
一种激光焦点定量化的方法及焦点定量化装置.pdf

思洁****爱吗

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光焦点定量化的方法及焦点定量化装置.pdf
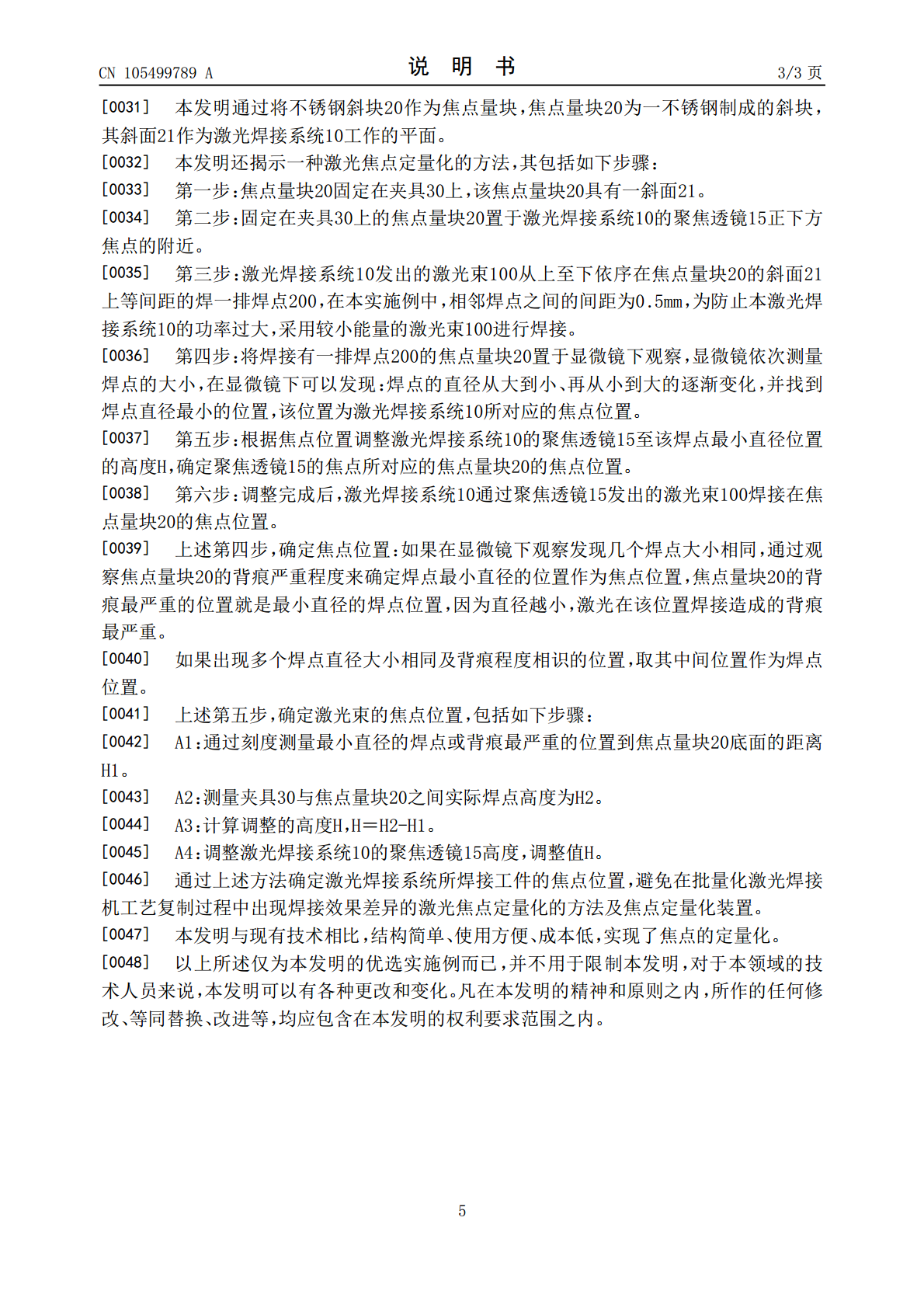
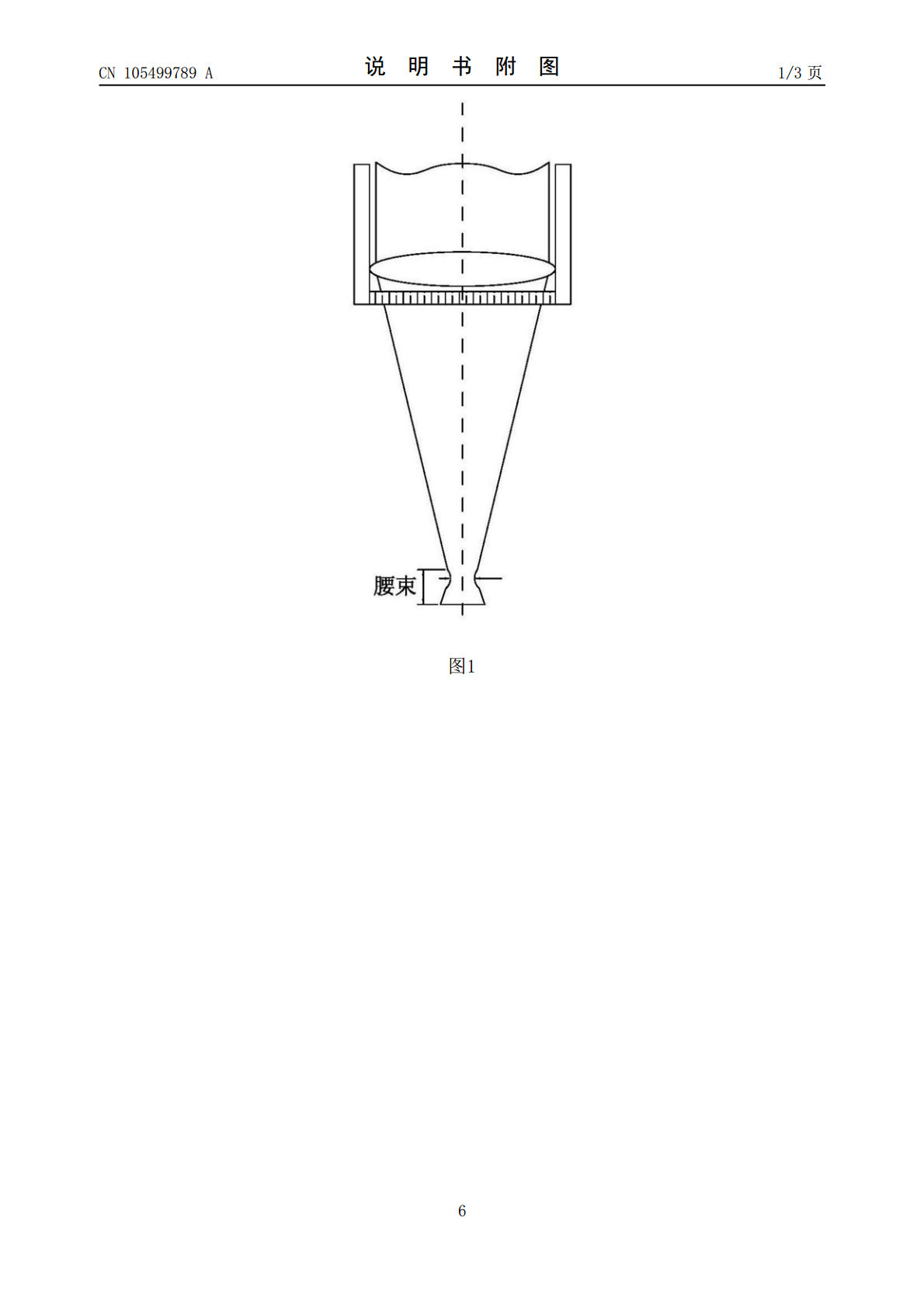
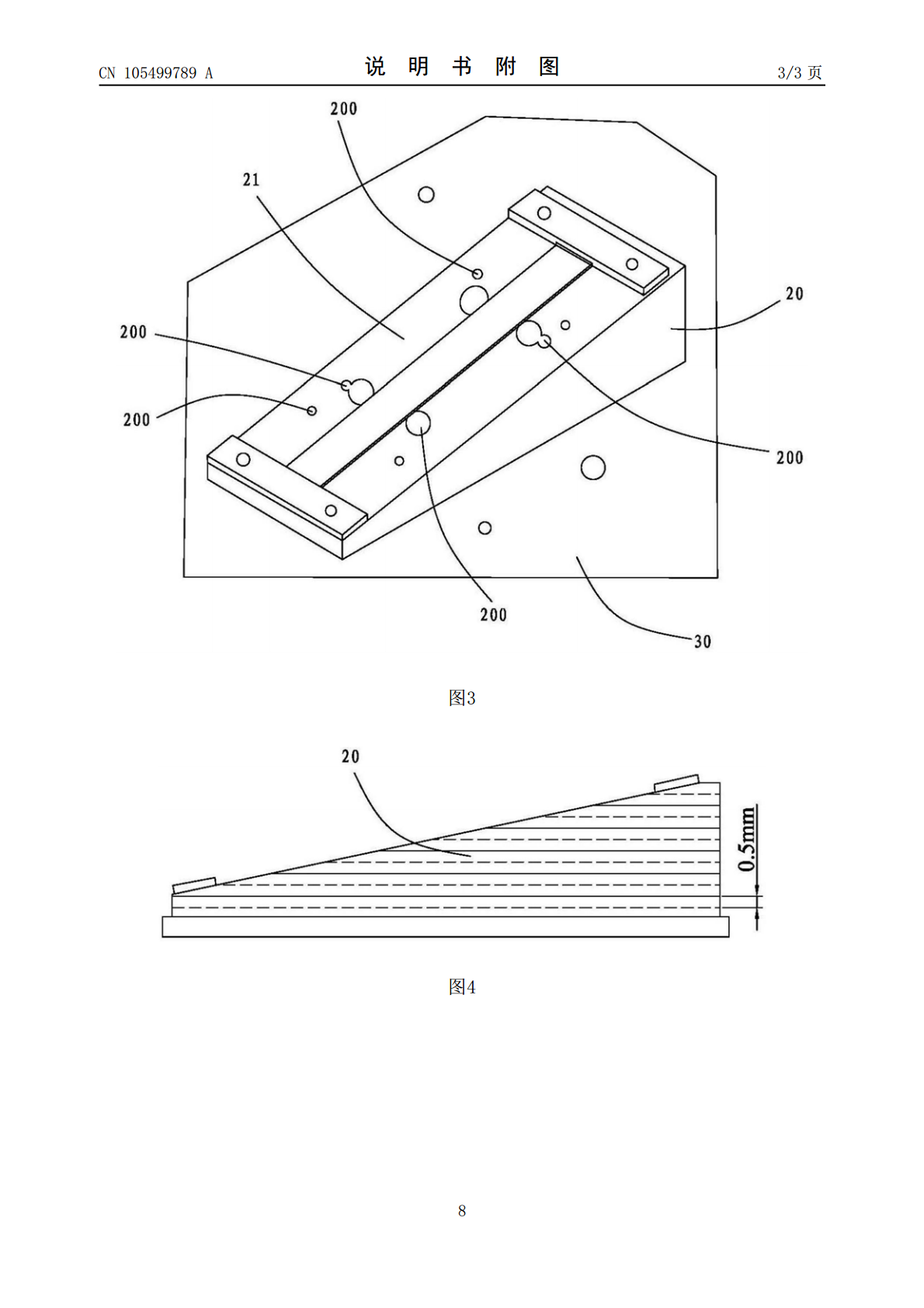
本发明提供一种激光焦点定量化的方法及焦点定量化装置,该焦点定量化装置包括激光焊接系统、位于激光焊接系统下的不锈钢斜块、以及固定不锈钢斜块的夹具,通过激光焊接系统在不锈钢斜块上确定焦点位置,调整激光焊接系统的聚焦透镜至不锈钢斜块的焦点位置的距离。本发明通过确定激光焊接系统所焊接工件的焦点位置,避免在批量化激光焊接机工艺复制过程中出现焊接效果差异的激光焦点定量化的方法及焦点定量化装置,且本发明与现有技术相比,结构简单、使用方便、成本低,实现了焦点的定量化。
一种激光对焦点装置.pdf
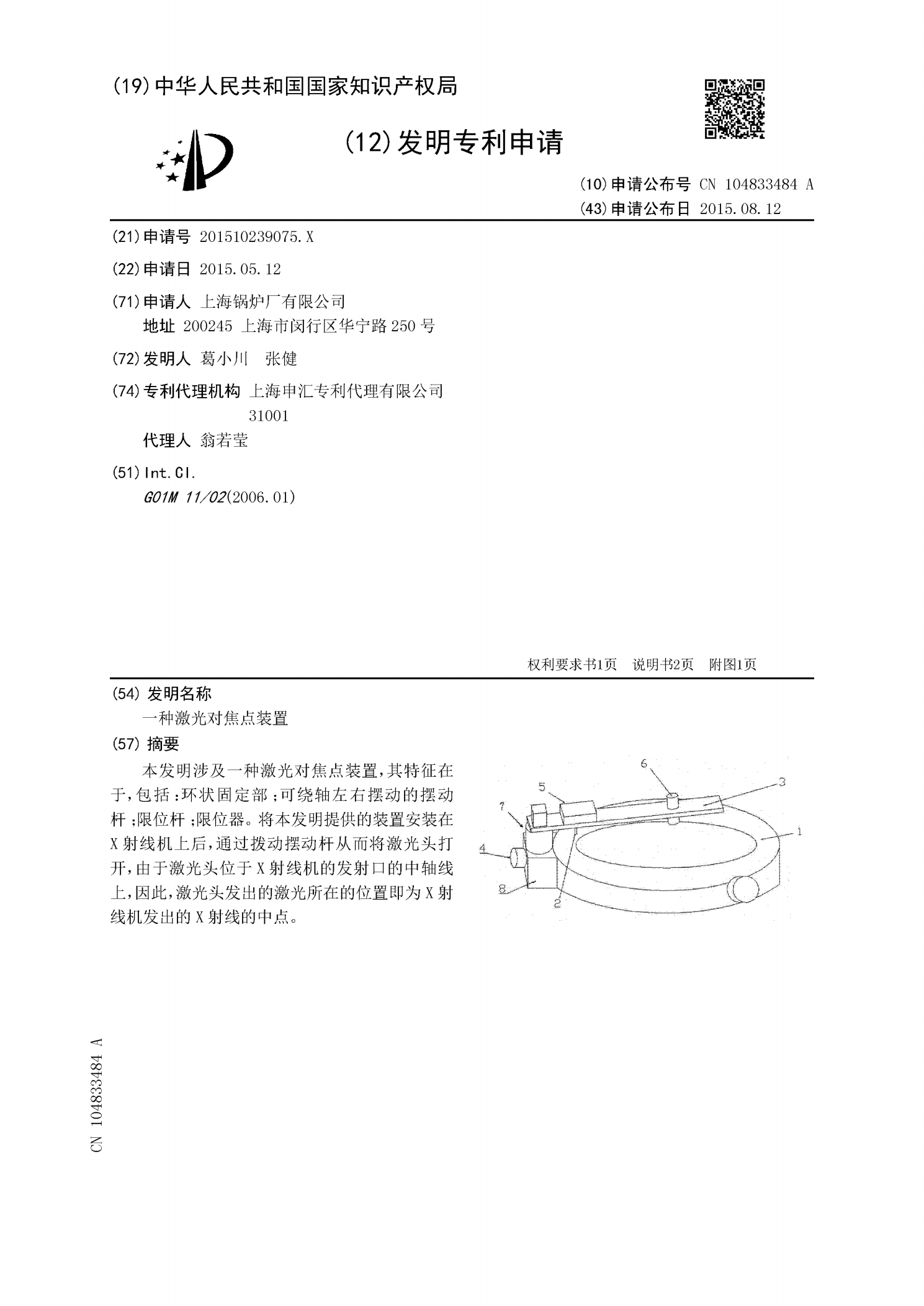
本发明涉及一种激光对焦点装置,其特征在于,包括:环状固定部;可绕轴左右摆动的摆动杆;限位杆;限位器。将本发明提供的装置安装在X射线机上后,通过拨动摆动杆从而将激光头打开,由于激光头位于X射线机的发射口的中轴线上,因此,激光头发出的激光所在的位置即为X射线机发出的X射线的中点。
激光焦点定位装置及方法.pdf
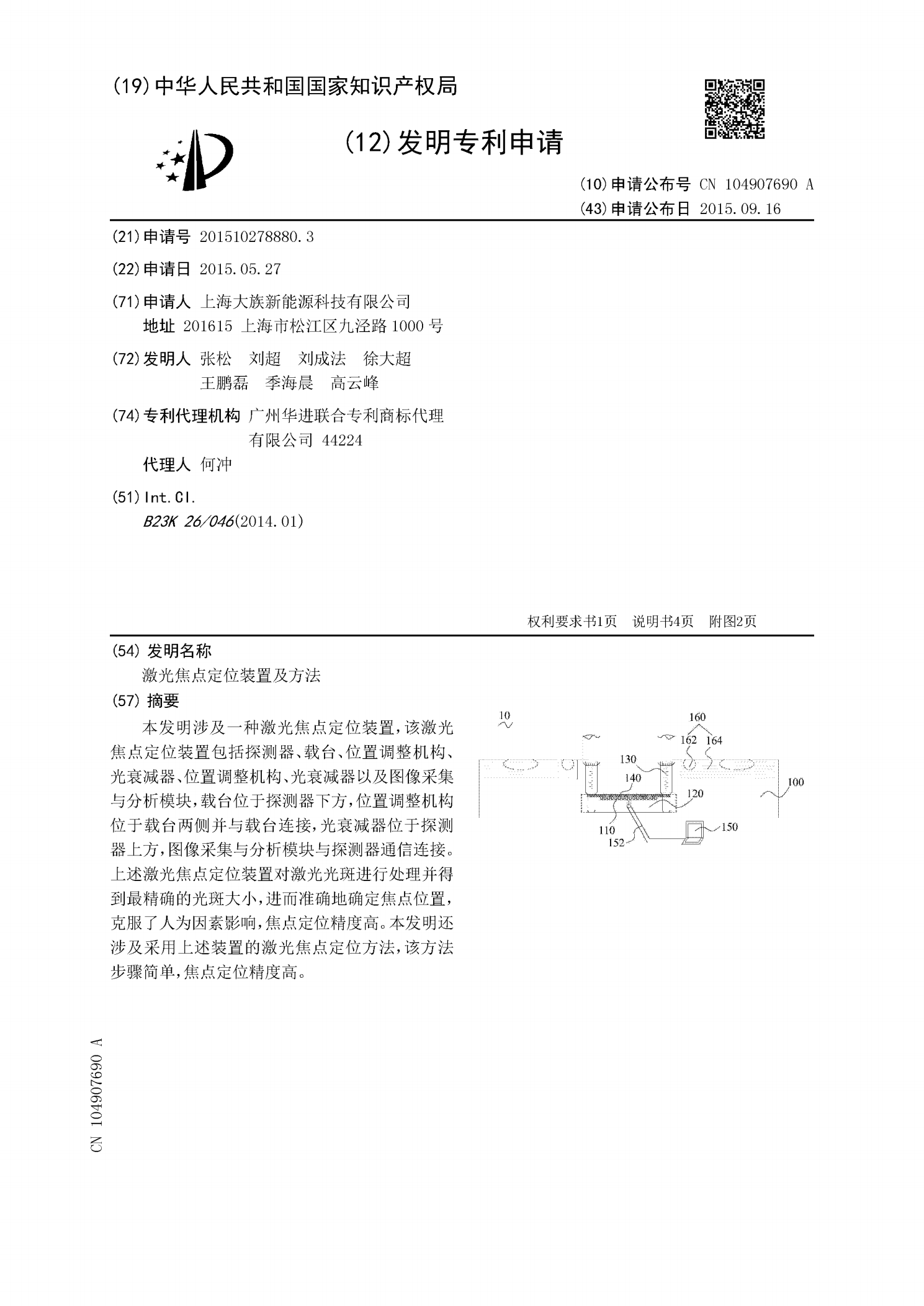
本发明涉及一种激光焦点定位装置,该激光焦点定位装置包括探测器、载台、位置调整机构、光衰减器、位置调整机构、光衰减器以及图像采集与分析模块,载台位于探测器下方,位置调整机构位于载台两侧并与载台连接,光衰减器位于探测器上方,图像采集与分析模块与探测器通信连接。上述激光焦点定位装置对激光光斑进行处理并得到最精确的光斑大小,进而准确地确定焦点位置,克服了人为因素影响,焦点定位精度高。本发明还涉及采用上述装置的激光焦点定位方法,该方法步骤简单,焦点定位精度高。

一种激光焦点位置快速找正装置.pdf
本发明公开一种激光加工中激光焦点位置快速找正装置,激光加工头部件最下部是探头,电动机通过齿轮变速箱接离合机构,离合机构接同步带一端,同步带另一端接同步齿轮,同步齿轮固接机床丝杆下端,机床丝杆通过丝杆螺母固接机床Z向侧板一侧,机床Z向侧板另一侧固接激光加工头部件;离合器轴和离合齿轮均同轴位于筒状的内齿同步带轮中腔中,离合器轴固定接离合销轴一端,离合销轴另一端向下活动连接离合齿轮,内齿同步带轮与离合齿轮以内外齿相啮合,内齿同步带轮外圈接同步带一端;具有动力驱动关闭功能,能避免加工过程中焦距探测部件产生干涉,有
一种焦点分析的方法及装置.pdf
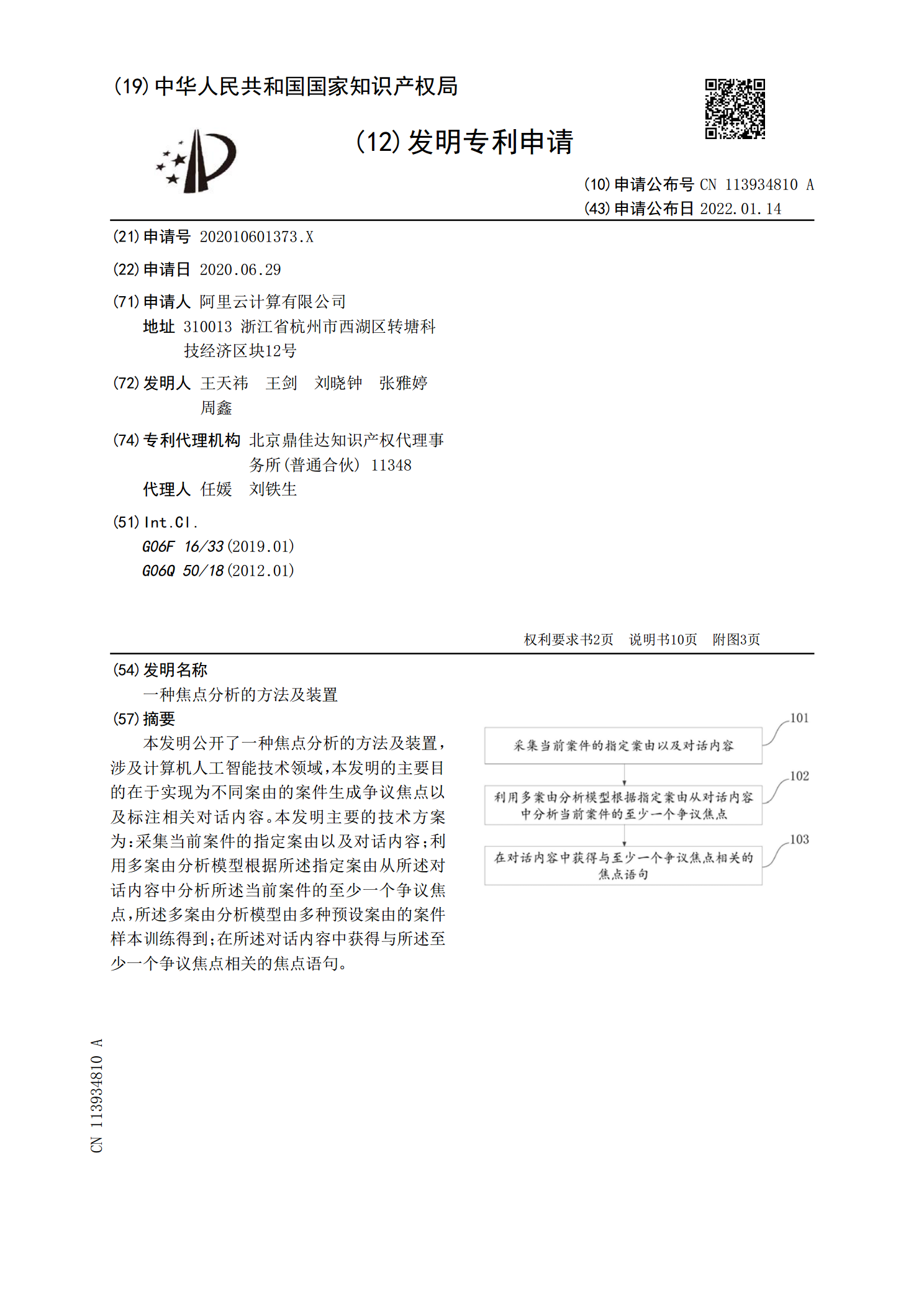
本发明公开了一种焦点分析的方法及装置,涉及计算机人工智能技术领域,本发明的主要目的在于实现为不同案由的案件生成争议焦点以及标注相关对话内容。本发明主要的技术方案为:采集当前案件的指定案由以及对话内容;利用多案由分析模型根据所述指定案由从所述对话内容中分析所述当前案件的至少一个争议焦点,所述多案由分析模型由多种预设案由的案件样本训练得到;在所述对话内容中获得与所述至少一个争议焦点相关的焦点语句。