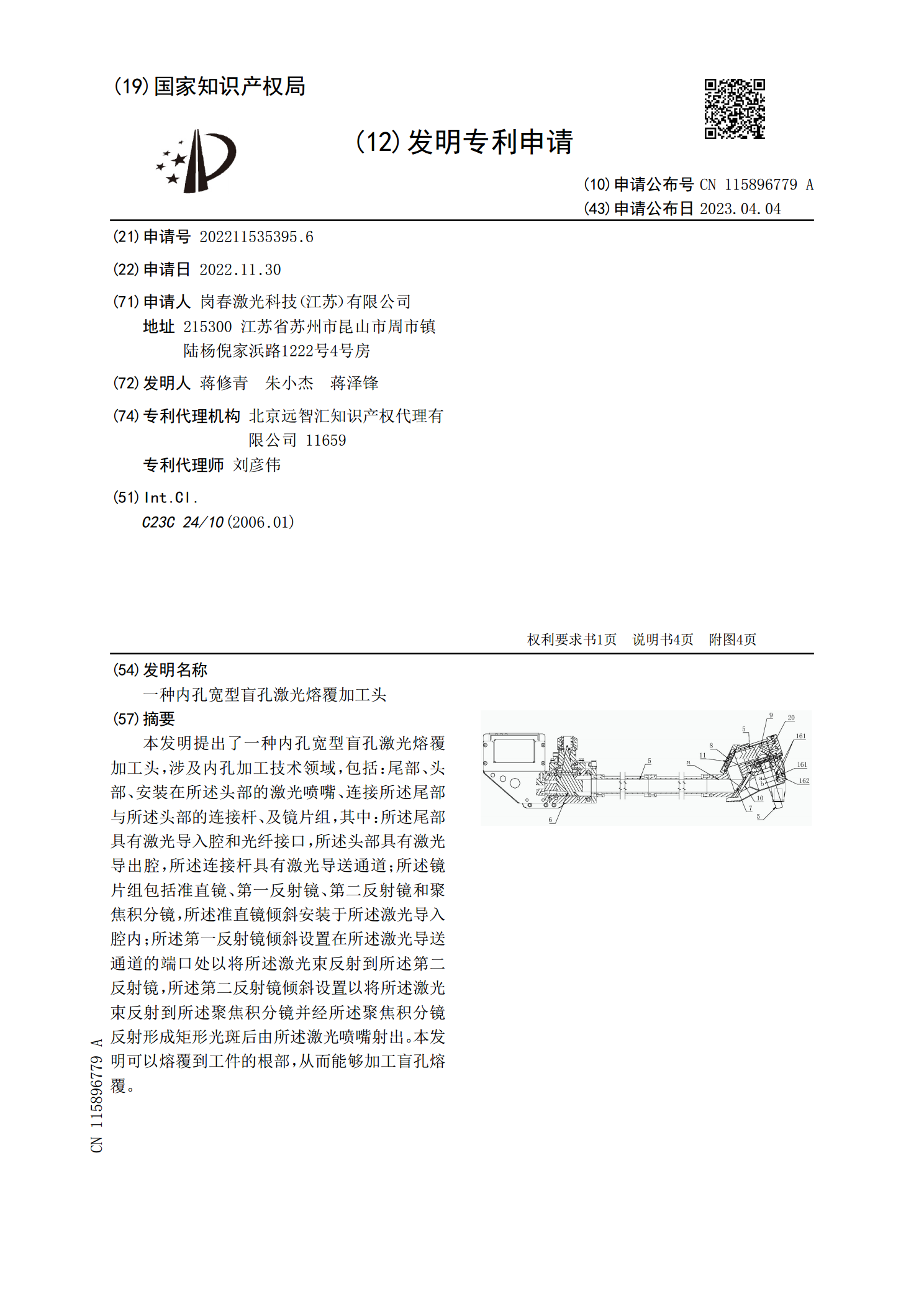
本发明提出了一种内孔宽型盲孔激光熔覆加工头,涉及内孔加工技术领域,包括:尾部、头部、安装在所述头部的激光喷嘴、连接所述尾部与所述头部的连接杆、及镜片组,其中:所述尾部具有激光导入腔和光纤接口,所述头部具有激光导出腔,所述连接杆具有激光导送通道;所述镜片组包括准直镜、第一反射镜、第二反射镜和聚焦积分镜,所述准直镜倾斜安装于所述激光导入腔内;所述第一反射镜倾斜设置在所述激光导送通道的端口处以将所述激光束反射到所述第二反射镜,所述第二反射镜倾斜设置以将所述激光束反射到所述聚焦积分镜并经所述聚焦积分镜反射形成矩形
直径50内孔盲孔激光熔覆枪.pdf
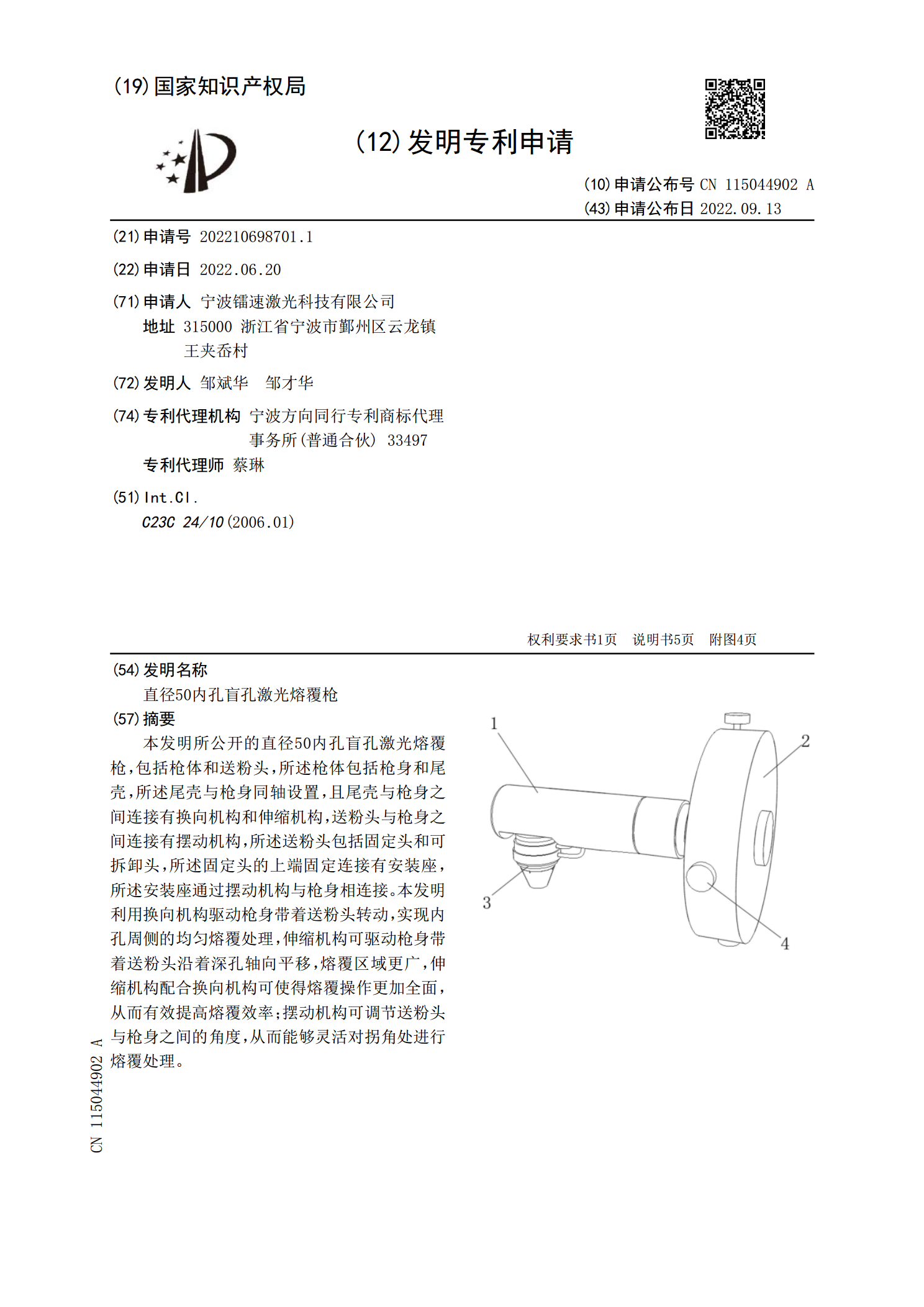
本发明所公开的直径50内孔盲孔激光熔覆枪,包括枪体和送粉头,所述枪体包括枪身和尾壳,所述尾壳与枪身同轴设置,且尾壳与枪身之间连接有换向机构和伸缩机构,送粉头与枪身之间连接有摆动机构,所述送粉头包括固定头和可拆卸头,所述固定头的上端固定连接有安装座,所述安装座通过摆动机构与枪身相连接。本发明利用换向机构驱动枪身带着送粉头转动,实现内孔周侧的均匀熔覆处理,伸缩机构可驱动枪身带着送粉头沿着深孔轴向平移,熔覆区域更广,伸缩机构配合换向机构可使得熔覆操作更加全面,从而有效提高熔覆效率;摆动机构可调节送粉头与枪身之间