
树脂成型体的制造方法.pdf

书生****ma

1/10
2/10
3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
树脂组合物、树脂组合物的制造方法、成型体及成型体的制造方法.pdf
本发明提供一种既能使具有透明性的成型体具有厚度也能抑制黄变的树脂组合物。本发明的树脂组合物包含偏氟乙烯聚合物作为主成分,进一步包含烷基季铵硫酸盐,偏氟乙烯聚合物中的键合异构的比例为4%以上。
树脂成型体的制造方法.pdf
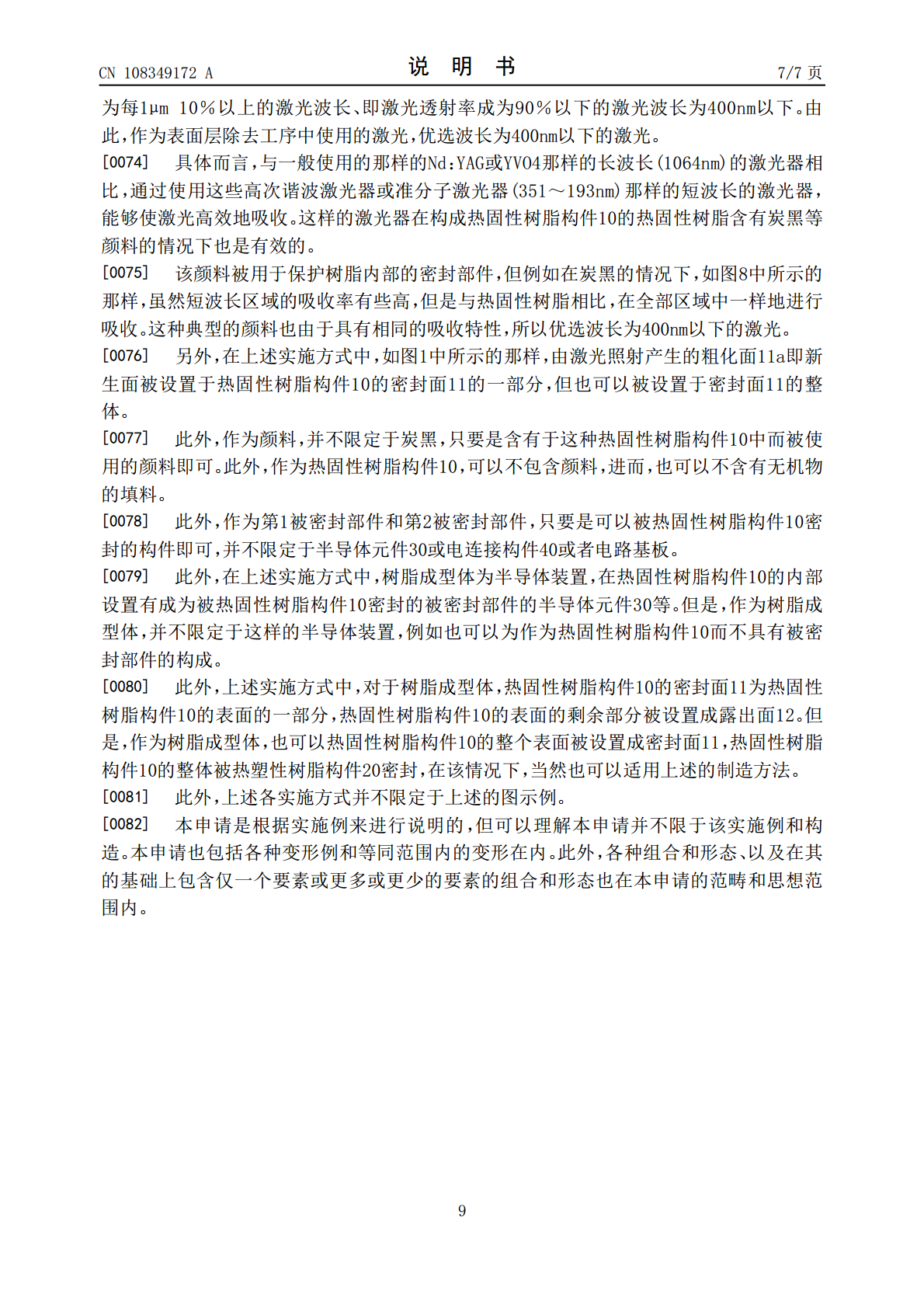
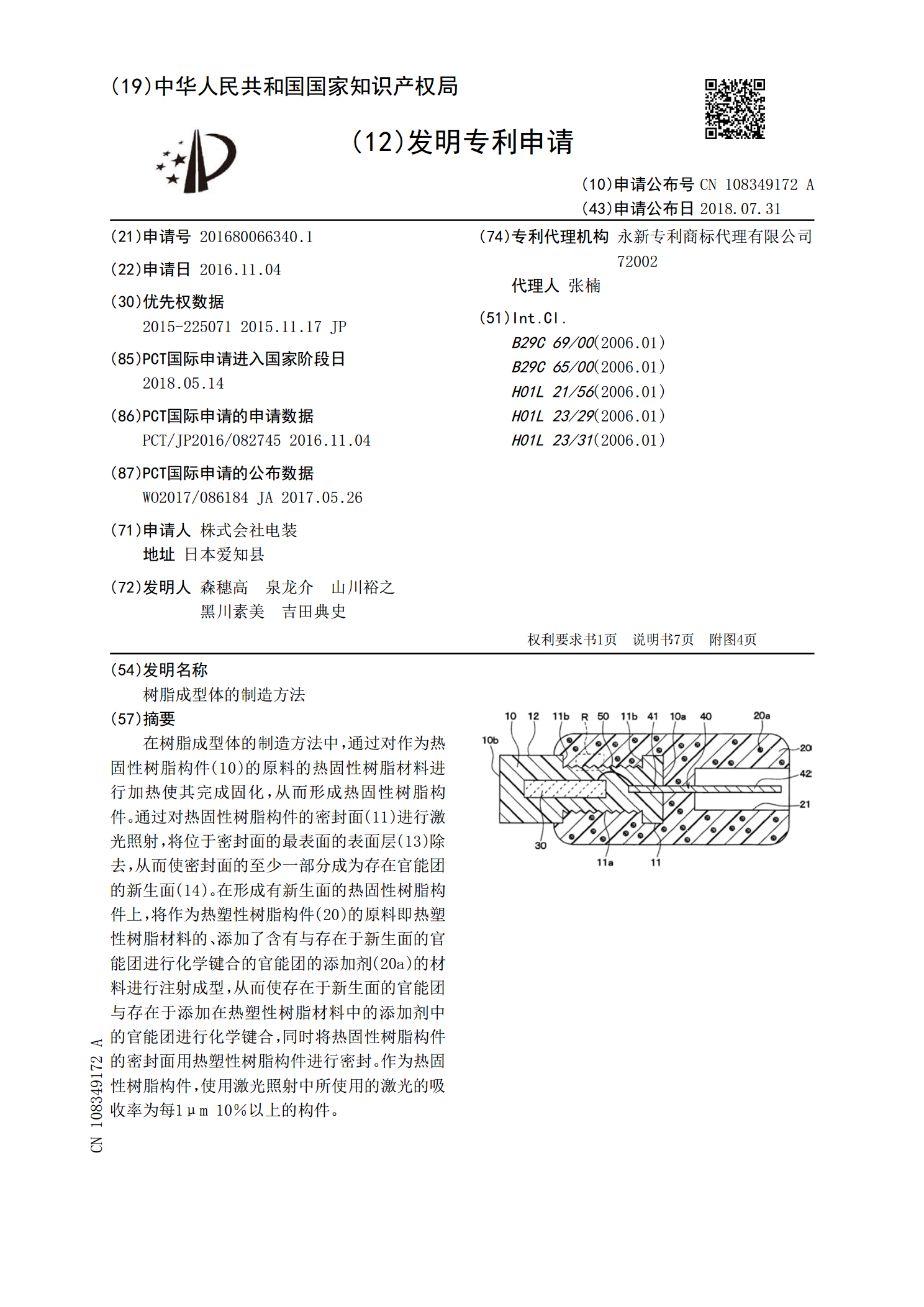
在树脂成型体的制造方法中,通过对作为热固性树脂构件(10)的原料的热固性树脂材料进行加热使其完成固化,从而形成热固性树脂构件。通过对热固性树脂构件的密封面(11)进行激光照射,将位于密封面的最表面的表面层(13)除去,从而使密封面的至少一部分成为存在官能团的新生面(14)。在形成有新生面的热固性树脂构件上,将作为热塑性树脂构件(20)的原料即热塑性树脂材料的、添加了含有与存在于新生面的官能团进行化学键合的官能团的添加剂(20a)的材料进行注射成型,从而使存在于新生面的官能团与存在于添加在热塑性树脂材料中的

树脂成型装置、树脂成型品的制造方法、中空成型体及容器.pdf
树脂成型装置200保持中空成型体使其能够围绕口颈部2的轴旋转,所述中空成型体具有容器形状的主体部和圆筒状的口颈部2。在口颈部2的周围形成有被树脂成型装置200的模11、12的口颈夹持部13、14夹持的被夹持部4。围绕口颈部2的轴的被夹持部4的外周形状为非圆形。对合口颈夹持部13、14而形成的内周形状设定为沿着被夹持部4的外周形状的形状。在模11、12互相靠近进行对合、同时口颈夹持部13、14夹持被夹持部4时,口颈夹持部13、14推压被夹持部4,由此使中空成型体转动,补正其旋转角度。

发泡成型用树脂、发泡成型体及其制造方法.pdf
本发明提供一种具有优异的发泡成型性和低温抗冲击性的发泡成型用树脂。根据本发明的发泡成型用树脂,其包含成分A、成分B以及成分C,所述成分A是长链支化均聚丙烯,所述成分B是长链支化嵌段聚丙烯,所述成分C是聚乙烯类弹性体,在将所述成分A至C的总量设为100质量份时,所述成分A的含量为20至70质量份,所述成分B的含量为20至70质量份,所述成分C的含量为1至20质量份。
树脂组合物、平板状成型体、多层体、成型品和成型品的制造方法.pdf
本发明提供一种用于制造即使在与丙烯酸树脂层一起进行热弯曲成型时也不发生回弹、且透明性优异的聚碳酸酯树脂膜或片的树脂组合物、以及使用上述树脂组合物的平板状成型体、多层体、成型品和成型品的制造方法。本发明的树脂组合物,其含有:具有式(1)所示的末端结构的芳香族聚碳酸酯树脂70~99.8质量份;数均分子量为6000以下的聚醚0.2~5质量份;和除上述具有式(1)所示的末端结构的芳香族聚碳酸酯树脂以外的其它的热塑性树脂0~29.8质量份。式(1)中,R<base:Sup>1</base:Sup>表示碳原子数8~3